1
Изобретение относится к устройствам для переработки пластмасс, и более конкретно, с устройствам для производства полых контейнеров литьем заготовки с последующим ее paafQfBOM в , разъемной форме.
Известна установка дли производства по. лых изделий из термопластов, содержащая литьевые и раздувные формы, смонтированные на поворотном держателе оправки, и механизм его поворота 1.
Од1/ако в такой установке точность ueHiw ркрования (шравок относительно литьевых форм недостаточная, в результате чего можно получить разнотолшинные заготовки.
Известна также установка для производства полых изделий с поворотной плитой и жестко закрепленными лнтьевь1ми и разду& иыми формами, снабженная механизмом нкг саови держателя оправок {2. В такой установке также полностью не исключается разнотолщинность заготовок вследствие воэможных неточностей изготовления фиксирук. ших приспособлений и деформации оправок при инжекоии расплава.
Цель изобретения - уменьшение разнотолщинности заготовок.
Поставленная цель достигается тем, что литьевые формы установлены на держателях с возможностью перемешення в плоскости, перпендикулярной оси заготовки, и снабжены упругими прижимами и запорными меха низмами, выполненными в виде встроенных в держатель литьевых форм гидроцилиндров, а на оправках и в литьевых формах выполнены конические поверхности, обеспечивающие их взаимное центрирование при смыкании. Такая установка обеспечивает уменьшение разнотолшинности заготовок при минимальном износе центрирующих поверхносгей.
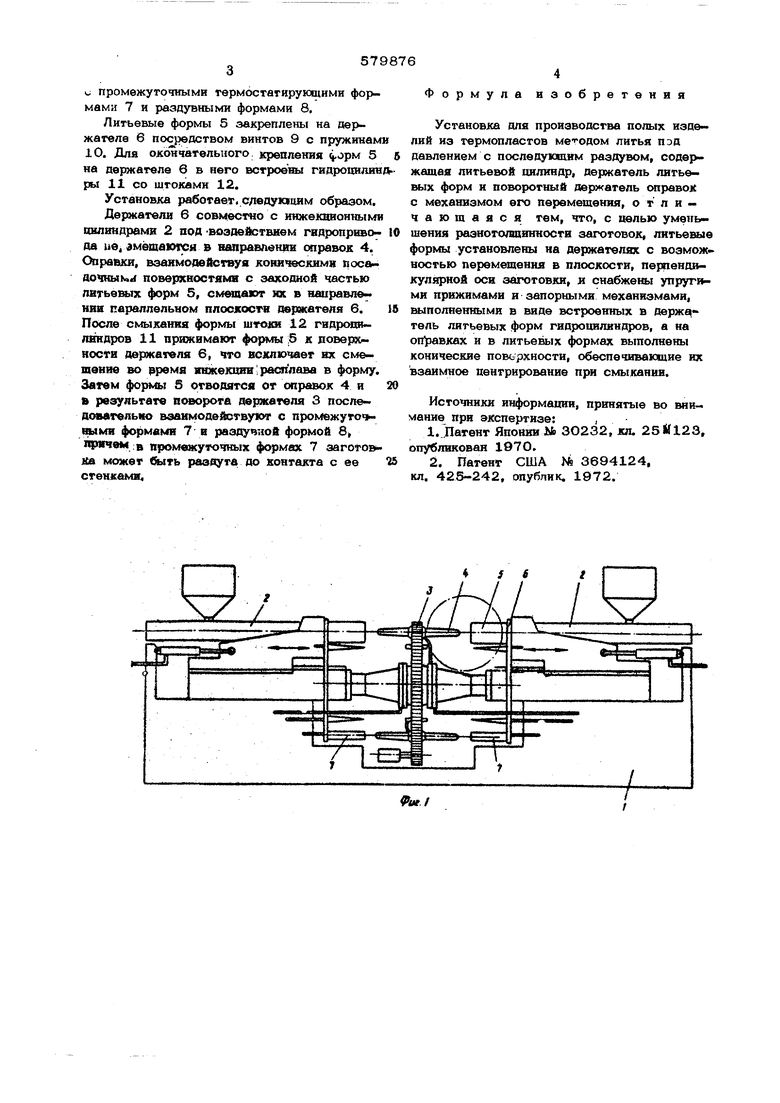
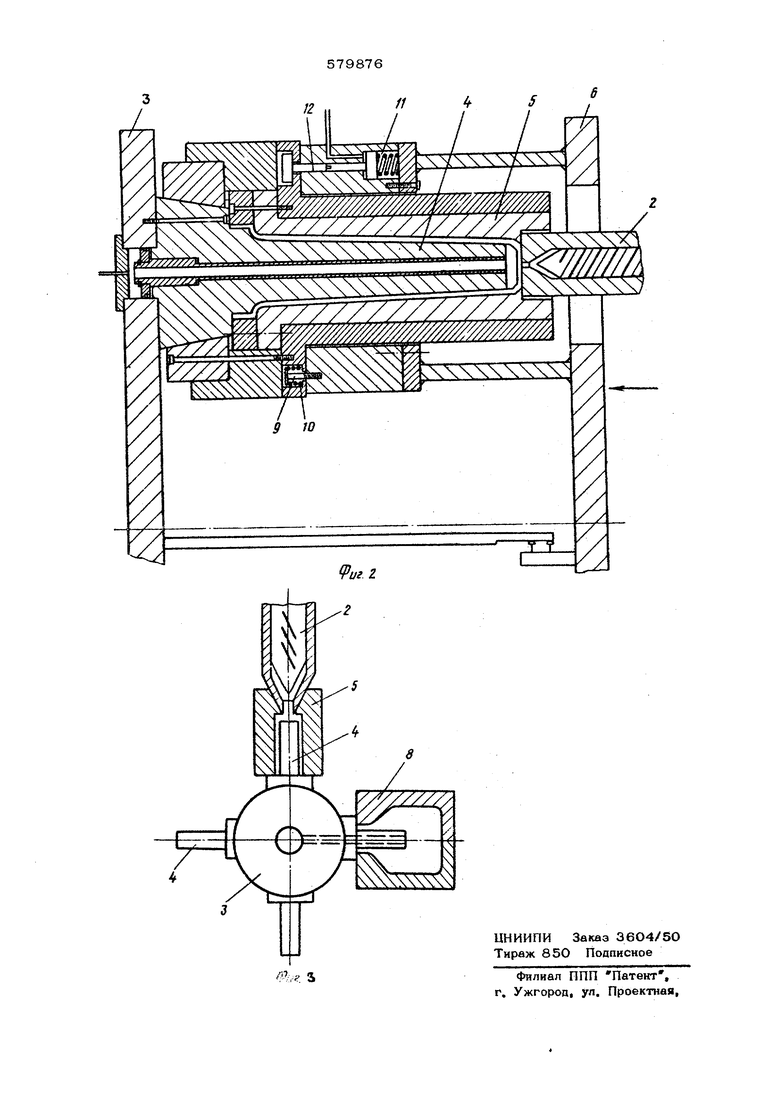
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - сечение литьевой формы; на фиг. 3 - схема работы установки в момент инжекции расплава.
Установка содержит смонтированные на станине 1 два инжекционных пилиндра 2, по воротный держатель 3 оправок с закреплетьнымн на нем оправками 4, литьевые форклл 5, размешенные на держателе 6 совместно
о промежуточными гермостатирующими фо. мами 7 и раздувными формами 8.
Литьевые формы 5 закреплены на держателе 6 посредством винтов 9 с пружинам 10. Для окончательиого, крепления форм 5 на держателе 6 в него встроепы гидроцилннры 11 со штоками 12.
Установка работает..следующим обрааом.
Держатели 6 совмесгно с инжвкшюнными цилиндрами 2 под воз№1йк;твием гвдропривода ие, дмёшаютоя в ветравпении оправок 4. Опрашш, взаимодействуя ко101 {ескимв посс дочныкм поверхностями с заходной частью пвтьек 1х форм 5, смешают нх в шшравле- НИИ параллельном плосхоств держателя 6. После смыкания формы што1ш 12 гидрсщи лиидров 11 прижимают фоцмиы ;5 к поверх ности держателя 6, что исключает их сметание во эрвмя ишкекции расплава в форму. Затем формы 5 отводятся от оправок 4 и в результате поворота держателя 3 последователыю взаш одействуЮт с промежуто1 пмми формами 7 в раздучиой формой 8, ЧР. в промежуточных формах 7 заготов ка может ть раавута до контакта с ее стенками.
Формула изобретения
Установка для производства полых изделий из термопластов литья пэд давлением с последующим раздувом, содержащая литьевой цилиндр, держатель литьевых форм и поворотный держатель (мтравок с механизмом его перемещения, отличающаяся тем, что, с целью уменьшения раэнотолпвнноств заготовок, литьешл формы установлены на держателях с возможностью перемещения в плоскости, перпендикулярной ОСЕ заготовки, и снабжены упругими прижимами и запорными механизмами, ш 1полненными в виде встроенных в дарж тель литьевых форм гидроцилиндров, а на опивках и в литьевых формах выполнены конические поверхности, обеспечивающие их взаимное центрирование при смыкании.
Источники информации, принятые во внимание при экспертизе:,
Д.Датент Японии ib ЗО232, кл. 25W123, опубликован 1970.
2. Патент США N 3694124, кл. 425-242, опубпик. 1972.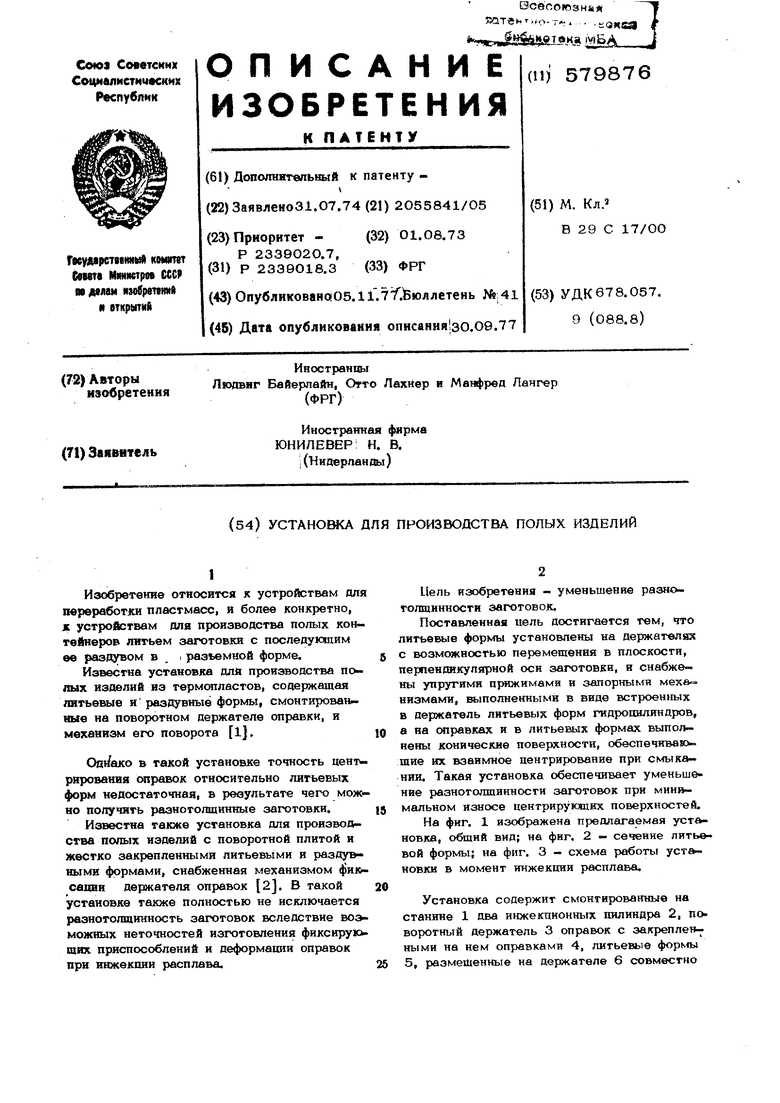
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для производства полых изделий из термопластов литьем заготовки с последующим раздувом | 1975 |
|
SU604470A3 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Роторный термопластпресс-автомат | 1988 |
|
SU1666323A1 |
| Устройство для обработки полых изделий | 1986 |
|
SU1355329A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
К7 /
