1
Изобретение относится к волочильному производству.
Известен инструмент для волочения металлических изделий, включающий самоустанавливающуюся оправку, выполненную с рабочим коническим и калибрующим цилиндрическим участками и имеющую осевой сквозной канал .
Однако известная onpaiBKa не позволяет осуществлять волочение одновременно второй заготовки через нее.
Целью изобретения является использование самоустаяавливающейся оправки в качестве волоки для одновременного волочения двух заготовок.
Это достигается тем, что осевой канал оправки выполнен по форме канала волоки, причем рабочий участок канала выполнен на коническом участке оправки, а калибрующий участок канала волоки - на цилиндрическом участке оправки.
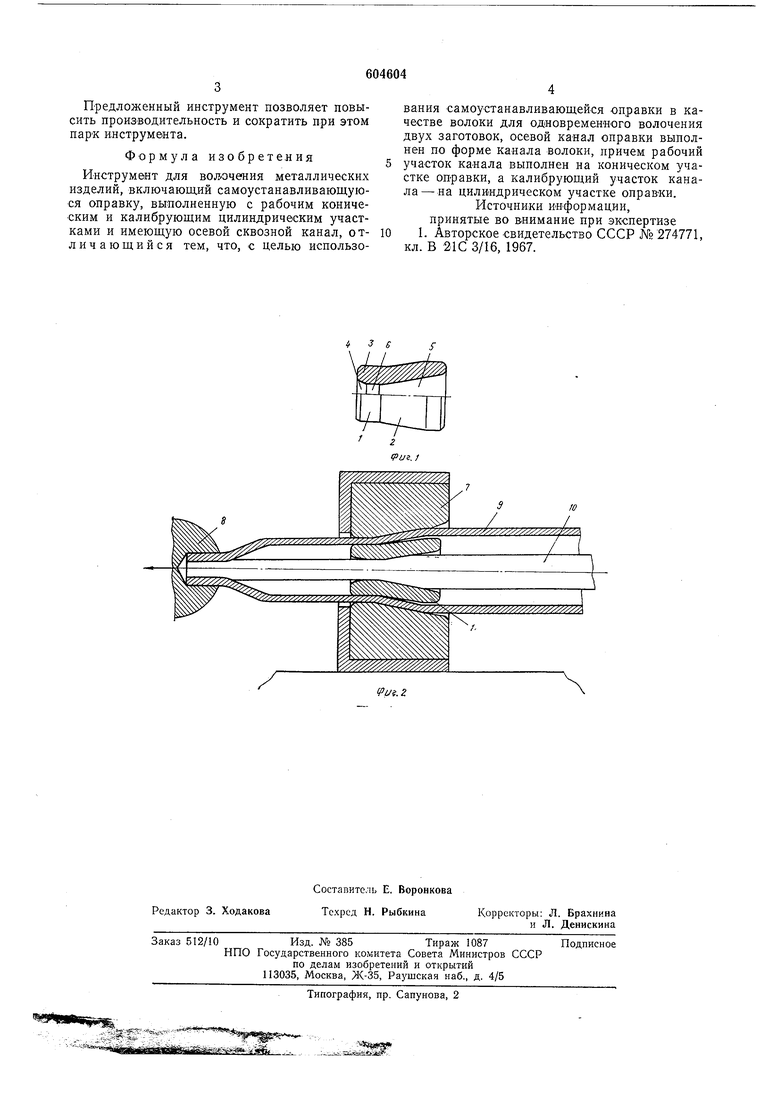
На фиг. 1 изображен предлагаемый инструмент; на фиг. 2 - схема деформации двух изделий с использованием предлагаемого инструмента.
Инструмент включает самоустанавливающуюся оправку 1, имеющую рабочий конический 2 и калибрующий цилиндрический 3 участки. В теле самоустанавливающейся оправки 1 по форме канала волоки выполнен сквозной
канал 4, имеющий рабочий, например конический, участок 5, выполненный на рабочем коническом участке 2 олравки 1, и калибрующий, например цилиндрический, участок 6, выполненный на цилиндрическом участке 3 самоустанавливающейся оправки 1. Устройство включает также волоку 7 и тянущий захват 8. Устройство работает следующим образом. В волоку 7 закованным концом задают
предварительно подготовленную к волочению трубную заготовку 9. Затем на закованную головку второй заготовки 10, предварительно подготовленной к волочению, надевают самоустанавливающуюся оправку 1 и вводят ее в
полость трубной заготовки 9 до совмещения закованной головки трубной заготовки 10 с закованной головкой трубной заготовки 9, осуществляют захват одновременно двух заготовок и включают привод волочения.
Волочение т рубной заготовки 9 происходит через волоку 7 на самоустанавливающейся опразке 1. Волочение трубной заготовки 10 происходит через канал 4 самоустанавливающейся опраВКи 1, которая служит для нее волокой. Таким образом происходит одновременное волочение двух заготовок различных размеров. После окончания волочения закованные головки обрезают и полученные изделия отделяют одно от другого. Далее цикл волочения повторяется.
Предложенный инструмент позволяет повысить производительность и сократить при этом парК инструмента.
Формула изобретения
Инструмент для во; оче«ия металлических изделий, включающий самоустанавливающуюся оправку, выполненную с рабочим коническим и калибрующим цилиндрическим участками и имеющую осевой сквозной канал, отличающийся тем, что, с целью использования самоустанавливающейся оправки в качестве волоки для одновременного волочения двух заготовок, осевой канал оправки выполнен по форме канала волоки, причем рабочий участок канала выполнен на коническом участке оправкн, а калибрующий участок канала- на цилиндрическом участке оправки.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР №274771, кл. В 21С 3/16, 1967.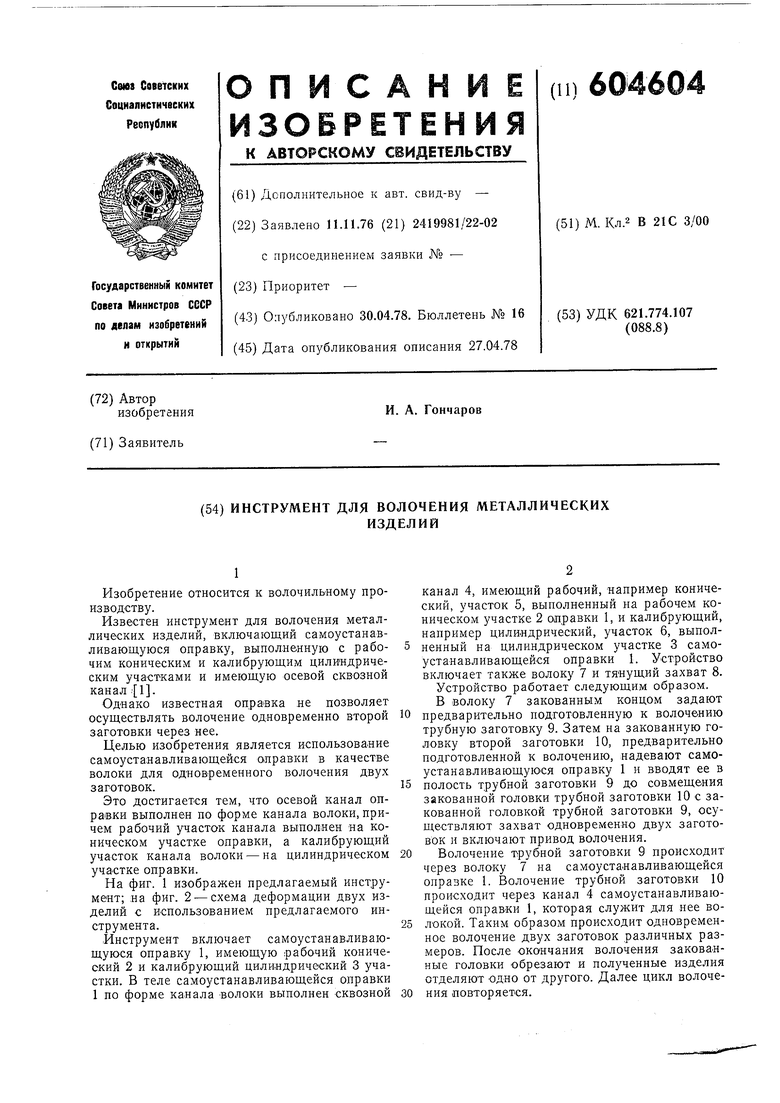
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для волочения труб | 1985 |
|
SU1402382A1 |
| Инструмент для волочения тонкостенных фасонных труб | 1982 |
|
SU1045977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| СПОСОБ ПРОИЗВОДСТВА ВОЛОЧЕНЫХ ПОЛЫХ ИЗДЕЛИЙ | 1997 |
|
RU2113300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| ВОЛОКА | 1996 |
|
RU2101109C1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2007 |
|
RU2341344C1 |
| Способ волочения труб на короткой оправке | 1988 |
|
SU1637894A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
3 Sf
11
№
VUi.Z
