размеры вписанного диаметра ячеек калибруемого изделия, а внутренние - уменьшенные по сравнению с диаметрами штырей 8.
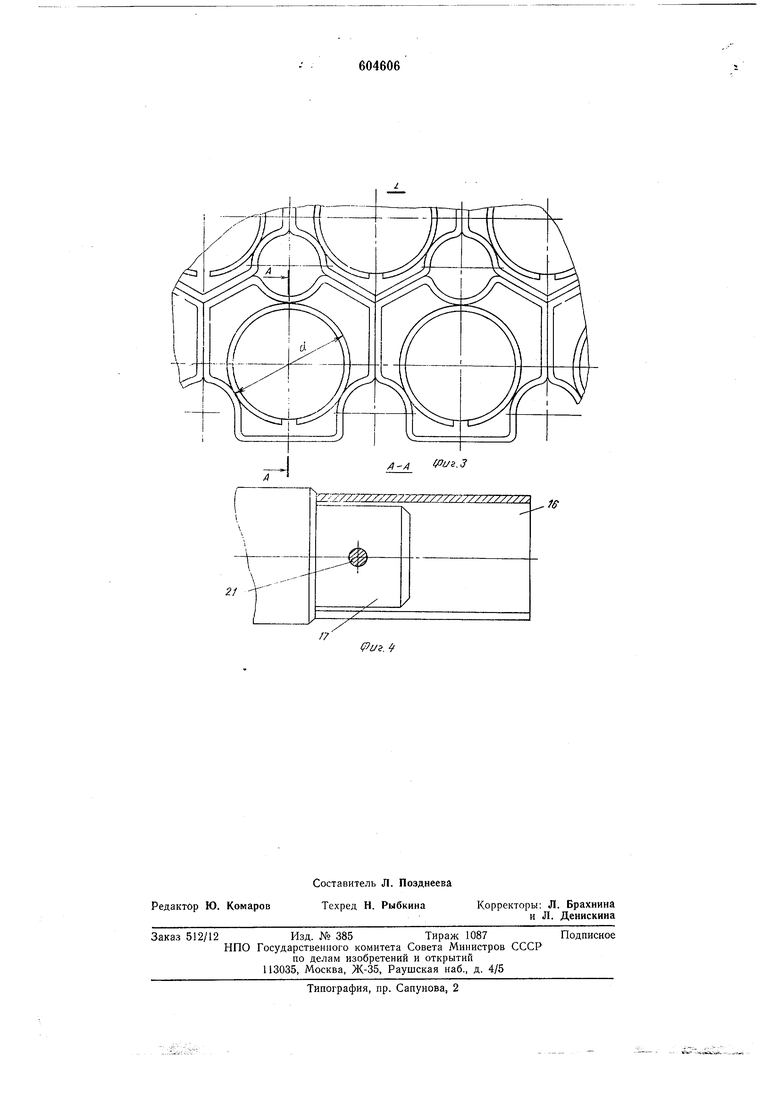
Втулки .нижними частями отверстий установлены по скользяш,ей посадке на стержни 18, запрессованные в плиту 2 и поджатые снизу опорной шайбой 19 и винтами 20. Для ориентации разрезных втулок 17 и предотвращения их съема со стержней в процессе работы стержни снабжены штифтами 21, свободно входяшими в отверстия, выполненные в противоположных стенках втулок перпендикулярно их разрезам.
Изделие представляет собой соединение множества фигурных трубчатых втулок-ячеек, образованное при помоши контактной сварки в виде шестигранной по наружному контуру однорядной решетки сотового типа. Оси ячеек в решетке параллельны между собой. Вписанные диаметры d отверстий ячеек выполняются с определенным занижением относительно диаметра, установленного по чертежу готового изделия.
Устройство работает следующим образом.
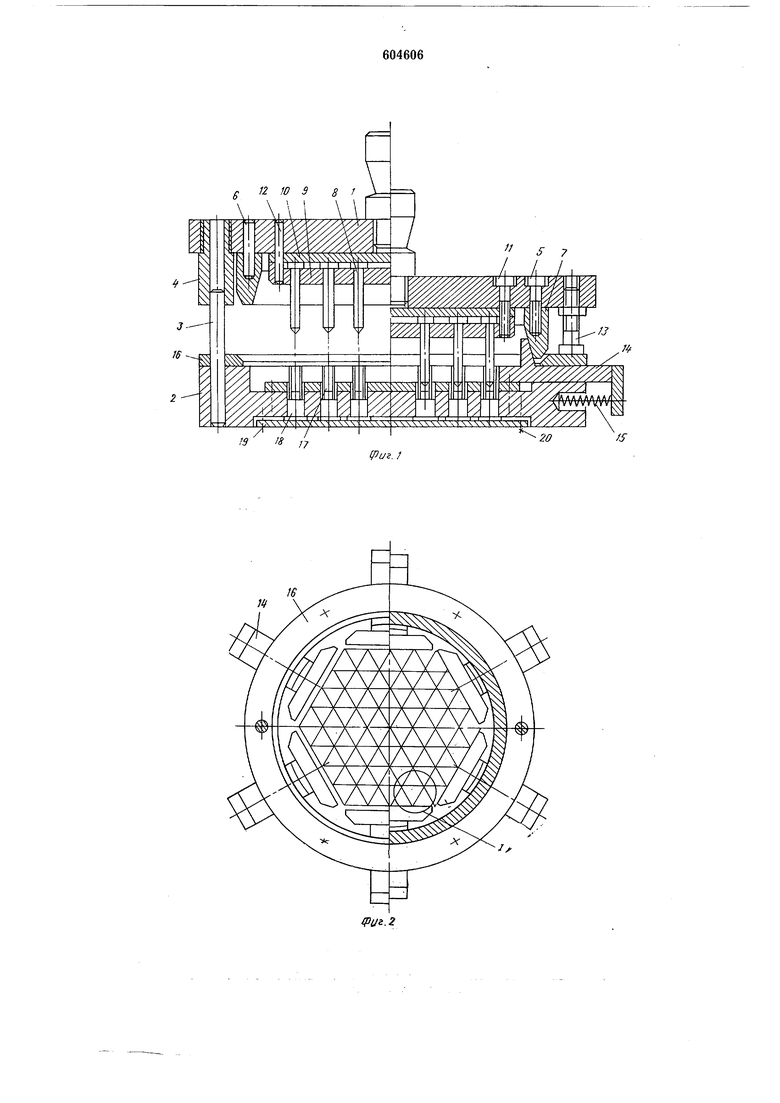
В исходном положении изделие перед калибровкой размещается внутри частей пуансона 14, свободно устанавливается ячейками на наружные поверхности разрезных втулок 17. Затем, когда плита 1 с втулкой 7 и штырями 8 начинает сближаться с плитой 2, штыри, заходя в отверстия разрезных втулок 17, разжимают последние :равномерно в направлении, перпендикулярном направлению перемещения плиты 1. Разрезные втулки, разжимаясь, расширяют вписанные диаметры отверстий ячеек до размера, предписанного технологией и определяемого как сумма размеров диаметра штыря и двух стенок втулки. При этом калибруются также межцеитровые расстояния, т. е. устраняются погрешности в расположениях осей ячеек, появившиеся после соединения последних сваркой.
Одновременно с этим втулка 7, воздействуя на части пуансона 14, перемещает их по направлению к оси штампа. Пуансон производит обжим боковой поверхности изделия. Величина обжима определяется концом хода плиты 1, устанавливаемым при помощи регулируемых упоров 13, ввернутых в плиту 1 и упирающихся в конце хода в нижнюю плиту штампа.
При возвращении плиты 1 в исходное положение закрепленные на ней штыри 8 выходят из отверстий разрезных втулок 17, после чего втулки за счет сил упругости сжимаются до исходного наружного диаметра, освобождая ячейки изделия. Штифты 21 удерживают втулки 17 на концах стержней 18 при обратном движении штырей 8. Откалиброванные изделия после ухода плиты 1 легко снимаются со втулок 17.
Формула изобретения
Штамп для калибровки отверстий однорядных решеток сотового типа, содержащий закрепленную на подвижной плите втулку с конической внутренней поверхностью, пуансон с конической наружной поверхностью, установленный соосно втулке на неподвижной плите и состоящий из нескольких радиально подвижных в плоскости, перпендикулярной оси втулки, частей, а также комплект штырей, закрепленных в подвижной плите, отличающийся тем, что, с целью обеспечения возможности правки изделий, изготовленных из трубчатых фигурных ячеек, он снабжен комплектом разрезных втулок, насаженных на стержни, установленные в неподвижной плите соосно со штырями подвижной плиты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 455783, кл. В 21D 1/00, 1972.
fS
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для калибровки отверстий однорядных решеток сотового типа | 1977 |
|
SU707645A2 |
| Штамп для калибровки | 1979 |
|
SU820972A1 |
| Штамп для обжима боковой поверхности цилиндрической детали | 1972 |
|
SU455783A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| ГЕРМЕТИЧНЫЙ ПЕНАЛ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА РЕАКТОРА РБМК-1000 | 2013 |
|
RU2562055C2 |
| Устройство для калибровки отверстий деталей шариком | 1978 |
|
SU770604A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
6
Tt
W
17
Pus.
