I
И;зобретение относится к обработке металлов давлением, преимущественно к устройствам для правки и калибровки.
Известен штамп для калибровки отверстий однорядных решеток сотового типа, содержащий подвижную и неподвижную плиты, соединенные колоннами, цилиндрические пуансоны, смонтированные в верхнем и нижнем пуансонодержателях Г.
Недостатком штампа является быстрый износ пуансонов, а также сложность установки выпрямляемого изделия на штамп.
Цель - увеличеш1е срока службы пуансонов и облегчение установки и съема изделий.
Цель достигается тем, что штамп , снабжен приводом перемещения верхнего пуансонодержателя в направлении, перпендикулярном направлению перемещения подвижной плиты, выполненным в виде подпружиненной относительно подвижной плиты направляющей плиты с закрепленными щл них клиньями и взаимодействующих с ними дополнительных клиньев.
смонтированных на верхнем пуансонодержателе, при этом цилиндрические пуансоны выполнены с продольными лысками, обеспечивающими свободное попарное вхождение в каждое калибруемое отверстие.;
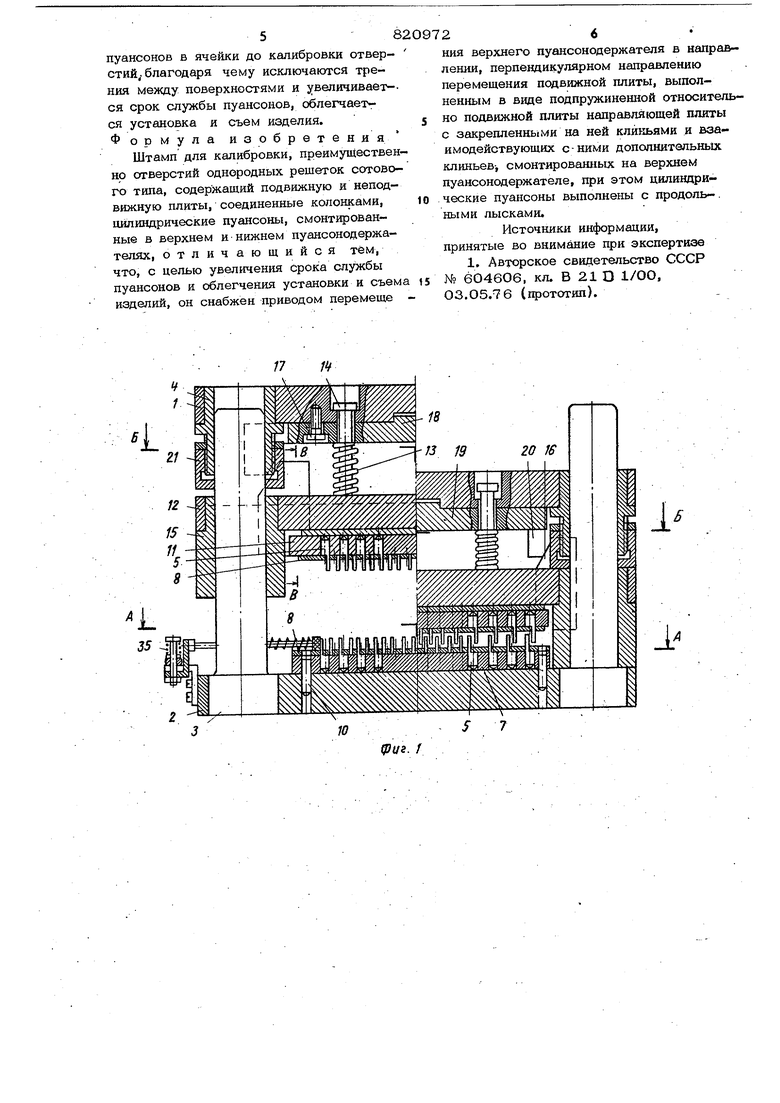
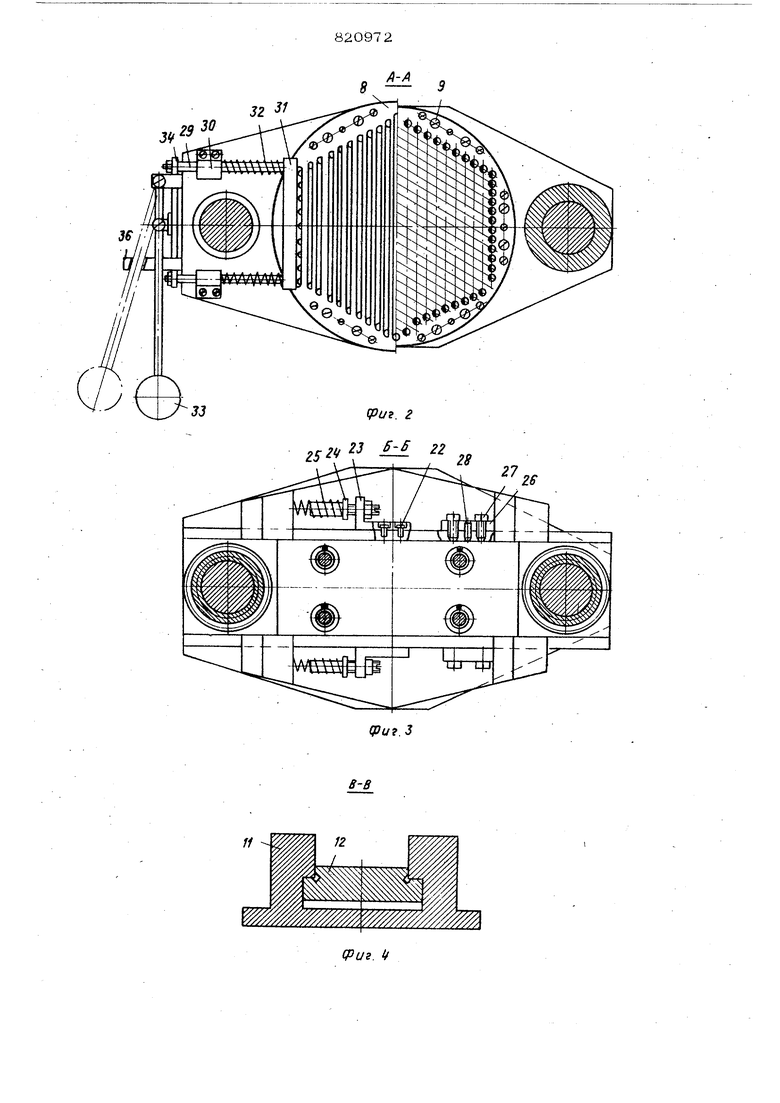
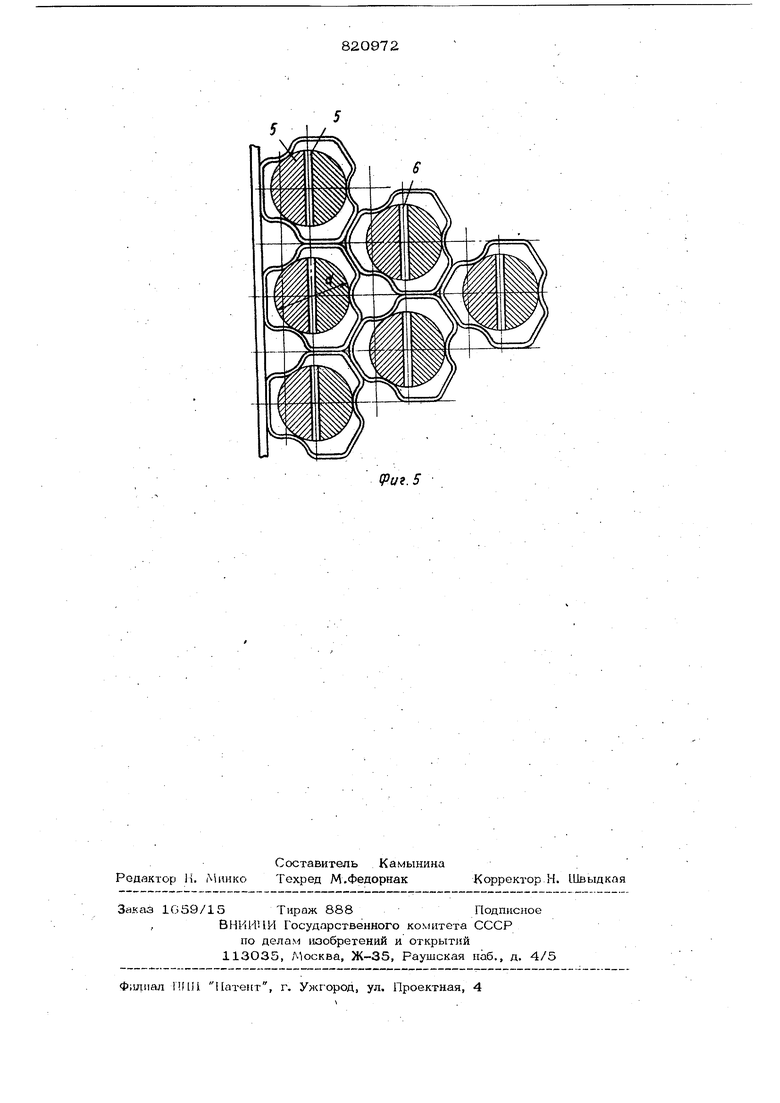
На фиг. 1 изображен штамп, продольный разрез,- на фиг. 2 - разрез А-А на фиг, 1; на фиг, 3 г- разрез Б-Б на фиг. 1 на фиг. 4 - разрез В-В на
0 фиг. 1| на фиг. 5 - обрабатываемое издепие.
Штамп содержит верхнюю подвижную плиту 1 и нижнюю неподвижную плиту 2, связанные между собой направляющими
5 колонками 3, запрессованными в неподвижную плиту и скользящими в отверстиях направляющих втулок 4, запресованных в подвижной плите 1. На неподвижной плите 2 смонтированы цилиндрические пуансоны 5, снабженные продольными лысками 6| величиной более половины поперечного сечения и на длине, соответствующей высоте калибруемых ячвк изделия. Пуансоны запрессованы в уансонодержатель 7 и ориентированы с омощью оазов ориентирующей плиты 8. уансонодержатель 7 соединен с неподвижной плитой 2 винтами 9 и щтифтами 10. Пуансоны 5 подвижной части штама смонтированы с помощью пуансонодержателя 11 ориентирующей плиты на направляющей плите 12, связанной с подвижной плитой 1 пружинами 13 и винтами 14. Направляющая плита 12 для перемещения по колонкам 3 снабжена направляющими втулками 15, служащими одновременно для ограничения перемещения направляющей плиты.
Пуансонодержатель 11 снабжен четырьмя клиновидными выступами 16, образующими между собой Т-образпый паз, служащий для установки и перемещения на направляющей плите 12 в направлении, перпендикулярном перемещению подвижной плиты штампа.
К подвижной плите 1 с помощью винтов 17 и выступа 18 прикреплена плита 19 с четырьмя клиньями 2О, передающими усилие калибровки на клинья16 верхнего пуансонодержателя 11. Клинья служат для обеспечения перемещения верхнего пуансонодоржателя 11 по направляющей плите 12. Для ограничения перемещения верхнего пуансонодержателя по направляющей плите предназначены упорные втулки 21, установленные с помощью резьбы на направляющих вгулках 4. Зазор между упорной втулкой 21 и направляющей, плитой определяет величину перемещения верхнего пуансонодержателя с цилиндрическими пуансонодер. жателями по направляющей плите.
На направляющей плите 12 с двух сторон приктеплены болтами 22 крон- . щтейны 23 с направляющими шпильками 24 и пружинами 25, предназначе1шыми для возврата пуапсонодержателя 11 в . исходное положение до соприкосновения с упорами 26, установленными также на направляющей плите с помощью бол- тов 27 и щтифтов 28.
На неподвижной плите 2 посредством двух направляющих стержней 23 и стоек . ЗО установлен прижим 31, подпружиненный относительно .последпих. пружинами 32« Прижим предназначен для поджатия установленного изделия (рещетки) к образующим цилиндрических пуансонов. Для отвода прижима служит ручка 33, соединенная с направляющими стержнями 29 планкой 34. Для фиксирова
кия ручки в отведенном положении служит пружина 35 и паз в кронштейне 36.
Обрабатываемое изделие представляет собой соединение множества фигурных трубчатых втулок-ячеек, образованное при помощи контактной сварки в виде шестигранной по наружному контуру однорядной решетки сотового типа.
Штамп работает следующим образом. В исходном положении перед калибровкой изделие устанавливают на пуансонах 5 неподвижной плиты 2. Перед установкой прижим 31 отводят ручкой 33. Затем, когда подвюкная плита 1 и направляющая 5 плита 12 начинают сближаться с плитой 2, верхние пуансоны 5 свободно входят в ячейки изделия. Это перемещение прекращается в момент соприкосновения направляющих втулок 15 с неподвижной 0 плитой 2, при этом останавливается направляющая плита.
При дальнейшем перемешении подвижной плиты верхние клинья 16, подойдя к нилсним 2О, перемещают пуансонодер5 жатель 11 с пуансонами 5 вправо по направляющей плите 12 на расстояние, определяемое зазором между упорной втулкой 21 и направляющей плитой. Во время этого перемещения осуществляет- Q ся раздача отверстий ячеек изделия пуансонами до заданного диаметра, т.е. калибровка. При этом калибруются также межосевые расстояния, т.е. устраняются погрешности в расположениях осей ячеек, появившиеся после соединения сваркой.., При возвращении плиты 1 в исходное положение клинья 16 отходят от кдйНьев 20 пуансонодержателя 11, последний под действием пружин. 25 перемещается по направляющей плите 12 влево до соприкосновения с упорами 26. При этом верхние пуансоны 5 сближаются с нижни ми в направлении, перпендикулярном перемещению верхней плиты и освоболодают ячейки изделия.
При дальнейшем перемещении плитЬ 1 направляющая плита 12 уходит вверх, выводя из ячеек изделия верхние пуан-. срны 5.
50 Огкалиброванное изделие после ухода плиты свободно снимается с . пуансонов.
Наличие продольных лысок у пуансонов, а также установка верхних пуансо55 нов с возможностью перемещения внутри ячеек в направлении, перпепдикулгнрном перемещению подвижной плиты, обеспечивает свободное вхождение верхних
пуансонов в ячейки до калибровки отверстий,. благодаря чему исключаются трения между поверхностями и увеличивает-ся срок службы пуансонов, облегчается установка и съем изделия. Формула изобретения
Штамп для калибровки, преимущественно отверстий однородных решеток сотового типа, содержащий подвижную и неподвижную плиты, соединенные колонками, цилиндрические пуансоны, смонтированные в верхнем и нижнем пуансонодержателях, отличающийся тем, что, с целью увеличения срока службы пуансонов и облегчения установки и съем изделий, он снабжен приводом перемеще ния верхнего пуансонодержателя в направлении, перпендикулярном направлению перемещения подвижной плиты, выполненным в виде подпружиненной относително подвижной плиты направляющей плиты с закрепленными на ней клиньями и взаимодействующих с-ними дополнительных клиньев-, смонтированных на верхнем пуансонодержателе, при этом цилиндрические пуансоны выполнены с продоль-. ными лысками.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 6046О6, кл. В 21 О 1/ОО, ОЗ.О5Л6 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для калибровки отверстий однорядных решеток сотового типа | 1977 |
|
SU707645A2 |
| Штамп для калибровки отверстий однорядных решеток сотового типа | 1976 |
|
SU604606A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для обжима боковой поверхности цилиндрической детали | 1972 |
|
SU455783A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для торцовой гибки деталей из листовых заготовок | 1986 |
|
SU1444042A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
J.
Фиг. f
,,,2J 22
11 (риг.
27
ZS
(pU9.3
(Риг. i/ г
