вый нож выполнен с наклонным торцом, образующим острый угол с поверхностью шагового ножа, несущей режущую кромку, параллельную направлению подачи материала.
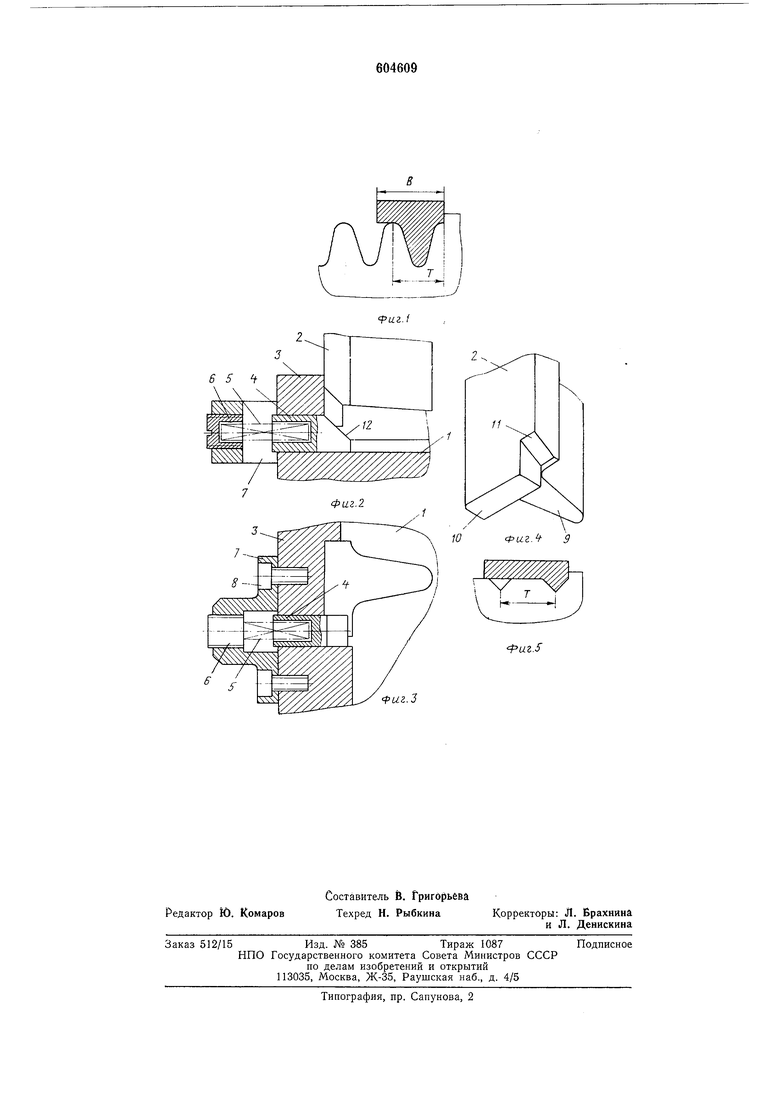
На фиг. 1 показана схема малоотходной штамповки на одной половине ленты в описываемом щтампе; на фиг. 2 - часть штампа, схема KOTOiporo дана на фиг. 2, вертикальный разрез; на фиг, 3 -то же, горизонтальный разрез; на фиг. 4 - нижняя часть шагового ножа штампа в косоугольной -проекции; на фиг. 5 дана схема малоотходной щтамповки при ином исполнении шагового ножа.
Малоотходная штамповка на описываемом штампе осуществляется шаговым ножом, ширина которого В больше шага подачи Т, например, на (0,2-0,3)7. Штамп .содержит матрицу 1, шаговый нож 2, являющийся одновременно пуансоном, оформляющим часть контура детали, съемник 3 и шаговый упор 4, поджатый пружиной 5. Натяг пружины создает резьбовая пробка 6, за.ключенная в кронщтейн 7, прикрепленный к съемнику 3 винтами 8. Рабочий торец 9 ножа вырезает на заготовке фигурный участок, а выступ 10 обеспечивает опору ножу во время разделения материала заготовки, ширина выступа 10 равна шагу подачи Т ленты. Поверхности И и 12 шагового ножа 2 и шагового упора 4, взаимодействующие между собой, выполнены, скошенными.
Штамп работает следующим образом.
Заготовка - полоса или лента (не показана) подается в паз съемника 3 до упора 4. При ра.бочем ходе щаговый нож 2 опускается и его скошенный участок 11 .подходит к скосу на упоре 4 и отжимает его влево. Затем режущая кромка шагового ножа 2 отделяет от заготовки участок, образующий половину контура детали. При подъеме верхней части штампа шаговый упор 4 под действием пружины 5 возвращается в исходное положение, а лента подается на шаг до передней плоскости шагового упора 4. При следующем ходе
пресса процесс повторяется, причем после каждого рабочего хода удлиненная часть шагового ножа 2 срезает участок ленты на длину шага подачи.
Поскольку отжим шагового упора происходит несколько раньше, чем отделение припуска по краю ленты, последняя может в момент разделения материала сместиться и величина шага б)дет нарушена. Во избежание этого рабочая плоскость шагового ножа может быть выполнена скошенной в сторону оси штампа, тогда вершина режущей кромки ножа 2 начнет разделение материала ленты до того, как щаговый упор будет выведен за наружную кромку ленты.
Эта же цель может быть достигнута, если в штампе имеются пробивные пуансоны. Им придается длина, несколько большая длины шаговых ножей, с тем, чтобы они внедрились в ленту до отхода шагового ножа.
На фиг. 5 показан вариант схемы малоотходной штамповки детали прямоугольной формы со скошенными углами, которые образуются треугольным выступом шагового ножа. В остальном конструкция штампа совершенного аналогична описанной выше.
Технико-экономический эффект, создаваемый данным штампом, определяется улучшением качества деталей, снижением трудоемкости за счет ликвидации дополнительных операций, служащих для удаления выступов в местах стыка ленты с шаговым упором, и повышением стойкости штампов за счет более благоприятной формы шаговых ножей.
Формула изобретения
.1. Штамп последовательного действия по авт. св. № 570432, отличающийся тем, что обращенные одна к другой поверхности шагового упора и шагового ножа выполнены скошенными и взаимодействуюшими между собой, а шаговый упор снабжен прулсиной возврата его в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Штамп с двумя шаговыми ножами | 1977 |
|
SU663463A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Штамп для последовательной пробивкиОТВЕРСТий | 1979 |
|
SU845990A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
e
uz.S
риг.З
