Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала.
Из основного авт. св. № 604609 известен штамп последовательного действия, содержаший пуансоны и по меньшей мере один шаговый упор и один шаговый нож, выполненный по меньшей мере, с одним выступом с режущими кромками, одна из которых является продолжением режушей кромки шагового ножа. Выступ ножа размеш,ен со стороны подачи материала и его режушая кромка, являюшаяся продолжением режущей кромки шагового ножа, параллельна направлению подачи материала. Обращенные одна к другой поверхности шагового упора и шагового ножа выполнены скошенными и взаимодействующими между собой, а шаговый упор снабжен пружиной возврата его в исходное положение 1.
Недостатком данного штампа является возможность изготовления неточных деталей вследствие недоподачи материала до упора.
Цель изобретения -, повышение точности изготавливаемых деталей.
Указанная цель достигается тем, что в штампе последовательного действия по меньшей мере один пуансон является пробивным и штамп снабжен одним ловителем, установленным на одной плите с пробивным пуансоном и на одной с ним оси, параллельной направлению перемещения материала, с возможностью поворота в вертикальной плоскости, параллельной направлению перемещения материала и подпружиненным в направлении перемещения материала.
На фиг. 1 показан штамп, продольный разрез; на фиг. 2 - разрез А-А сверху на нижнюю часть штампа; на фиг. 3 - разрез Б-Б снизу на верхнюю часть штампа; на фиг. 4 - сечение В-В участка штампа по шаговому упору; на фиг. 5 - ловитель изометрической проекции; на фиг. 6 - схема штамповки детали на штампе.
Штамп содержит в верхней части разрезной пуансон 1, боковые участки 2 которого служат шаговыми ножами и пробивные пуансоны 3, сидящие в пуансонодержателе 4, прикрепленном вместе с подкладквй 5 к верхней плите 6. В пуансонодержателе 4 предусмотрены два прямоугольных отверстия, в которых на осях 7 посажены с возможностью поворота ловители 8, поджатые пружинами 9. Боковые участки 2 разрезного пуансона 1 имеют
длину больше шага подачи So на (0,2- 0,3) шага и выступы 10 со скосами. К верхней плите 6 прикреплен подпружиненный пружинами 11 съемник 12.
Один из ловителей 8 показан на фиг. 5В его верхней части предусмотрено цилиндрическое углубление, служашее для фиксации конца пружины 9. Ловители 8 расположены от пробивных пуансонов 3 на расстоянии больше шага подачи SQ на
(0,1-0,15) толщины материала.
В нижней части щтамп содержит матрицу 13 и направляющие линейки 14 и 15 с полкой 16, прикрепленные к нижней плите 17. В матрице 13 выполнены отверстия под разрезной пуансон 1, под пробивные пуансоны 3 и овальные отверстия под ловители 8. В линейках 14 и 15 помещены шаговые упоры 18, поджатые пружинами 19, заключенными в обоймы 20. На концах упоров, обращенных к оси штампа, предусмотрены скосы, контактируюшие со скосами на выступах 10 пуансона 1.
Штамп работает следующим образом. Заготовку 21 помещают между линейками 14 и 15 и доводят до упоров 18, которые находятся в выдвинутом положении. При рабочем ходе пресса пуансон 1 отделяет от конца заготовки небольшой участок и обрезает заготовку щириной Во по краям на размер детали, а пуансоны 3 образуют в ней отверстия. Затем заготовку подают влево до упоров 18 и при следующем рабочем ходе пресса пуансон 1 отделяет от заготовки первую деталь. При этом ловители 8 входят в отверстия, образованные на предыдущем шаге пуансонами 3 и под действием пружин 9 обеспечивают контакт заготовки 21 с упорами 18. В момент опускания пуансона 1 скосы на его выступах 10 боковых участков 2 отжимают в стороны упоры 18 и тем самым
перекрывают отделенные на предшествующем шаге части припуска по краям заготовки. Этим предотвращается возможность появления на краях детали заусенцев. Поскольку ловители 8 смещены от шага подачи на 0,1-0,15 от толщины заготовки, они входят в отверстия, образованные пуансонами 3 на предыдущем шаге, с некоторым натягом и обеспечивают контакт заготовки с упорами 18 и,следовательно, точное взаимное расположение пробитых в детали отверстий по отношению к ее контуру. При подаче заготовки 21 на следующий шаг готовая деталь 22 удаляется из штампа. Внедрение изобретения позволит повысить точность изготавливаемых деталей.
20-.154
/1-/1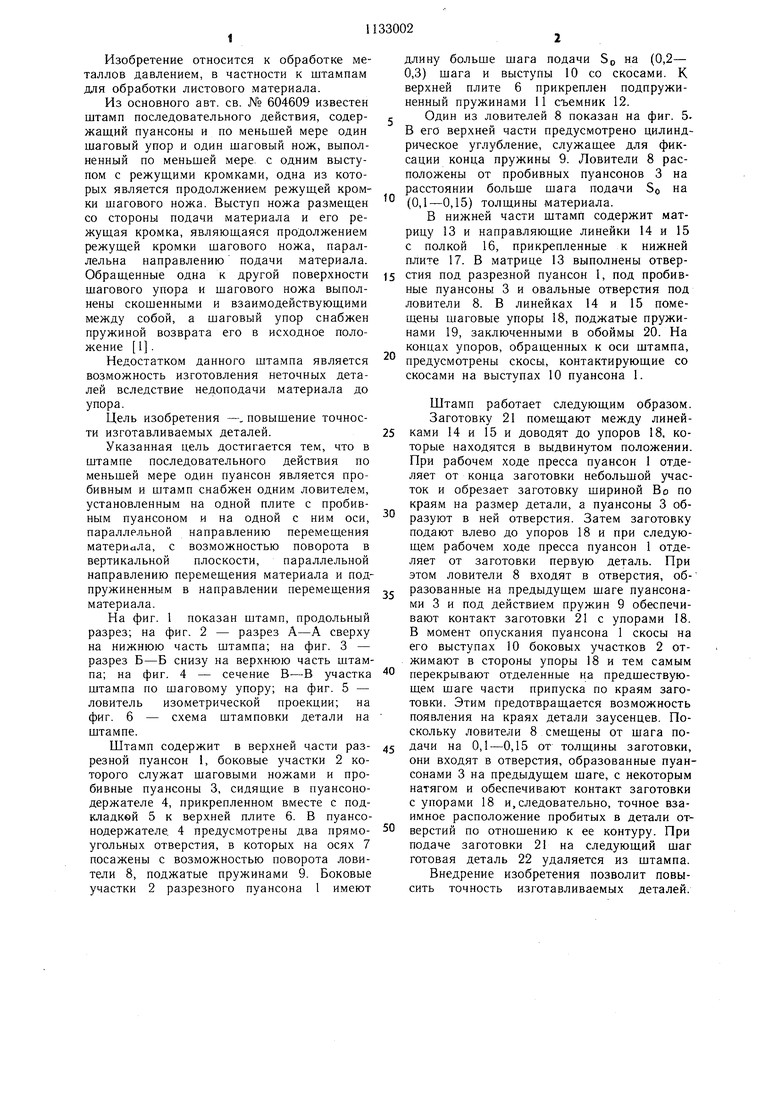
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп последовательного действия | 1978 |
|
SU749508A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU858985A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |
| Штамп последовательного действия | 1976 |
|
SU604609A2 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
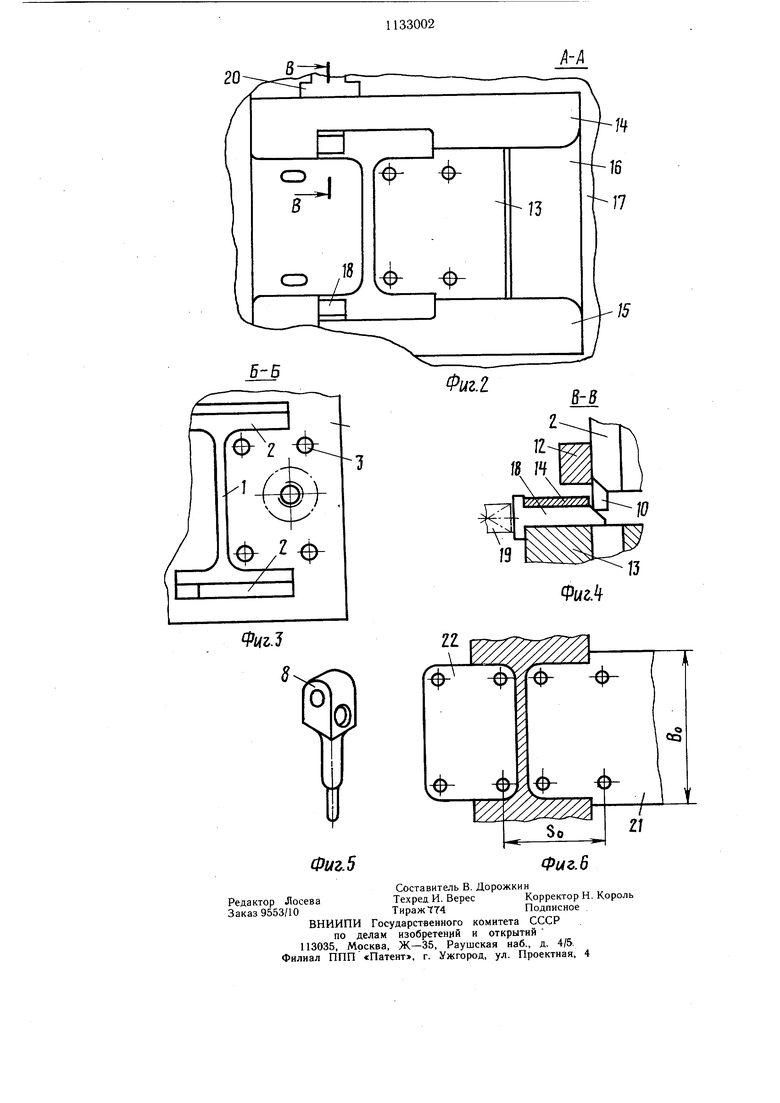
ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ по авт. св. № 604609, отличающийся тем, что, с целью повышения точности изготавливаемых деталей по меньшей мере один пуансон является пробивным и штамп снабжен по меньшей мере одним ловителем, установленным на одной плите с пробивным пуансоном и на одной с ним оси, параллельной направлению перемещения материала, с возможностью поворота в вертикальной плоскости, параллельной направлению перемещения материала и подпружиненным в направлении перемещения материала. S сл 00 со to
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп последовательного действия | 1976 |
|
SU604609A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
