(54) СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ
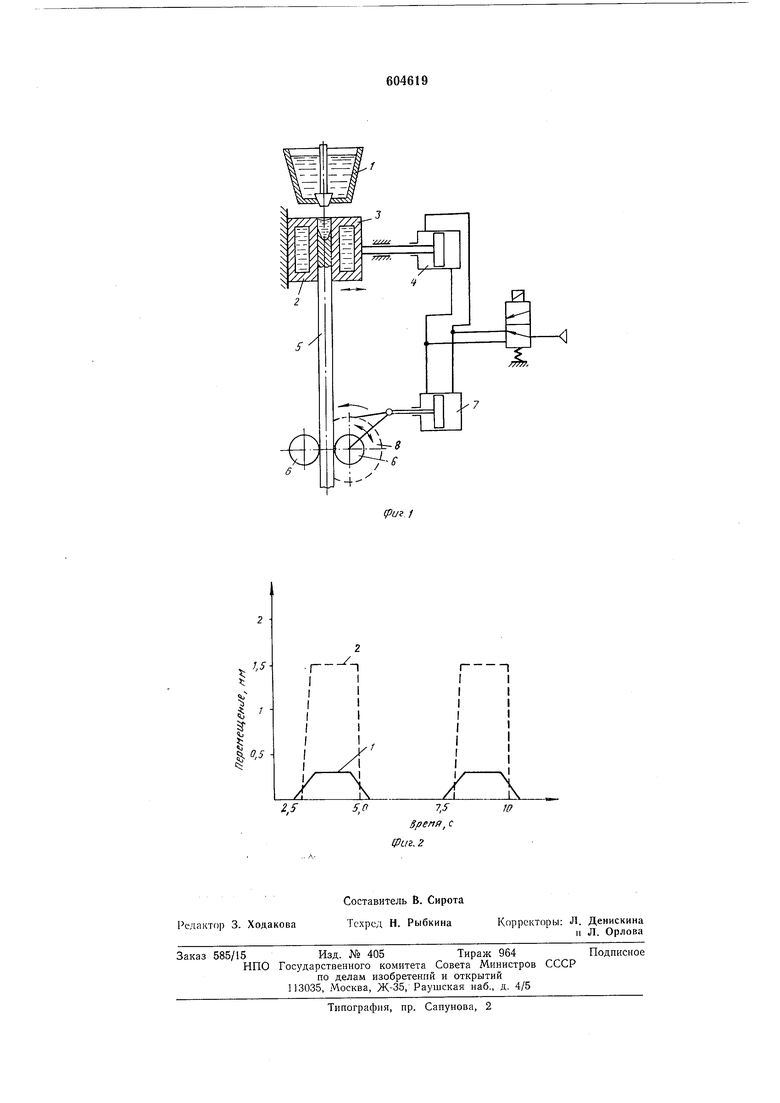
приемника 1, заливают в разъемный по всей длине кристаллизатор 2, одну из стенок 3 которого периодически отодвигают Приводом 4 и тем самым освобождают слиток 5 по меньшей мере с одной стороны вдоль всей его поверхности, т. е. периодически создают зазор между слитком 5 и стенками 3 кристаллизатора 2. В промежутках времени, в течение которых сохраняют этот зазор, слиток вытягивают валиками 6, поворачивая их с помощью силового цилиндра 7 через храповой механизм 8; после прекращения вытягивания слитка его обжимают стенками кристаллизатора.
Перемещение слитка начинается в тот момент, когда зазор между слитком и подвижной стенкой кристаллизатора достигает уровня, необходимого для беспрепятственного вытягивания слитка.
После окончания очередной операции вытягивания зазор снижается до нулевого. В момент остановки слитка при необходимости может быть проведено его обжатие в зоне кристаллизации стенками кристаллизатора. После этого начинается следующий .цикл вытягивания.
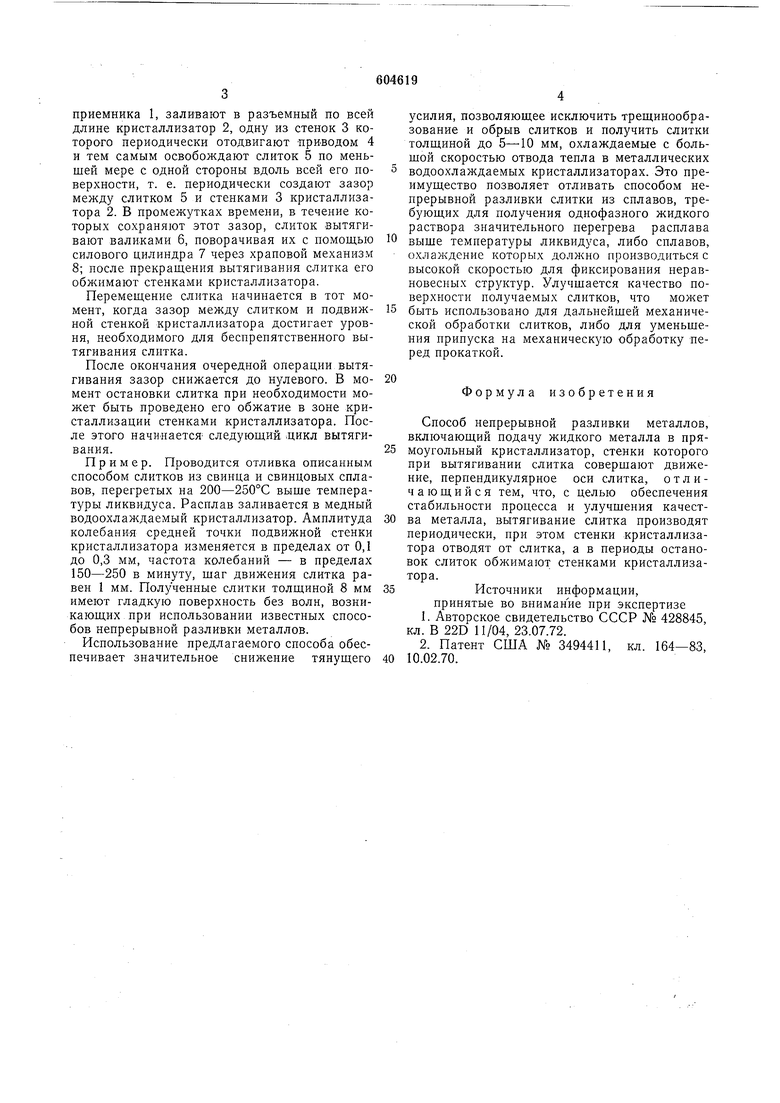
Пример. Проводится отливка описанным способом слитков из свинца и свинцовых сплавов, перегретых на 200-250°С выше температуры ликвидуса. Расплав заливается в медный водоохлаждаемый кристаллизатор. Амплитуда колебания средней точки подвижной стенки кристаллизатора изменяется в пределах от 0,1 до 0,3 мм, частота колебаний - в пределах 150-250 в минуту, шаг движения слитка равен 1 мм. Полученные слитки толщиной 8 мм имеют гладкую поверхность без волн, возникающих при использовании известных способов непрерывной разливки металлов.
Использование предлагаемого способа обеспечивает значительное снижение тянущего
усилия, позволяющее исключить трещинообразование и обрыв слитков и получить слитки толщиной до 5--10 мм, охлаждаемые с большой скоростью отвода тепла в металлических
водоохлаждаемых кристаллизаторах. Это преимущество позволяет отливать способом непрерывной разливки слитки из сплавов, требующих для получения однофазного жидкого раствора значительного перегрева расплава
выще температуры ликвидуса, либо сплавов, охлаждение которых должно производиться с высокой скоростью для фиксирования неравновесных структур. Улучшается качество поверхности получаемых слитков, что может
быть использовано для дальнейшей механической обработки слитков, либо для уменьшения припуска на механическую обработку перед прокаткой.
Формула изобретения
Способ непрерывной разливки металлов, включающий подачу жидкого металла в прямоугольный кристаллизатор, стенки которого при вытягивании слитка совершают движение, перпендикулярное оси слитка, отличающийся тем, что, с целью обеспечения стабильности процесса и улучщения качества металла, вытягивание слитка производят периодически, при этом стенки кристаллизатора отводят от слитка, а в периоды остановок слиток обжимают стенками кристаллизатора.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 428845, кл. В 22D 11/04, 23.07.72.
2.Патент США № 3494411, кл. 164-83 10.02.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038896C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2143959C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1135534A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |