1
Изобретение относится к области технологии машиностроения - к обработке резанием круглыми ротационными резцами на станках токарного типа.
Предлагаемый способ может быть использован для контроля износа резца в процессе механической обработки деталей вращения.
Известен способ контроля износа резцов, когда в качестве допускаемого износа подразумевается такой, при котором общий срок службы инструмента получается наибольшим и определяется как произведение количества переточек, допускаемых режущей пластинкой при данном износе, на время работы (стойкость), за которое этот износ образовался.
Известен также способ измерения износа призматических резцов с помощью оптических приборов (с увеличением в 20 и более раз), а также применением индикатора, при котором о степени износа судят по изнашиванию задней поверхности и по глубине лунки на передней поверхности, при этом наиболее близким по технической сущности к предлагаемому является техническое решение, когда в качестве критерия допускаемого износа принимают увеличение сил резания на 30- 40% от сил резания при работе заточенным резцом.
Недостатком известного способа является сложность процесса измерения и невысокая
точность ввиду постоянного колебания припуска на механическую обработку.
Целью изобретения является повышение точности и упрощение процесса измерения износа.
Поставленная цель достигается тем, что в процессе обработки измеряют скорость вращения резца, полученный сигнал сравнива-. ют с заданным и по сигналу рассогласования
определяют величину износа.
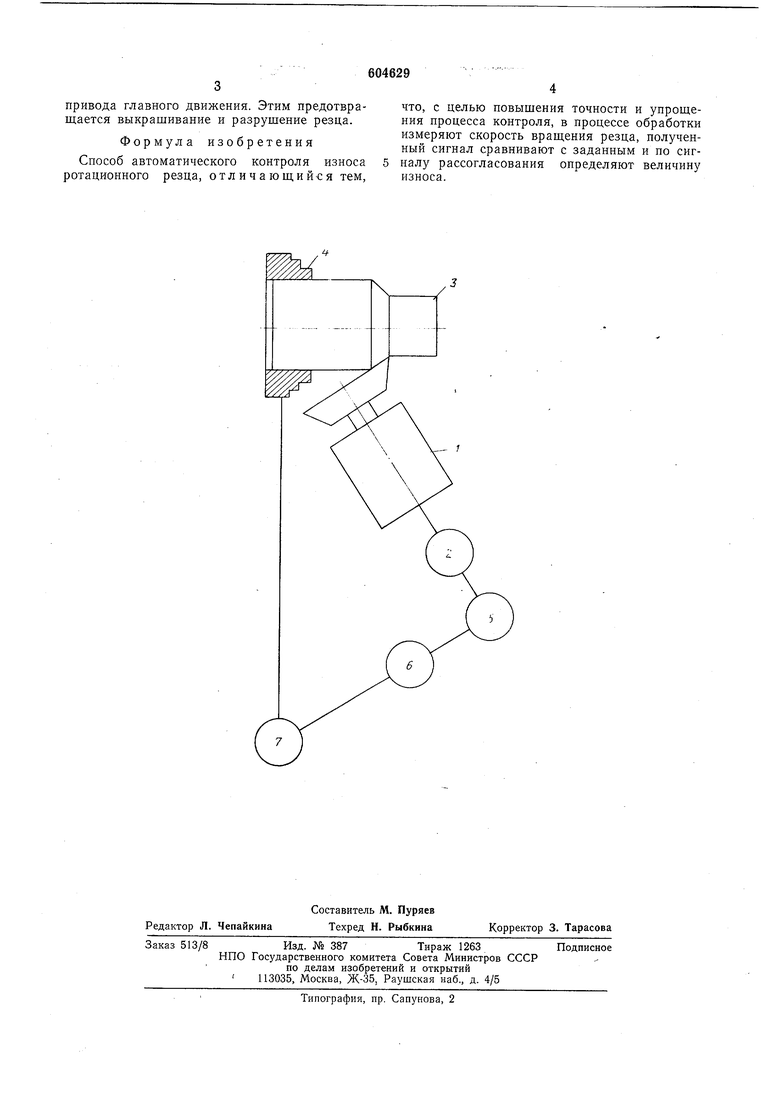
На чертеже показана схема реализации предлагаемого способа.
Вращающийся резец 1 соосно соединен с тахогенератором 2, число оборотов которого
соответствует числу оборотов резца 1. В процессе обработки детали 3, зажатой в патрон 4, резец изнашивается, что приводит к уменьшению его диаметра и увеличению числа его оборотов. Число оборотов резца 1, измеряемое тахогенератором 2, показывает измерительный прибор 5. Далее сигнал поступает на усилитель 6, который в случае отклонения величины сигнала за заданные пределы отключает привод главного движения станка 7.
Это предохраняет резец от недопустимого износа.
В случае заклинивания резца 1 из-за его перегрева скорость его вращения уменьшается, при этом изменяется уровень сигнала от
тахогенератора 2 и происходит выключение
привода главного движения. Этим предотвращается выкрашивание и разрушение резца.
Формула изобретения
Способ автоматического контроля износа ротационного резца, отличаюш.ийСя тем,
что, с целью повышения точности и упрощения процесса контроля, в процессе обработки измеряют скорость вращения резца, полученный сигнал сравнивают с заданным и по сигналу рассогласования определяют величину износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ ТОКАРНОГО СТАНКА ДЛЯ ТОЧЕНИЯ ДЕТАЛИ | 2018 |
|
RU2707308C1 |
| Способ диагностики состояния режущего инструмента на станках с жесткой системой программирования | 1980 |
|
SU931308A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| Способ настройки токарного станка для точения детали | 2023 |
|
RU2811617C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕМПЕРАТУРЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ | 2006 |
|
RU2311265C1 |
| Способ измерения тангенциальной составляющей силы резания при многоразовом точении | 1982 |
|
SU1143514A1 |
| АВТОМАТИЧЕСКИЙ ТЕКУЩИЙ КОНТРОЛЬ СОСТОЯНИЯ ИНСТРУМЕНТА | 1997 |
|
RU2180967C2 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Способ настройки металлорежущихСТАНКОВ | 1979 |
|
SU831383A1 |
