(54) СОПЛО ЛИТЬЕВОЙ МАШИНЫ ДЛЯ ПЛАСТМАСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1976 |
|
SU604703A1 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| Запорное устройство литьевой машины | 1988 |
|
SU1599223A1 |
| Устройство для безлитникового литья под давлением изделий из полимерных материалов | 1980 |
|
SU1142299A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Литьевая машина | 1989 |
|
SU1669740A1 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| Установка для литья изделий из пластмасс | 1976 |
|
SU562435A1 |
1
Изобретение о-тносится к отрасли переработки пластмасс и может быть использовано для изготовления изделий из термопластов методом литья под давлением.
Известно сопло литьевой машины для пластмасс, содержащее корпус с каналами для прохода расплава к форме и запорный клапан 1.
Запорный клапан расположен в центре корпуса сопла, а центральный литниковый канал имеет выходы в предкамерную зону. Конструкция такого сопла может обеспечить только торцовой впрыск расплава в форму и не применима при боковом безлитниковом впрыске, что ограничивает ассортимент изготавливаемых изделий.
Ближайшим по технической сушности и достигаемому результату является сопло литьевой машины для пластмасс содержащее корпус с каналами для прохода расплава, расположенными наклонно к продольной оси сопла, и размещенный в корпусе подпружиненный поршневой элемент 2.
Сопло обеспечивает боковой безлитниковый впрыск расплава в форму, что позволяет расширить ассортимент изготавливаемых изделий. При контакте сопла с формои совмещаются каналы, которые выполнены в поршневом элементе, с каналами в корпусе сопла для прохода расплава.
При отходе сопла от формы после впрыска поршневой элемент перемещается относительно корпуса сопла под действием пружины или под действием отвердевающей массы и выступов на нем. При этом каналы поршневого элемента перекрываются корпусом сопла, а каналы в корпусе сопла с находящимся в них расплавом остаются открытыми и из них вытекают легкотекучие материалы. Вытекание из каналов небольшого количества расплава приводит к накоплению материала на наружной поверхности сопла ,5 и плоскости разъема формы, что препятствует полному смыканию формы и вызывает затекание материала по периметру изделия.
Таким образом, известная конструкция сопла не надежна в работе, особенно при 20 впрыске легкотекучих материалов, что ограничивает круг перерабатываемых материалов.
Цель изобретения - повышение надежности сопла.
Это достигается тем, что сопло литьевой машины для пластмасс, содержащее корпус с каналами для прохода расплава, расположенными наклонно к продольной оси сопла, и размещенный в корпусе подпружиненный порщневой элемент, оно снабжено размещенными в каналах для прохода расплава клапанами, выполненными в виде игл, щарнирно соединенных с поршневым элементом с возможностью их поворота в плоскости, проходящей через продольную ось сопла и оси каналов для прохода расплава, выполненных сужающимися к наружной поверхности корпуса сопла.
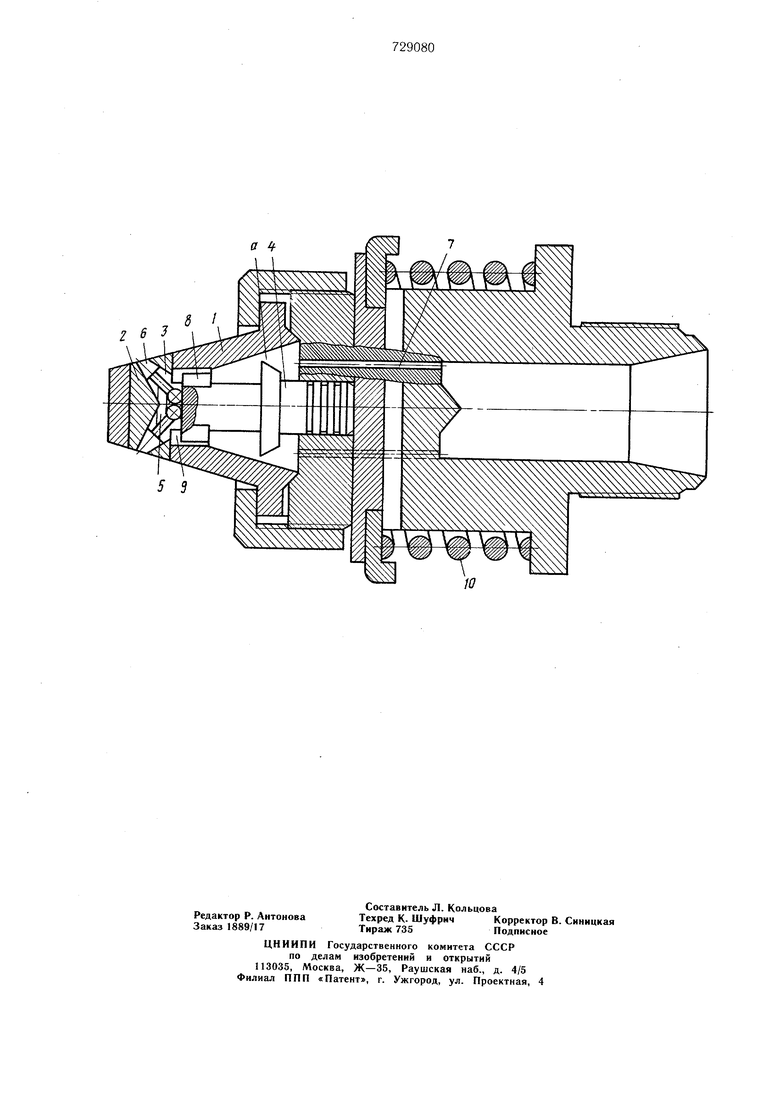
Изобретение поясняется чертежом, где изображено сопло, продольный разрез.
Сопло содержит корпус 1, во вставке 2 которого, жестко соединенном с корпусом 1, выполнены наклонно к продольной оси сопла каналы 3 для прохода расплава, сужающиеся к наружной поверхности корпуса 1 сопла. В корпусе 1 размещен поршневой элемент 4, торцовая часть которого выполнена с Т-образным сквозным пазом 5 с установленными в нем сферическими головками клапанов 6, выполненных в виде размещенных в каналах 3 для прохода расплава игл, шарнирно соединенных с порщневым элементом 4 с возможностью их поворота в плоскости, проходящей через продольную ось сопла и оси каналов 3 для прохода расплава.
Порщневой элемент 4 выполнен с каналами 7 для подачи расплава, с выступом 8, взаимодействующим со стенками паза 9 корпуса для фиксации поршневого элемента от проворота и подпружинен посредством пружины 10.
Сопло работает следующим образо.м.
В момент впрыска сопло поджато к форме (на чертеже не показано). Расплав, проходя по, каналам 7, заполняет полость «а корпуса 1 сопла и, сжимая пружину 10, перемещает поршневой элемент 4 в крайнее правое положение, при этом клапана 6 за счет шарнирного соединения с поршневым элементом 4 выходят из каналов 3, занимая
горизонтальное положение, и открывают доступ расплава в форму.
По окончании заполнения формы при снижении давления, пружина 10 возвращается в исходное положение и перемещает порщневой элемент.
Сферические головки клапанов 6 поворачиваются в Т-образном пазу 5 порщневого элемента 4, и направляют клапаны 6 в наклонные каналы 3, надежно запирая выходы каналов 3 сопла.
Данная конструкция сопла обеспечивает надежное запирание выходов каналов для прохода расплава, расположенных на боковой поверхности сопла, что предотвратит вытекание расплава. Конструкция сопла даст возможность осуществить боковой безлитниковый впрыск расплава в форму в случае литья изделий, в которых не допускается торцовой литниковый впуск, а также плоских и некоторых крупногабаритных изделий, что расширит ассортимент отливаемых изделий.
Формула изобретения
Сопло литьевой машины для пластмасс, содержащее корпус с каналами для прохода расплава, расположенными наклонно к продольной оси сопла, и размещенный в корпусе подпружиненный поршневой элемент, отличаюш ееся тем, что с целью повышения надежности сопла, оно снабжено размещенны.ми в каналах для прохода расплава клапанами, выполненными в виде игл,щарнирно соединенных с поршневым элементом с возможностью их поворота в плоскости, проходящей через продольную ось сопла и оси каналов для прохода расплава, выполненных сужающимися к наружной поверхности корпуса сопла.
Источники информации, принятые во внимание при экспертизе
кл. В 29 F 1/03, В 5 А, опублик. 08.09.77.
№ 489651, кл. В.29 F 1/06, 18.06.73 (прототип)
