но траверс 2 в вертикальной плоекости. На каждый из верхних электродов 3 подают фаау от источника 11 электроэнергии.
В к.ачест.ве нижних электродов иепользуют металлические перфорированные райки 12, которые плотно прижаты вееом уложенных на них изделий 13 к консольным полкам 14 электропроводного каркаса 15 транспортирующего приспособления 16, выполненного в виде тележки. Отношение электроконтактирующих площадей электродов 3 и рамок 12 должно быть равно 0,4-0,6, оно должно быть выдержано при определении площади и выборе конструкции нижнего электрода, так как с одной CTQpOHbi, «ужно обеспечить необходимый электрический контакт с нагреваемым изделием 13, а с другой-создать благоприятные условия (принять конфигурацию отверстий в электроде) для обдува материала в процессе последующей сушки.
Соединение каркаса 15 приспособления 16 с нулевой фазой источника 11 электроэнергии обеспечивается парой плоских подпружиненных токосъемников 17, контактирующих с «нулевой пластиной 18 транспортирующего приспособления 16. Основные конструктивные элементы устройства для термообр-а боткИ керамических изделий помещены в теплоизолированную камеру 19 подогрева, что создает соот1ветствие температур среды внутри камеры 19 и электронагреваемых изделий 13, так как камера 19 в свою очередь соединена с камерой 20 сушки, в которую противотоком с уложенными на приспособление 16 керамическими изделиями 13 подают тенлоноситель. Подводится и отводится тенлоноситель соответственно кан-алами 21 и 22. Таким образом, в теплоизолированной камере 19 подогрева поддерживают температуру, относительную влажность теплоносителя, соответствующие как параметрам его в начале зоны усадки изделий 13, так и режиму электронагрева, т. е. достигаемой в результате последнего температуре обрабатываемого изделия 13.
Устройство для термообработки керамических изделий может быть использовано в комплексе как с одной, так и с несколькими сушильными камерами 20 и в соответствии с этим может выполняться стационарным или передвижным.
Работает устройство следующим образом.
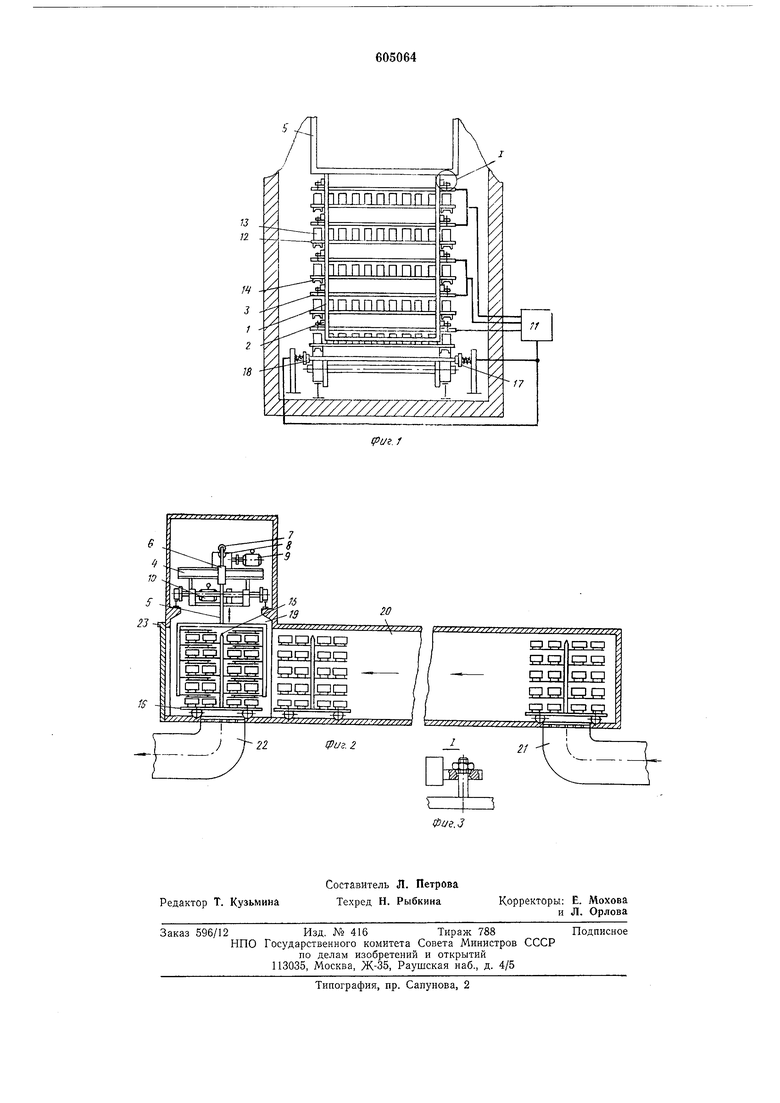
Керамические изделия 13, например кирпичсырец, сформованные и уложенные рядами на нижние электроды транспортирующего приспособления 16, загружают в камеру ,19 подогрева через подъемную дверь 23. Благодаря точному ходу толкателя механического загрузчика, осуществляющего доставку транспортирующего приспособления 16 с влажным кирпичом от формовочного пресса в камеру 19 подогрева, приспособление 16 устанавливается :в последней таким образом, чтобы в промежутки между консольными полками 14 приспособления 16 свободно входили траверсы 2 с верхними электродами 3, а «нулевая пластина 18 приспособления 16 входила в контакт с токосъемником 17 нулевой фазы источника 11 электроэнергии. После точной установки верхних электродов 3 над уложенными на нижние электроды изделиями 13 .включают червячный привод 9, обеспечивающий прижатие верхних электродов 3 к обрабатываемым
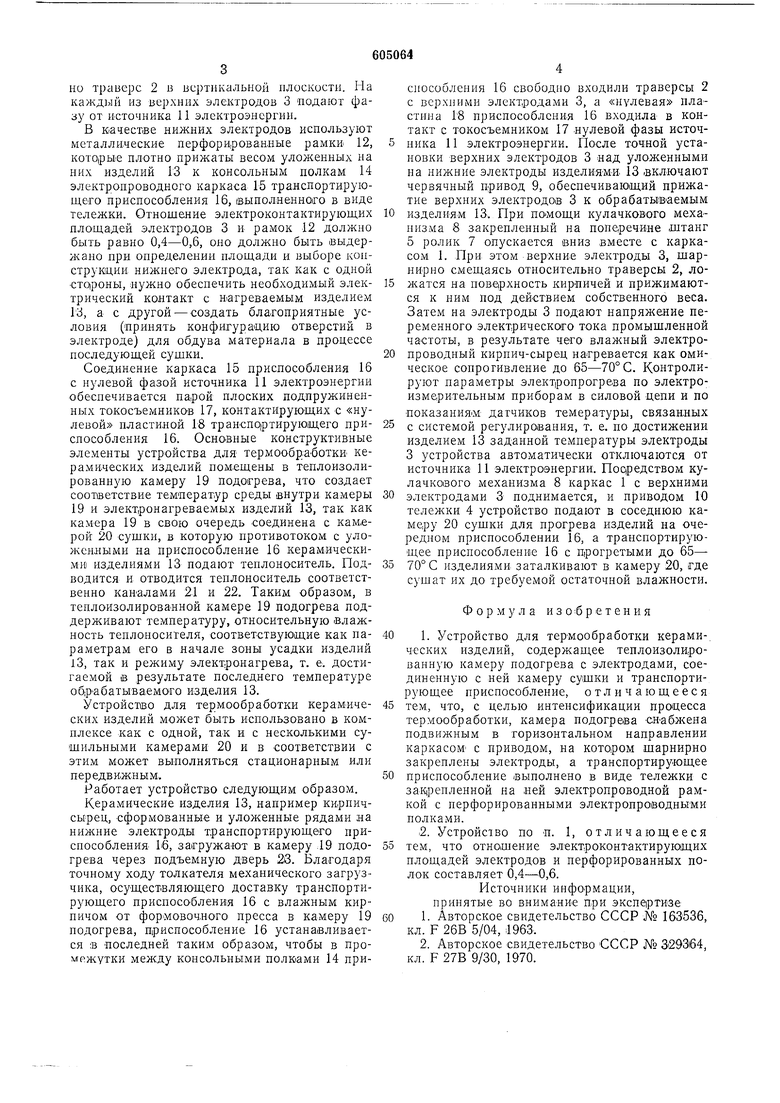
изделиям 13. При помощи кулачкового механизма 8 закрепленный на попе,речине штанг 5 ролик 7 опускается вниз вместе с каркасом 1. При этом верхние электроды 3, шарнирно смещаясь относительно траверсы 2, ложатся на пов:е1рхность кирпичей и прижимаются к ним под действием собственного веса. Затем на электроды 3 подают напряжение переменного электрического тока промышленной частоты, в результате чего влажный электропроводный кирпич-сырец нагревается как омическое сопрогивление до 65-70° С. Контролируют параметры электропрогрева по электроизмерительным приборам в силовой цепи и по показаниям датчиков темературы, связанных
с системой регулирования, т. е. по достижении изделием 13 заданной температуры электроды 3 устройства автоматически отключаются от источника 11 электроэнергии. Посредством кулачкового механизма 8 каркас 1 с верхними
электродами 3 поднимается, и приводом 10 тележки 4 устройство подают в соседнюю камеру 20 сущки для прогрева изделий на очередном приспособлении 16, а транспортирующее приспособление 16 с прогретыми до 65-
70° С изделиями заталкивают в камеру 20, где сушат их до требуемой остаточной влажности.
Формула и 3 о б р е т е н и я
1. Устройство для термообработки керами- ческих изделий, содержащее теплоизолированную камеру подогрева с электродами, соединенную с ней камеру сушки и транспортирующее приспособление, отличающееся
тем, что, с целью интенсификации процесса термообработки, камера подогрева снабжена подвижным в горизонтальном направлении каркасом с приводом, на котором шарнирно закреплены электроды, а транспортирующее
приспособление выполнено в виде тележки с заК|репленной на ней электропроводной рамкой с перфорированными электропроводными полками. i2. Устройство по п. 1, отличающееся
тем, что отношение электроконтактируюоцих площадей электродов и перфорированных полок составляет 0,4-0,6.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 163636, кл. F 26В 5/04, 1963.
2. Авторское свидетельство СССР № 329364, кл. F 27В 9/30, 1970.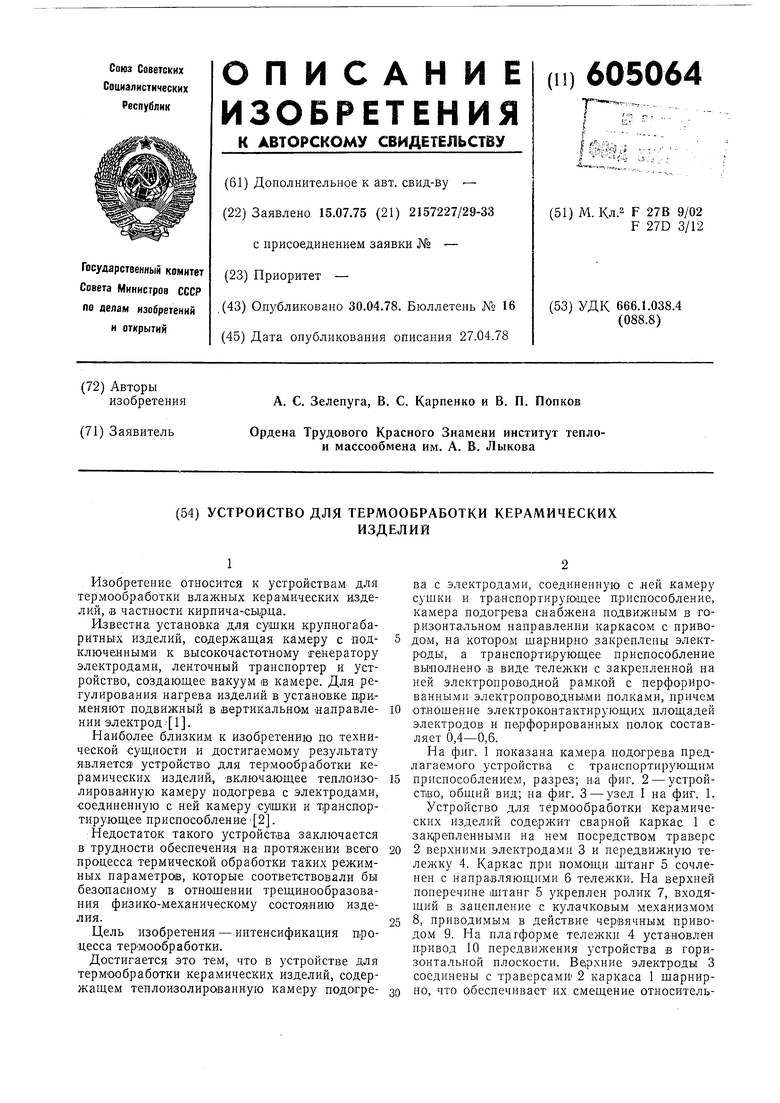
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376133C1 |
| ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2347167C2 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ОПУСКАНИЯ ГРУЗА | 1991 |
|
RU2053180C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Способ термической обработки изделий и устройство для его осуществления | 1987 |
|
SU1448185A1 |
| Карусельно-конвейерная установка для изготовления объемных элементов | 1977 |
|
SU716824A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2049973C1 |