1
Изобретение относится к приборостроению.
Известно устройство для обработки рабочей поверхности магнитных головок, выполненное на базе круглошлифовального станка 1.
Это устройство узкофункционально, так как на нем возможна обработка головок только в возвратно-колебательном режиме и только с помощью абразивных кругов, что не всегда приемлемо.
Прототипом изобретения является устройство для обработки рабочей поверхности магнитных головок, содержащее станок с гидросистемой, закрепленный на нем кронщтейн, перемещающийся по площадке кронщтейна ползун, на котором установлен вращающийся натяжной ролик, ведущий шкив, охваченный вместе с натяжным роликом абразивной лентой 2.
Однако это устройство не обеспечивает высокой стабильности процесса обработки рабочей поверхности магнитных головок, конструктивно сложно и малонадежно в эксплуатации.
Целью изобретения является повышение стабильности процесса обработки рабочей поверхности магнитных головок, эксплуатационной надежности устройства и упрощение его конструкции.
Для этого устройство снабжено гидроцилиндром с перемещающимся штоком, взаимодействующим с ползуном, маслопроводами, соединенными с гидросистемой станка и с указанным цилиндром, а также измерительным и регулирующим гидроэлементом, установленным на одном из маслопроводов.
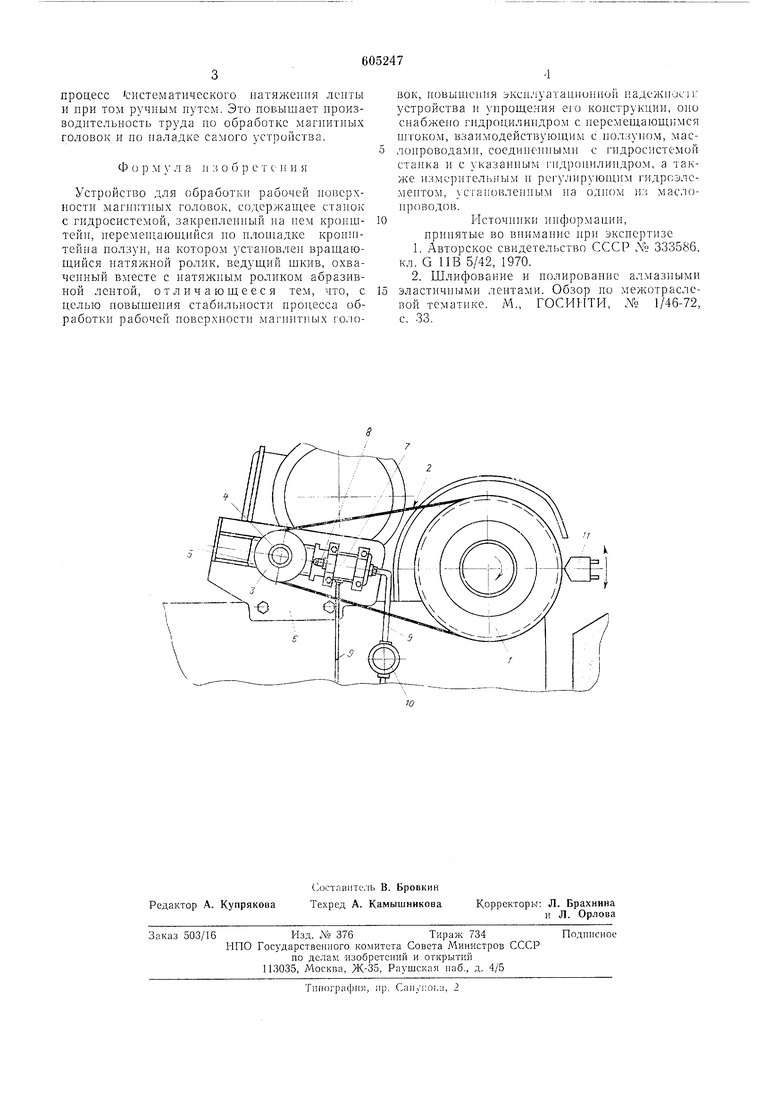
На чертеже приведена принципиальная схема описываемого устройства.
На ведущий щкив 1 надета абразивная лента 2, охватывающая натяжной ролик 3, вращающийся на оси 4, жестко скрепленной с ползуном 5. Ползун установлен на кронштейне 6 вместе с гидроцилиндром 7, имеющим подвижной щток 8. К гидроцилиидру подведены маслопроводы 9, на одном из которых установлен измерительный и регулирующий гидроэлемент 10. Обрабатываемая магнитная головка 11 расположена так, как показано на чертеже.
В процессе обработки головки величину давления в гидроцилиндре (ГЦ) регулируют и измеряют гидроэлементом 10. При установлении
необходимого давления начинает перемещаться шток гидроцилиндра 7, воздействуя на ползун 5, при помощи которого создается требуемое натяжение абразивной ленты. Обработку головки ведут ие на мягком (провисающем)
участке ленты, а в месте контакта ленты со шкивом, что повышает точность обработки и снижает износ ленты.
Независимо от степени растяжения лента всегда будет находиться в натянутом состояНИИ, в результате исключается трудоемкий
процесс систематического натяжения ленты и нри том ручным путем. Это повышает производительность труда по обработке магнитных головок и по наладке самого устройства.
Формула изобретения
Устройство для обработки рабочей поверхности магнитных головок, содержащее станок с гидросистемой, закрепленный на нем кронштейн, перемещающийся по площадке кронщтейна ползун, на котором установлен вращающийся натяжной ролик, ведущий щкив, охваченный вместе с натяжным роликом абразивной лентой, отличающееся тем, что, с целью повышения стабильности процесса обработки рабочей поверхности магнитных головок, новыщения эксплуатационной нaдeжнocт : устройства и упрощения его конструкции, оно снабжено гидроцилиндром с перемещающимся щтоком, взаимодействующим с ползуном, маслопроводами, соединенными с гидросистемой станка и с указанным гидроцилиндром, а также измерительным и регулирующим гидроэлементом, установленным на одном из маслопроводов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 333586, кл. G 11В 5/42, 1970.
2.Шлифование и полирование алмазными эластичными лентами. Обзор по мелсотраслевой тематике. М., ГОСИНТИ, № 1/46-72, с. 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СРЕЗАНИЯ СУЧЬЕВ СО СТВОЛОВ ПОВАЛЕННЫХ ДЕРЕВЬЕВ | 1972 |
|
SU433026A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
