Изобротение относится к цветной металлургии и может быть использовано при непрерывной разливке алюминия и его сплавах в роторный кристаллизатор при производстве катанки.
Сущность процесса литья заключается в том, что жидкий металл из металлоприемника непрерывно вводится дозатором в форму образуемую желобом на ободе литейного колеса и прижатую к нему рабочей лентой. За время совместного движения колеса и ленты под Воздействием охлаждающей их воды металл кристаллизуется в катанку.
Основным из узлов агрегата непрерывной разливки катанки является кристаллизатор, содержащий разливочное колесо с рабочей лентой, выполняющей роль поддерживающего устройства 1 . Колесо выполняется с желобом по ободу. На поверхности желоба имеются сверления, по которым подают охлажда ющую воду. Рабочая лента изготавливается из низкоуглеродистой стали толщиной от 2 до 2,7 мм, ленты завариваются под углом 45 при помощи специального кондуктора. Усилие натяжения ленты составляет
около 1 т и создается специальным пружинным устройством. Стойкость колеса до появления поперечных трещин составляет от 2545 ч. Продолжительность рабочего;срокаслужбы .фисталлизатора, обуславливаемую, в первую очередь,, стойкостью ленты (срок службы которой составляет 1О-12 ч стараются повысить путем снижения содержания углерода в ней, что, в свою очередь, привоздт к ее удорожанию.
Для предотвращения прогиба ленты и обеспечения ее равномерного нагрева и равномерной то;ш1ины формируемой заготовки ленту И31х тавливают из магнитного -материала, а по ее наружной поверхности устанавливают электромагниты 2 .
Целью изобретения является повыщение срока: службы кристаллизатора с одновременной экономией материалов, а также лучшение чистоты поверхности получаемого продукта.
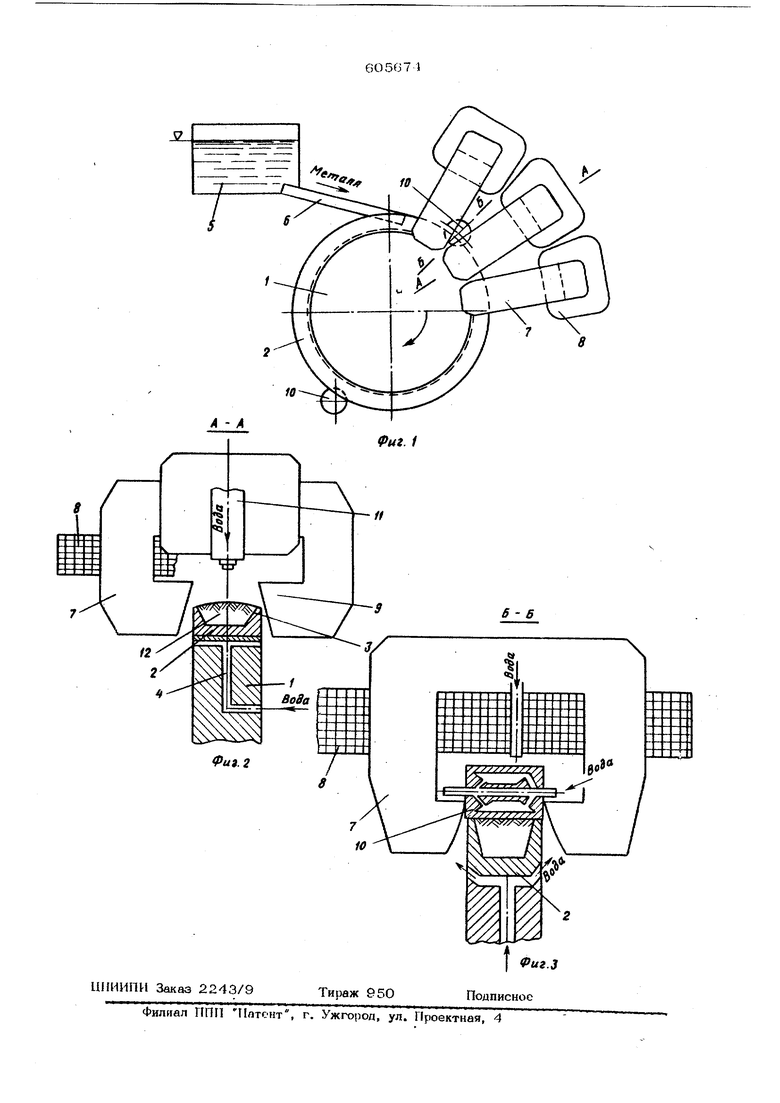
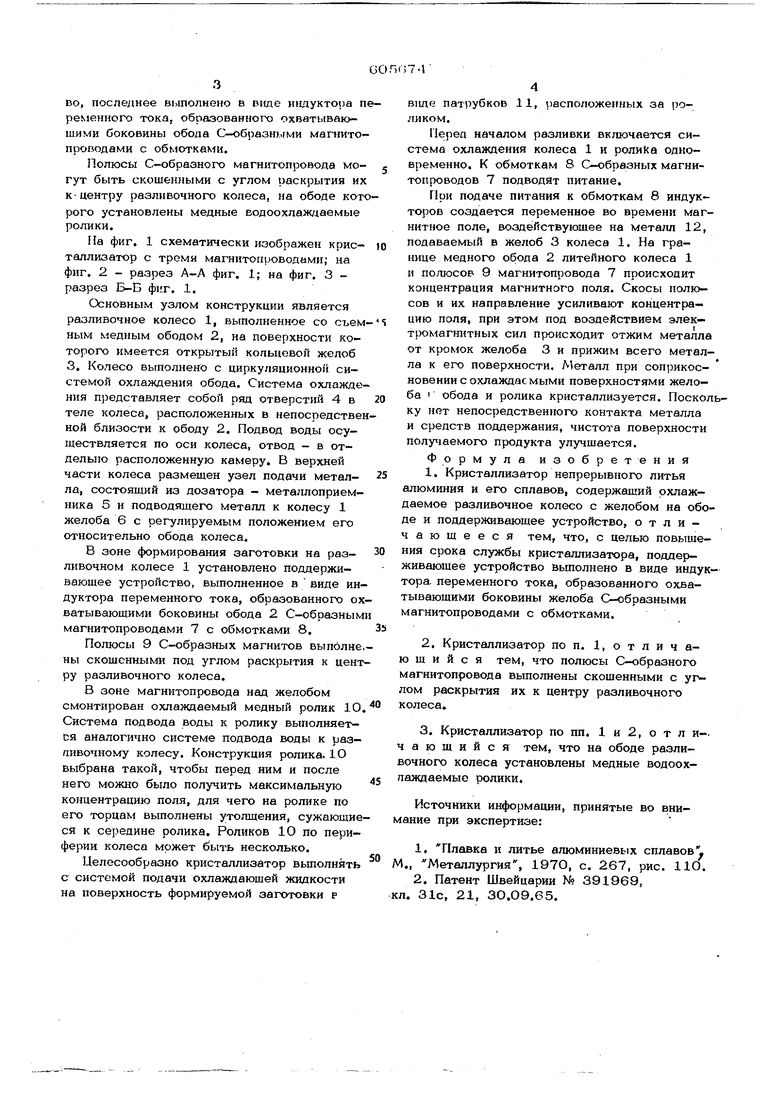
Поставленная цель достигается тем, что в предлагаемом кристаллизаторе, содержащем охлаждаемое разливочное колесо с желобом на ободе и поддерживающее устройств во, последнее выполнено в В1ще индуктора п ременного тока, образованнотх) охватываюшими боковины обода С-образными магнитопроводами с обмотками. Полюсы С-образного магнитопровода могут быть скошенными с углом раскрытия их к-центру разливочного колеса, на ободе кот рого установлены медные водоохлаждаемые ролики. На фиг. 1 схематически изображен кристаллизатор с тремя магнитоцроводами; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 разрез Б-Б фиг. 1. Основным узлом конструкции является разливочное колесо 1, выполненное со съем ным медным ободом 2, на поверхности которого имеется открытый кольцевой желоб 3. Колесо выполнено с циркуляционной системой охлаждения обода. Система охлажде ния представляет собой ряд отверстий 4 в теле колеса, расположенных в непосредстве ной близости к ободу 2. Подвод воды осуществляется по оси колеса, отвод - в отдельно расположенную камеру. В верхней части колеса размешен узел подачи металла, состоящий из дозатора - металлоприем- ника 5 и подводящего металл к колесу 1 желоба 6 с регулируемым положением его относительно обода колеса. В зоне формирования заготовки на разливочном колесе 1 установлено поддерживающее устройство, выполненное в виде ин дуктора переменногчэ тока, образованного ох ватывающими боковины обода 2 С-образным магнитопроводами 7 с обмотками 8. Полюсы 9 С-образных магнитов выпблне ны скошенными под углом раскрытия к цент ру разливочного колеса. В зоне магнитопровода над желобом смонтирован охлаждаемый медный ролик 1О Система подвода воды к ролику выполняется аналогично системе подвода воды к раз- пивочному колесу. Конструкция ролика, 1О выбрана такой, чтобы перед ним и после него можно было получить максимальную концентрацию поля, для чего на ролике по его торцак выполнены утолщения, сужающие ся к середине ролика. Роликов 10 по периферии колеса может быть несколько. Целесообразно кристаллизатор выполнять с системой подачи охлаждающей жидкости на поверхность формируемой заготовки е виде патрубков 11, расположенных за роликом. Перед началом разливки включается система охлаждения колеса 1 и ролиКа одновременно. К обмоткам 8 С-образных магнитопроводов 7 подводят питание. При подаче питания к обмоткам 8 индукторов создается переменное во времени магнитное поле, воздействующее на металл 12, подаваемый в желоб 3 колеса 1. На границе медного о(5ода 2 литейного колеса 1 и полюсов 9 магнитопровода 7 происходит концентрация магнитного поля. Скосы полюсов и их направление усиливают концентрацию поля, при этом под воздействием электромагнитных сил происходит отжим металла от кромок желоба 3 и прижим всего металла к его поверхности. А еталл при соприкосновении с охлаждаемыми поверхностями желоба обода и ролика кристаллизуется. Поскольку нот непосредственного контакта металла и средств поддержания, чистота поверхности получаемого продукта улучшается. Формула изобретения 1.Кристаллизатор непрерывного литья алюминия и его сплавов, содержащий охлаждаемое разливочное колесо с желобом на ободе и поддерживающее устройство, отличающееся тем, что, с целью повышения срока службы кристаллизатора, поддерживающее устройство Выполнено в виде индуктора, переменного тока, образованного охватывающими боковины желоба С-образными магнитопроводами с обмотками. 2.Кристаллизатор по п. 1, о т л и ч ащ и и с я тем, что полюсы С-образного агнитопровода выполнены скошенными с угом раскрытия их к центру разливочного олеса, 3.Кристаллизатор по пп. 1 и 2, о т л и-. ающийся тем, что на ободе разлиочного колеса установлены медные водоохаждаемые ролики. Источники информации, принятые во вниание при экспертизе: 1, Плавка и литье алюминиевых сплавов ., Металлургия, 197О, с. 267, рис. НО. 2.Патент Швейцарии № 391969, л. 31с, 21, ЗО.09.65.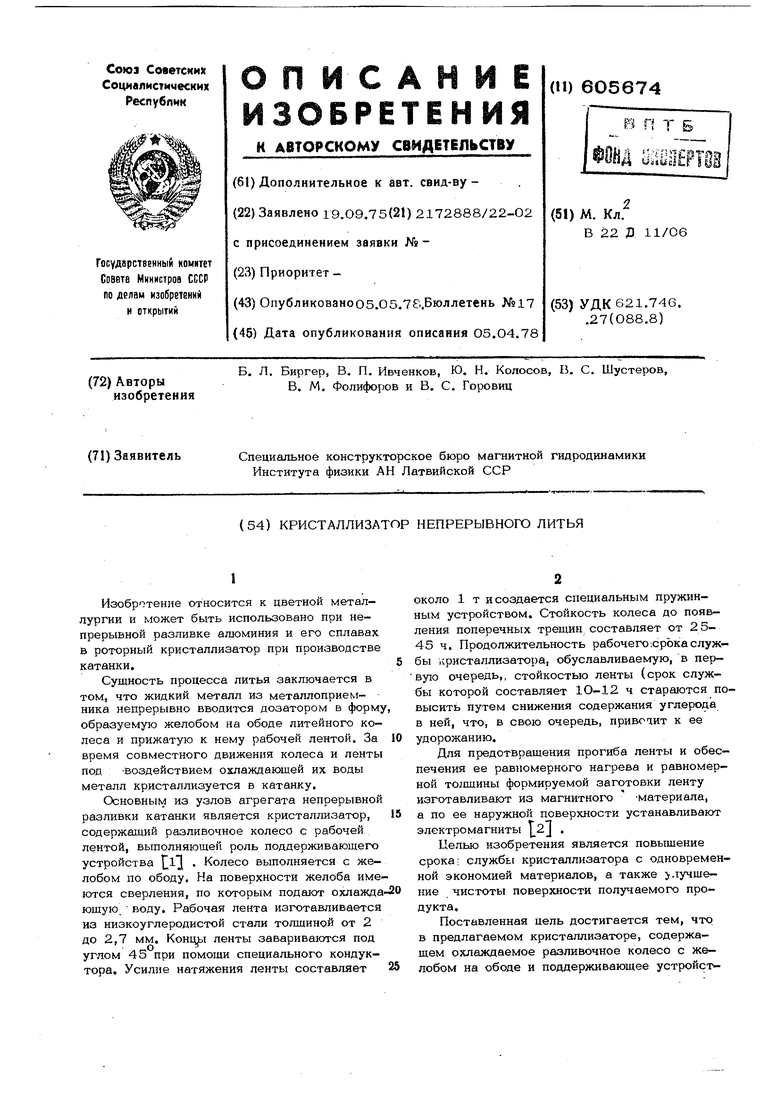
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2212977C2 |
| РЕГУЛИРОВАНИЕ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ПО ВЫСОТЕ КРИСТАЛЛИЗАТОРА УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2381866C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ПОТОКАМИ В КРИСТАЛЛИЗАТОРЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2003 |
|
RU2325245C2 |
| Емкость для расплавленного металла | 1975 |
|
SU558750A1 |
| Машина роторного типа для непрерывного литья цветных металлов и сплавов | 1982 |
|
SU1047581A1 |
| Устройство для дробления струи металла | 1980 |
|
SU958036A1 |
| ОБОРУДОВАНИЕ ДЛЯ ПИТАНИЯ РАСПЛАВЛЕННЫМ МЕТАЛЛОМ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2001 |
|
RU2248859C2 |
| Роторная установка непрерывной разливки стали | 1988 |
|
SU1616769A1 |
| Устройство для электромагнитного перемешивания | 1980 |
|
SU986587A1 |
| ЛИТЬЕ ПОЛОСЫ ИЗ НЕСМЕШИВАЮЩИХСЯ МЕТАЛЛОВ | 2008 |
|
RU2453394C2 |