(54) УСТРОЙСТВО ДЛЯ ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья полых заготовок | 1979 |
|
SU793706A1 |
| Устройство для литья | 1976 |
|
SU655475A1 |
| Устройство для кристаллизации под давлением | 1977 |
|
SU770653A1 |
| ГАЗОСТАТ | 2010 |
|
RU2429105C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
| СПОСОБ ПОЛУЧЕНИЯ NbSn СВЕРХПРОВОДНИКА МЕТОДОМ ВНУТРЕННЕГО ИСТОЧНИКА ОЛОВА | 2013 |
|
RU2547814C1 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| Устройство для литья с кристаллизацией под давлением | 1977 |
|
SU728991A1 |
| Способ изготовления детали вкладыш спайдера | 2019 |
|
RU2788297C2 |
| Форма для центробежного литья раструбных труб | 1981 |
|
SU986584A1 |
1
Изобретение относится к литейному производству и, в частности, к устройствам для получения заготовок методом центробежного литья.
Наиболее близким по технической сущности и целевому назначению к предлагаемому техническому решению является устройство для литья трубных заготовок, включающее привод вращения изложницы с поджимными дискамИ| разъемным вкладышем и листовой вставкой 1 .
Недостатком известного устройства является низкое качество литого металла из-за междендритных пор, формирующихся к концу процесса кристаллизации заготовки, из-за укрупнения структуры от поверхности к центру вследствие снижения скорости охлаждения отливки по мере роста твердой корочки в процессе ее кристаллизации.
Целью изобретения является улучшение качества литого металла,
Поставленная цель достигается тем, что изложница снабжена амортизационным патрубком, через центральное отверстие которого в полость изложницы введен стержень с
фланцем и трубчатым теплоизолированным контейнером с переохлажденным газом, при этом на фланцевой части стержня установлено запорное устройство.
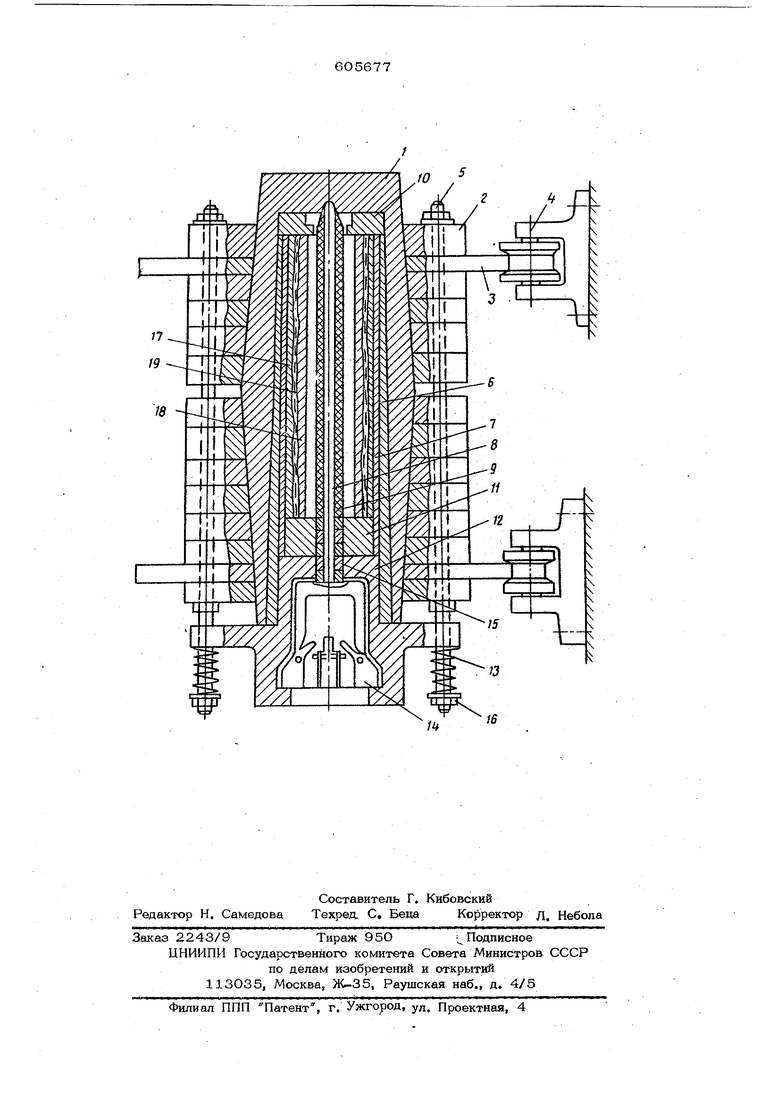
На чертеже представлена конструкция прелагаемого устройства Б разрезе, причем ось вращения условно повернута на 9О ,
Устройство для литья трубных заготовок содержит изложницу 1 с закрытым правым торцом, поджимные диски 2, среди которых два опорных 3, опирающихся на рояико-опоры 4. Подвижные диски 2 поджаты на конусных наружных поверхностях изложницы 1 болтами 5. Внутри изложницы 1 находятся разъемный вкладыш 6, листовая вставка 7 с двухсторонним окисным покрытием, стержень 8 с теплоизолированным трубчатым контейнером 9, заполненным переохлажденным твердым, например, углекислотой, или сниженным, например, гелием, газом. Стержень 8 зафиксирован относительно оси изложницы 1 патрубками 1О и 11, С левого конца стержень 8 имеет фланцевую часть, введенную в амортизационный патрубок 12, который закреплен болтами 5 и поджат пружинами 13, разавижные запорные кулачки запорного ме ханизма 14 размещены в канавке патрубка 12. Внутренняя полость изложницы с возмож ностью регулировки давления в ней гермети зйрована уплотнительными кольцами 15. Амо тизационньй патрубок 12 подпружинен пружинами 13, при этом усилие пружин зафиксировано гайками 16. Привод вращения изложницы 1 условно не показан. Предлагаемое устройство работает следующим образом. Предварительно в изложницу 1 последойатёльно помещают патрубок 1О, вкладьпи 6 с листовой вставкой 7, а., затем патрубок 11 и амортизационный патрубок 12, ставят пружины 13 и осуществляют необходимый Ьрижим гайками 16, лосле чего включают йривод вращения изложницы 1 и заливают мерную порцшо жидкого металла. После заливки металла и вытяжки заливочного Желоба вводится стержень 8 с контейнером 9, предварительно подготовленным отдельно, при этом теплоизоляционная оболочка контейнера, например, выполняется двумя слоями. ;7Первый внутренний слой пол этиленовая пленка, наружный- окисный слой. Теплоизоляция контейнера 9 необходима для того момента, пока стержень 8 не будет полностью введен в изложницу 1 и сработает запорный механизм 14 из раздвижных кулачков, которые зайдут в канавку патрубка 12, К этому времени в залитом металле с наружной стороны уже образуется затвердевший слой 17. После сгорания теплоизоляционного слоя на переохлажденный газ начинает активно воздействовать тепловое излучение от металла, что приводит к его активному испарению, при этом происходят два положитель но влияющих на свойства литого металла процесса: внутренние слои металла активно охлаждаются за счет испарения газа, что приводит к нарастанию слоя 18 затвердевшего металла, используемая в этом случае теплота испарения газа, более; эффективна, чем охлаждакщее действие изложницы; при испарении газ значительно расширяется а объеме, и в полости изложницы возникает большое давление, для поддержания которог служат уплотнительные кольца 15 и аморти зационный патрубок 12, В случае значитель ного скачка- давления амортизационный пат- рубок 12 несколько перемещается за счет сжатия пружин 13, Для предотвращения раздутия изложницы 1 служат поджимные диски 2, которые создают наружную нагрузку, что позволяет соз давать значительно большее давление, чем это возможно при обычном автоклавном процессе и что позволяет устранить усадочные пустоты при затвердевании жидкой сердцевины 19, Наличие интенсивно охлажденного слоя 18 и воздействие избыточного давления существенно улучшает свойства трубной заготовки по сравнению с обычным методом центробежного литья. Это обстоятельство создает преимущества предлагаемого устройства при литье ответственных заготовок, например, сосудов высокого давления. После охлаждения заготовки до заданной температуры вращение изложницы 1 прекращается, и к этому моменту часть газа выходит наружу через зазоры:патрубки 11, 12 -кольца 15 и патрубки 11, 12 - вкладыш 6, что позволяет, отведя кулачки к центру, вытянуть стержень 8, а затем снять патрубок 12 и извлечь заготовку вместе с вкладышем 6, вставкой 7 и патрубками 1О, 11. После этого процесс повторяется снова. Предлагаемое устройство может найти широкое применение в различных отраслях народного хозяйства, а при создании высокого давления за счет увеличения дозы переохлажденного газа имеется возможность использовать его в различных спецтехнологиях. В настоящее время ведется разработка рабочего проекта на предлагаемое устройство, которое предполагается использовать для получения заготовок зубчатых шестерен. .Формула изобретения Устройство для литья трубных заготовок, включающее привод вращения изложницьг с поджимными дисками, разъемным вкладышем и листовой вставкой, отличающееся тем, что, с целью повышения качества трубных заготовок путем их интенсивного охлаждения и воздействия избыточного давления, изложница снабжена амортизационным патрубком, через центральное отверстие которого в полость изложницы введен стержень с фланцем и трубчатым теплоизолированным контейнером с переохлажденным газом, причем на фланцевой части стержня установлен запорный механизм, взаимодействующий с амортизационным: патрубком. Источники информации, принятые во вниание при экспертизе: 1. Чурсин В. М, и Бидуль П. Н. Техноогия известного литья, Металлургия, ., 1967, с, 247, рис. 71,
