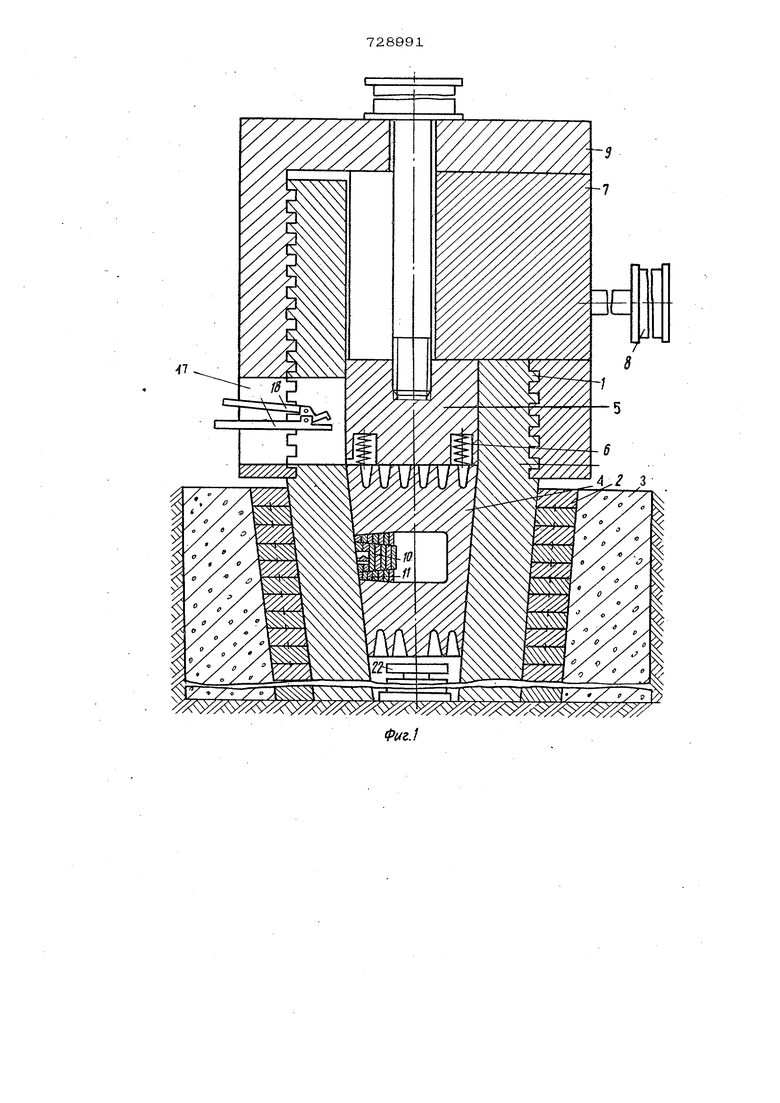
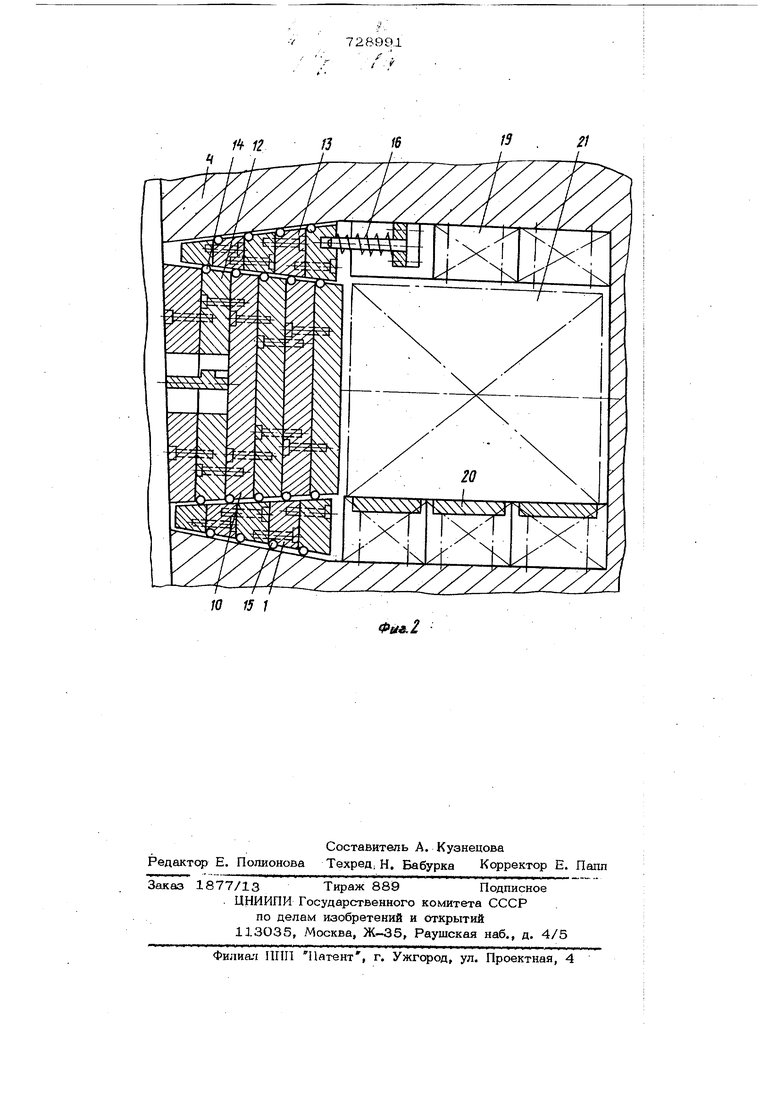
Изобретение относится к литейному производству. Известно устройство для литья с кристаллизацией под давлением, содержа щее основание, ствол, формообразующий вкладыш, пуансон, на торце которого установлена оболочка с переохлажденным газом, и запирающее устройство 1 Недостатком этого устройства являет ся низкая жесткость конструкции при пол чении крупногабаритных отливок.. Целью изобретения является повышен жесткости конструкции. Это достигается тем, что устройство снабжено дополнительным запирающим устройством, размешенным во вкладыше и выполненным в виде входящих одна в другую оправки и обоймы, имеющих форму усеченных пирамид, при этом дополнительное запирающее устройство снабже но уплотнительными рамками, размещенными между оправкой, обоймой и вклады шем, а обойма выполнена наборной из листовых пластин. На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - запирающее устройство. Устройство содержит ствол 1 с обжимными кольцами 2, установленный в железобетонной яме 3, вкладыш 4, пуансон5, поджимающий вкладыщ 4 через пружины 6, запирающую балку 7, перемещаемую пнев- моцилиндром 8, упорный стакан 9, навернутый на ствол 1. Во вкладыше 4 установлено дополнительное запирающее устройство, выполненное в виде входящи.х одна в другую оправки Ю и обоймы 11, имеющих форму усеченных пирамид. Оправка и обойма выполнены из пластин 12 и 13, жестко скрепленных между собой. Между оправкой- и обоймой и обоймой и вкладышем размещены уплот нительные рамки 14 и 15. Обойма 11 поджата пружиной 16. По оси загрузочного окна 17 установлено устройство 18 для извлечения оправки 1О. Во внутренней полости вкладьпиа 4 установлены балласт 19 в виде металлических брусков и оболочки 2О с переохлажденным; газом по контуру формы 21 таким образом, чтобы для каждого контура формы был минимальный объем в полости вкладыша 4. .
Устройство работает следующим образом.
Вкладыш 4 пневмоцилиндром 22 по/снимается в крайнее верхнее положение, оправка Ю устройством 18 извлекается из вкладыша. В полость вкладыша 4 вводятся оболочки 2О с переохлажденным газом и форма 21с залитым металлом. Затем оправка 1О вводится во вкладыш и последний пневмоцилиндром 22 опускается, пуансон 5 опускается в нижнее положение и вкладыш 4 пружинами 6 плотно прижимается к стенкам ствола 1 Запирающая балка 7, перемещаемая цилиндром 8, входит в гнездо ствола.
В момент опускания вкладыша 4 в нижнее крайнее положение оправка Ю наружной торцовой поверхностью опирается на стенку ствола 1, а обойма 11 под действием пружин 16 плотно вводится в клиновой зазор между стенками вкладыша 4 и боковыми стенками оправки 10, при этом уплотнительные рамки 14, 15 герметизируют внутреннюю полость вкладыша 4. К этому времени оболочка 2О из-за теплового взаимодействия с формой 21 сгорает газ испаряется, благодаря чему происходит интенсивное охлаждение формы и быстрое нарастание давления во внутренней полости вкладыша. Это приводит к тому, что кристаллизация металла происходит в условиях наложения избыточного давления и интенсивного охлаждения.
По окончании охлаждения отливки и п4де1ш давления в рабочем пространстве вкладыша 4, балка 7 отводится в крайнее Правое положение, пуансон 5 и вкладыш; 4 поднимаются, оправка 10 отводится $ левое положение, форма 21 извлекаемся и процесс повторяется.
Изобретение позволяет расширить i технологические возможности метода: литья с кристаллизацией под давлением, применять его для изготовления слон|ных и ответственных деталей.;
Формула изобретенк(я
1.Устройство для литья с криста|плизацией под давлением, содержащее , вкладыш, литейную форму, пуансон, фолочку с переохлажденным газом и за|пи- рающее устройство, отличаюфе- е с я тем, что, с целью повышения | жескости конструкции, оно снабжено доп|отнительным запирающим устройством, | размещенным во вкладыше и выполненнь)1М в виде входящих одна в другую оправкф и обоймы, имеющих форму усеченных п рамид. ..I
2.. Устройство по п. 1, отли|ча Ю щ е е с я тем, что дополнительйфе запирающее устройство снабжено упл|этнительными рамками, размещенными | между оправкой,, обоймой и вклады11|ем.
2.Устройство по пп. 1 и 2, отличающееся тем, что обоййа выполнена наборной из листовых пластин.
Источники информации, принятые во внимание при экспертизе
1. Заявка № 2367189/О2, кл. В -22 D 27/12, 1977, по которой принято решение о выдаче авторского свидетельства.
Ю 15 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья | 1976 |
|
SU655475A1 |
| Устройство для литья с кристаллизацией под давлением тонкостенных отливок | 1978 |
|
SU730465A1 |
| Устройство для кристаллизации под давлением | 1977 |
|
SU770653A1 |
| Устройство для литья трубных заготовок | 1976 |
|
SU605677A1 |
| Устройство для термообработки труб | 1982 |
|
SU1076466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Оправка для вклеивания вкладыша в волноводное разветвление | 1987 |
|
SU1548819A1 |
| Многополюсный герметичный контактор | 1982 |
|
SU1046793A2 |
| Штамп для пробивки отверстий в стенках полых изделий | 1983 |
|
SU1098617A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |