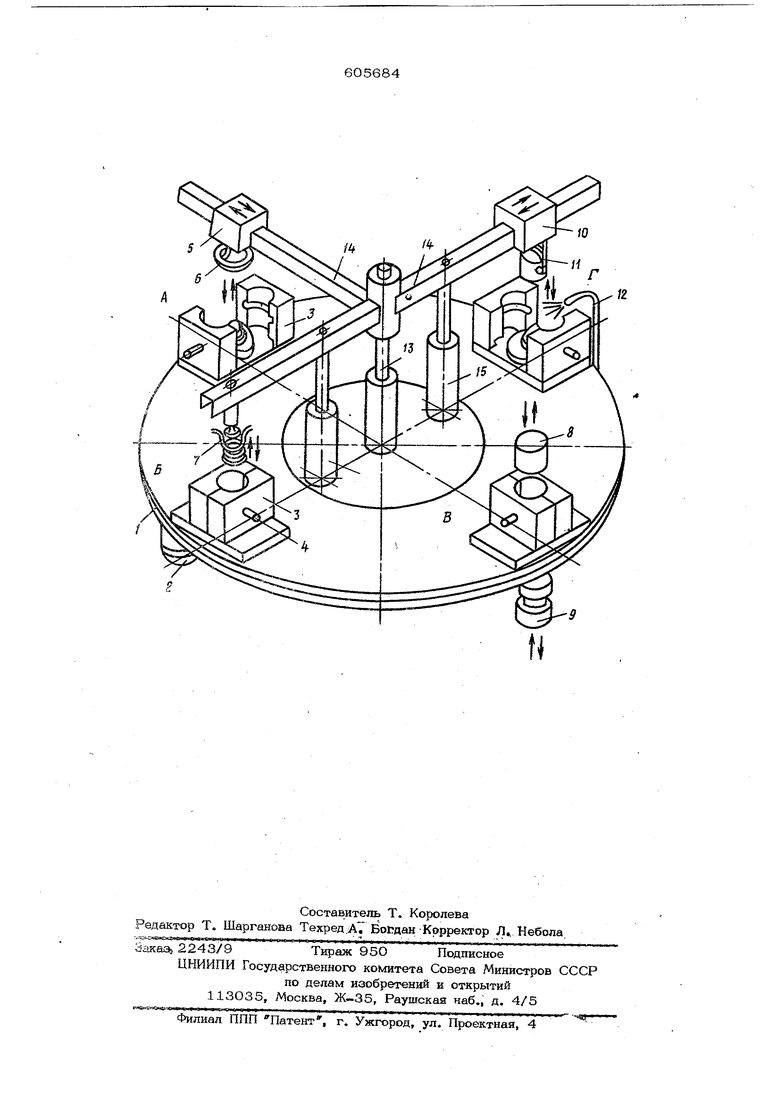
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК. металла и Г - извлечение готовых изделий и очистка и подготовка пресс-формы, Все основные механизмы установки смон тированы на карусельном столе 1 с приводом 2, обеспечивающим пульсирующее движение стола. На столе смонтированы четьфе формы 3, состоящие из двух симметричных половинок, с боковыми стержнями 4, выполняющими в отливке порщня отверстия под пальцы. На позиции А по центру, формырмонтиро- вано устройство 5, обеспечивающее установку в форму армирующей вставки 6. На позиции Б над пресс-формой установлен нагреватель 7 армирующей вставки. На позиции В под столом 1 на одной оси пуансоном 8 гидравлш1еского пресса ра положено устройство 9 поджима стола в момент прессования металла. На позиции Г над формой расположено устройство 10 для извлечения отливок 11 из формы и сопло 12 для обдувки и очистки форм после извлечения отливок. В центральной части стола сверху расположен опорный вал 13 с подвеской 14 и приводом 15, позволякэщим перемещать подвеску с смонтированными на нем устройствами вверх и вниз относительно стола. Установка работает следующим образом. На позиции А в очноиенную и обдутую форму 3, находящуюся в открытом положении, при помощи устройства 5 устанавливаю армирующую вставку 6. Устройство 5 соверщает возвратно-поступательное движейие по коробчатой полке подвески 14, обеспечивающее захват армирующей вставки с подакнцего устройства, перемещение и установку вставки в форму, после чего форма . закрывается и подвеска 14 при помощи J пр вода 15 поднимается в верхнее положение Затем стол 1 приводом 2 перемещается на одну позицию и фиксируется в строго определенном положении. На позиции Б в закрытую форму вводят нагреватель 7, при помощи которого нагреваю армирующую вставку и стабилизируют темпера туру предварительного нагрева поверхности фо мы. На этой же позиции в полость формы вдвиг:ают боковые стержни 4. На позиции В форму заливают металлом поджимают снизу поворотный стол устройством 9, после чего гидравлическим прессом при помощи .1пуансона 8 щтампуют жи кий металл. Затем, после полного затвердевания отливки под усилием гвдравлическогб npeccci пуансон 8 извлекают из отливки. При этом подвеска 14 приводом 15 подымается в верхнее положение и стол поворачивается на одну позицию. На позиции Г продолжается остывание отливки, затем форма открывается, выдвигаются боковые стержни 4, и при помощи устройства 10 отливка 11 извлекается из формы. На этой позиции производится очистка и обдувка стержней и половинок полу- форм. После подготовки формы стол поворачивается на позицию А и цикл изготовления отливок повторяется. Проверка работы установки при изготовлении алюминиевых поршней с армирующими вставками из нерезиста, в которых- в дальнейшем выполня1агся канавки под поршневые кольца, показала, что подогрев армирующей аставки и стабилизация температурного режима формы обеспечивает полную диффузионную связь алюминия и нерезиста. Брак отливок сокращается в 3-3,5 раза. Механизация процессов установки вставок, удаления отливок, очистки и обдува форм нагреЬа вставок и стабилизация температурного режима форм позволяет по сравнению с известными установками увеличить производительность процесса изготовления армированных отливок на 10-15% и уменьшить стоимость отливок на 3-5%. Формула изобретения Установка для изготовления армированных отливок,/ включающая карусельный стол с размещенными на нем литейнь ми формами и приводом его поворота, пресс для штампсв1:и .жидкого металла, установленный на позиции прессования, гидроцилиндр поджима карусельно го стола при прессовании и приспособление для очистки литейных форм, о т лишающееся тем, что, с целью повыщения качества отливок и увеличения производительности, она снабжена неподвижной опорной стойкой, смоН тированной в центральной части карусельного стола и имеющей радиально расположенные кронштейны с приводом их вертикального перемещения над карусельным столом, нагревателем, меахиизмом установки армирующих вставок и извлекателем отпиаок. аак реплениыми последовательно на кронштейнах, Источники информации, принятые во внимание при экспертизе: 1.Авторское сЕвдет-ельство .СССР № 445521, кл. В 22 I) 27/:12 03.01,73, 2.Батыщев А, И. Совмещенные способы литья и прессования, НИИ. серия . Технология литейного производства, /..-. 1971, с. 26-27.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 2003 |
|
RU2254206C1 |
| Линия для изготовления отливок в безопочных формах с вертикальным разъемом | 1989 |
|
SU1708511A1 |
| Литейная форма для изготовления армированных отливок | 1988 |
|
SU1574358A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| Литейная форма для получения армированных отливок | 1989 |
|
SU1680440A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Пресс-форма для литья под давлением отливок, армированных трубками | 1987 |
|
SU1480961A1 |