Изобретение относится к литейному производству, в частности к конструкциям литейных форм, и может быть использовано для получения армированных отливок,
Цель изобретения - расширение технологических возможностей и получение отливок без концевых отходов арматуры,
На чертеже представлена схема литейной формы.
Литейная форма содержит поддон-холодильник 1, боковые песчаные стержни 2 с уступами, формирующие рабочую полость 3 и литниковую систему 4 с ярусными питателями 5, литниковую воронку 6 для заливки матричного жидкого металла, вертикальные армирующие вставки 7 в виде стержней и металлическую плиту-обойму 8 с отверстиями 9 для размещения верхних концов армирующих вставок и грузозахватной скобой 10,
Плита-обойма 8 установлена на уступах боковых стержней 2 в верхней части рабочей полости 3 с возможностью вертикального перемещения. Армирующие вставки 7 нижними концами расположены на поддоне-холодильнике 1, а верхние их концы размещены с зазором в отверстиях 9 плиты-обоймы 8.
Литейная форма работает следующим образом.
Литейную форму собирают из металлического поддона-холодильника 1 и боковых песчаных стержней 2 в виде вертикальной стопки, формирующих рабочую полость 3 и литниковую систему 4 с ярусными питателями 5, Затем на уступы боковых стержней 2 в верхней части рабочей полости устанавливают плиту-обойму 8 с возможностью вертикального перемещения за грузовую скобу 10, Далее в каждое отверстие 9 плиты-обоймы вводят сверху армирующие вставки 7 до упора в поддон-холодильник 1. После этого устанавливают литниковую воронку б и через нее заливают в форму жидкий матричный сплав. За счет ярусного расположения питателей 5 и охлаждающего действия поддона-холодильника 1 в процессе заливки происходит направленная снизу вверх кристаллизация матричного сплава. В результате этого процесса через некоторое время
нижние концы армирующих вставок 7 жестко фиксируются в твердом матричном сплаве. В это время, не прекращая заливки, плиту-обойму 8 вручную или с помощью грузоподъемного механизма (не показано) за грузозахватную скобу 10 постепенно перемещают вверх со скоростью, равной или несколько большей скорости подъема уровня жидкого металла в рабочей полости 3 формы, до момента полного заполнения рабочей полости жидким металлом вплоть до верхних концов армирующих вставок. При этом образующиеся в процессе заливки газы свободно выходят из полости формы через зазоры между вставками 7 и стенками отверстий 9,
После полного затвердевания и охлаждения полученной армированной отливки последнюю извлекают из формы, отделяют
литники и передают на механическую обработку.
Далее цикл повторяется. Предлагаемая конструкция позволяет расширить ее технологические возможности и осуществить отливку армированных заготовок без концевых отходов арматуры.
Формула изобретения Литейная форма для получения армированных отливок, содержащая поддон-холодильник, боковые песчаные стержни, формирующие рабочую полость и литниковую систему, вертикальные армирующие вставки в виде стержней и плиту-обойму с
отверстиями фиксирования армирующих вставок в рабочей полости, отличающаяся тем, что, с целью расширения технологических возможностей и получения отливок без концевых отходов арматуры,
плита-обойма снабжена грузоподъемной скобой, боковые стержни выполнены с усту- п ом, при этом плита-обойма установлена на уступах боковых стержней в верхней части рабочей полости с возможностью вертикального перемещения, армирующие вставки нижними концами расположены на поддоне-холодильнике, а верхние их концы размещены с зазором в отверстиях плиты- обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отливок направленной кристаллизацией | 1987 |
|
SU1608018A1 |
| Литейная форма для изготовления армированных отливок | 1988 |
|
SU1574358A1 |
| Способ получения литых постоянных магнитов | 1989 |
|
SU1668028A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 2003 |
|
RU2254206C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
Изобретение относится к литейному производству, в частности к конструкциям литейных форм, и может быть использовано 8 7 3 для получения армированных отливок. Цель изобретения - расширение технологических возможностей и получение отливок без концевых отходов арматуры. Литейная форма содержит поддон-холодильник 1, боковые песчаные стержни 2 с уступами, формирующие рабочую полость 3 и литниковую систему 4 с ярусными питателями 5, вертикальные армирующие вставки 7 в виде стержней и металлическую плиту-обойму 8 с отверстиями 9 и грузозахватной скобой 10. Плита-обойма 8 установлена на уступах боковых стержней 2 в верхней части полости 3 с возможностью вертикального перемещения, армирующие вставки 7 нижними концами расположены на поддоне-холодильнике 1, а верхние их концы размещены с зазором в отверстиях 9 плиты-обоймы 8. 1 ил. (Л С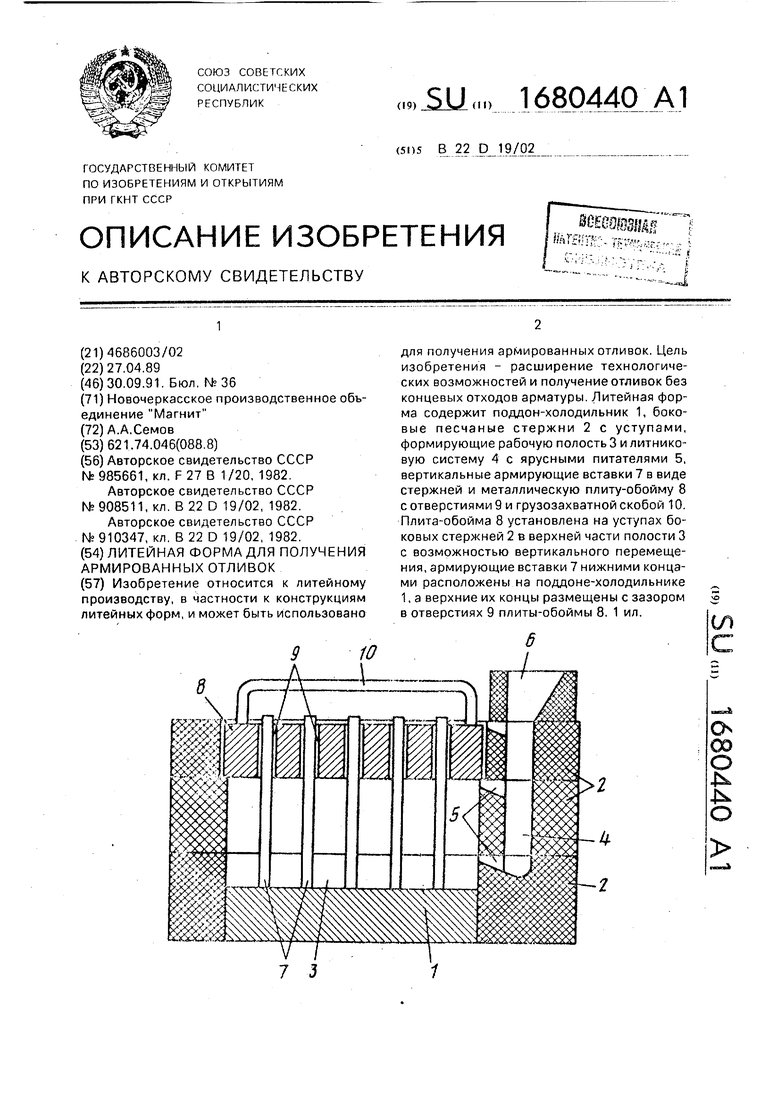
| Устройство для фиксации и транспортировки изделий в нагревательной печи | 1980 |
|
SU985661A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Литейная форма для получения армированных отливок | 1980 |
|
SU908511A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литейная форма для изготовления проволочных радиаторов | 1980 |
|
SU910347A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
