жати уплотнений контейнера, ме- , ханизм автоматического поджатия уплотнений выполнен в виде полого ступенчатого поршня.размещенного в полости фланца контейнера с уплотнением по наружному диаметру большой ступени.
На чертеже изображено предлагаемое устройство.
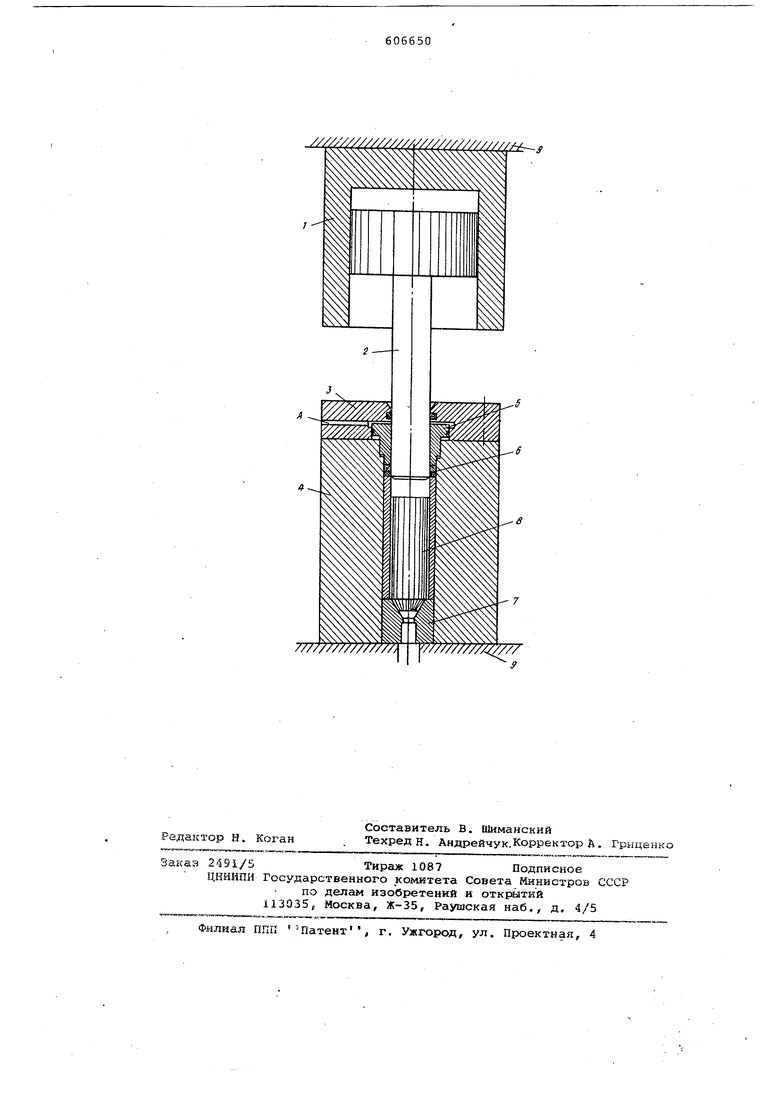
Устройство состоит из цилиндра 1 низкогЪ давления, пресс-штемпеля 2, фланца 3, контейнера 4 высокого давле. кия, полого ступенчатого поршня 5, уплотнения 6 высокого давления, матрицы 7. В рабочую полость цилиндра высокого давления помещается обрабатываема заготовка 8. Все устройство закрепляется в станине 9.
Устройство работает следующим образом.
После загрузки заготовки 8 в рабочую полость контейнера 4 последняя заполняется через отверстие А рабочей жидкостью. Затем пресс-штйчпельл 2 опускается чуть ниже уплотнения высокого давления, давление в системе заполнения контейнера рабочей жидкостью поднимается, в результате чего полый сту пенчатый поршень 5 опускается вниз и поджимает, а при необходимости и пластчески деформирует уплотнительные кольца, обеспечивая надежную герметизацию внутренней полости контейнера 4, В дальнейшем при рабочем ходе пресс-штет пеля 2 давление в контейнере 4 повышается и поршень 5 вместе с УплотнительИыми кольцами 6 поднимается вверх, упирается во фланец 3, который воспринимает усилие от давления рабочей жидкости на уплотнение 6.
Устранение дополнительного цилиндра позволит значительно упростить конструкцию устройства.
Формула изобретения
Устройство для обработки материалов жидкостью высокого давления, содержащее соосно установленные на станине, контейнер высокого давления с «фланцем и уплотнениями цилиидр низкого давления, на плунжере которого зак|реплен пресс-штемпель, гидравлическую систему заполнения полости контейнера рабочей жидкостью и механизм автоматического поджатия уплотнений контейнера, отличающееся тем, что, с целью упрощения конструкции и сокращения габаритов, механизм автоматического поджатия уплотнений выполнен в виде полого ступенчатого поршня, размещенного в полости фланца- контейнера
,с уплотнением по наружному диаметру
большой ступени.
Источники инфОЕ 4ации, принятые во внимание при экспертизе:
1.Колпашников А.И. и др. ГидропрессЪвание металлов . Металлургия, 1973, стр. 87.
2.Авторское свидетельство СССР 351413, кл. В 21 С 25/00, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки материаловжидКОСТью ВыСОКОгО дАВлЕНия | 1979 |
|
SU808180A2 |
| Устройство для гидростатического прессования | 1978 |
|
SU774750A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| Устройство для обратного гидромеханического прессования | 1987 |
|
SU1484396A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1973 |
|
SU394123A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Устройство для гидростатического прессования прутков из заготовок неограниченной длины | 1973 |
|
SU522885A1 |