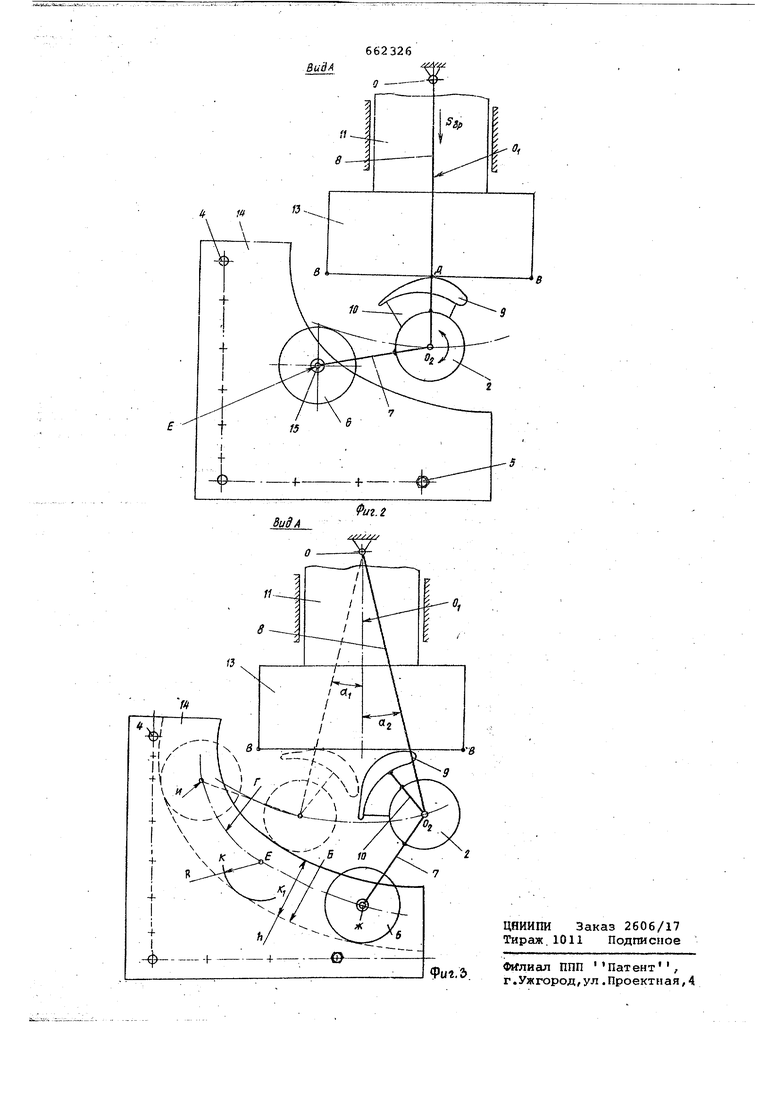
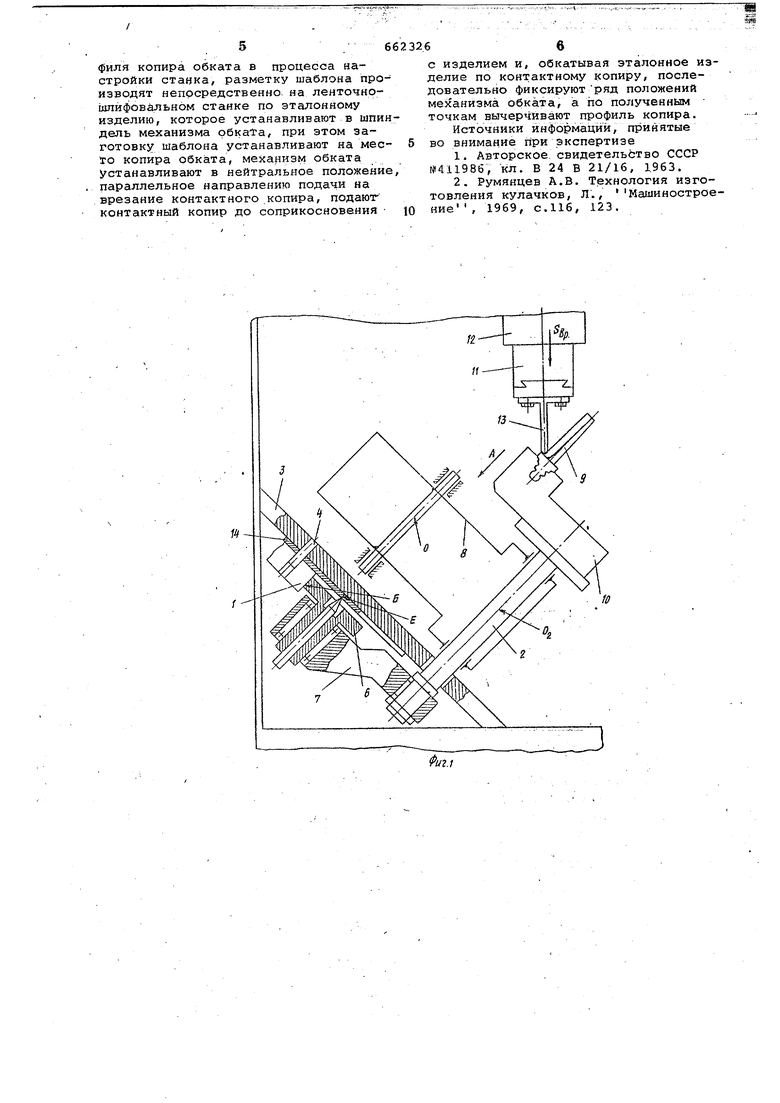
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОПИРА К механизмов станка, а таклсе техно логйческой Ьсйастки В. плоскости лис Sorb шаблона копира при нейтральном положении люлькимеханизма обгсата (фид А на фиг..1, кияематическ&я схема) на фнг.З -,то Ж1Э,чтои на фиг.2, но при промежуточном положеНИИ люльки механизма обката. В ленточно-шлифовальном станке копир 1 разворота шпинделя 2 механи iyta обката устанавливается неподвижн набазовой плите 3 с помощью центри рующих Ц1ТИФТОВ 4 и крепится болтами 5 (см.фиг.2). С копиром взаимодейст вует копирный ролик 6, имеюгций воз можнОсть йвоЬодно вращатьсй в рычаге 7. Рычаг 7 закреплен на конце шпинделя 2, установленном на подшип никак 6 люльке 8 механизма обката. При работе станка специальный механизм качает люльку вокруг оси О, . Обрабатываемая деталь 9 с помощью приспособления 10 крепится на планшайбе Шпинделя 2. В пиноли 11 механ ма 12 подачи на врезание устанавливается огибаемый абразивной лентой контактный копир, поджимающий ее к обраб.атываемой детали. Для изготовления профиля Б копир разворота шпинделя (см.фиг.1)- в прис пособление 10 устанавливают из-готов. ленную с высокой точностью эталонную деталь 9, а на пино;7и 11 механизма 12 эакрепляют технологический контак ный копир 13, выполненный с прлмолин ейной нижней контакт ной образ 5 {)цё ВВ (если в.станкё используется кон тактный копир не с прямолинейной, а с какой-либо криволинейной образующей ВВ , то вижйюю образующую ВВ тех нологического контаг тного копира 1,3 выполняют не прямолинейной, а в форме, соответствующей,кривой контактного копира). .: Листовую заготовку шаблона 14 копира 1 изготавливают с припуском h, превь1шающим радиус R копйрного ролиRa 6 {см. фиг.З, где Б - расчетный профиль копира 1, Г - центровой профиль, т.е. профиль, описываемый осью копйрного ролика ;б), и устанавливают на те же посадочные базй (штифты 4) на базовой плите 3 (см. фиг. копир 1 при этом на станок не устанавливается, так как da еще не изготовлен; на фиг.1 он изображён условно, чтобы показать, где он устанавливается); : Люльку 8 механизма обката устанавливают в нейтральное положение (см. фиг. 2) , параллельное линии (см.фиг.З) направления подачи на врезание и, покачивая шпиндель 2 вокруг оси 0, технологический контактный Koniip 13 вместе с пинрлью 11 подают в направлении на врезание S до тех пор, пока эталонная деталь 9 коснется П ямолинёйиой образующей -ВВ контактного тех юлогпческогй копира в точке Д (см. фиг,2}, лежащей в гшоскости нейт- рального положения люльки. В этом положении п рекращают подачу, фиксируют положения люльки и шпинделя и керном 15, центрированным в оси, копйрного ролика 6, на заготовке шаблона 14 намечают точку Е путем легкого удара по торЪ.у керна, на другом конде которого имеется острие. Затем устанавливают люльку 8 в различные промежуточные положения, характеризуемые углами ot, и Л (см. фиг.З); в каждом ее угловом положении поворачивают шпиндель 2 до тех пор, пок лопатка коснется прямолинейной образующей ВВ технологичебкого контактного копира, и в этих положениях люльки и шпинделя вышеописанным приемом с помощью керна на заготовке шаблона 14 намёчают соответствующие точки- Ж, И и т.п. Количество этих точек желательно брать больше (20-100). После разметки указанных точек sairoTOBKy шаблона 14 снимаютсо станка и через полученные точки ИуЕ,Ж и т.п. проводят плавную кривую Г (см.фиг.З) - центровой профиль разворота шпинделя. .Циркулем с радиусом R, равным, радиусу копйрного ролика 6, из полученных точек И Е, Ж и т.п., лежащих на проведенной аппроксимирующей их кривой,,проводят Дуги окружностёй КК ; Затем на заготовке шаблона проводят плавную огибающую Б всех указанных дуг КК/. Она и. представляет собой искомый профиль копира 1, полученной с учетом всех фактических раэйеррв и рсобенностей взаимного. расположения, деталей и механизмов данного станка. . . . . На заготовку.копира 1 полученный профиль Б шаблона 14 переносят известными приемами, например на заготовке шаблона удаляют припуск, устанавливают на штифтьа полученный шаблон и заготовку копира 1 по одним и тем же базовым отверстиям, скрепляют их- между собой и затем на заготовке копиру, удаляют припуск по профилю Б шаблона. Поскольку полу енный профиль копира разворота шпинделя учитывает все индивидуальные особенности конкретного станка, с помощью которого ok изготавливался, то он не требует дальнейшей подгонки, что значительно сокращает время настройки станка. Формула изобретения Способ изготовления копира разворота механизма обката изделия, согласно которому,на листовой заготовке получают шаблон, копира, профиль которого переносят на заготовку ко- , пира, о т л и ч а ю щ и и с я тем, что, с целью исключения подгонки профиля копира обката в процесса настройки станка, разметку шаблона производят непосредственно, на ленточнр лпйфовальном станке по эталонному изделию, которое устанавливают в шпиндель механизма рбката, при этом заготовку шаблона устанавливают на место копира обката, механизм обката устанавливают в нейтральное положение, параллельное направлению подачи на врезание контактного копира, подают контактный копир до соприкосновения
с изделием и, обкатывая эталонное изделие по контактному копиру, последовательно фиксируютряд положений механизма обката, а по полученным точкам вычерчивают профиль копира. Источники информации, принятые во внимание при экспертизе
1.Авторское, свидетельство СССР №411986, кл. В 24 В 21/16, 1.963.
2.Румянцев А.В. Т.ехнология изготовления кулачков. Л., Машиностроение , 1969, с.116, 123.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройкт ленточно-шлифовального станка | 1976 |
|
SU606715A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок для об-РАбОТКи лОпАТОК | 1978 |
|
SU837795A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |