(54) СПОСОБ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ НИОБИЯ
Здесь €Га, прочность и удлинение сплава в исходном рекристаллизованном состоянии, nvx тпах максимальные значения проч-, воет и пластичности сплава, которые могут быть
получены /(5., „,a.
V - О 76 ° f ,.. ехр(9,в81)Т/ь2). где - тогацина стенки детали,
у - расстояние от центра стенки, В- коэффициент даффуэии кислсфода в ниобия,
10 яхр (.12700/t) ,
t, Ъ - продолжительность и температура
(€) внутреннего жиспешш.
Параметры окисления t,t подбираются та
КИМ образом, чтобы обеепездть распределение ме
ханических свойств по сече1шю, которое близко к заданному. При этом должно быть выполнено условие 0,025 Dt/b 0,125. Дш наиболее распространенного случая, когда необходимо иметь плавный переход от состояния материала с максикельным упрочнением в поверхностном слое к состоянию Смаксикёльной пластичностью в сердцевине, из приведенных соотношений следует:
t 3, b exp-l Qu- .
где Т - продолжительность сясисления:,
ч. t - температура окисления, С, Ь - Толщина стенки детали, мм.
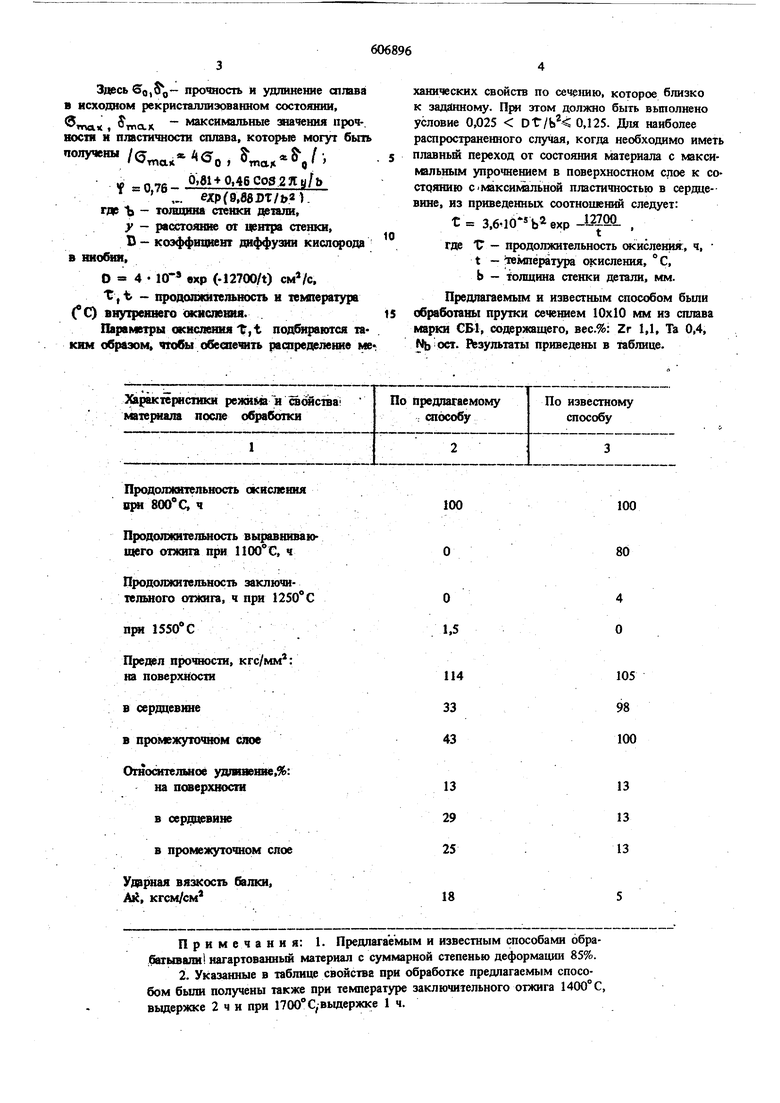
Предлагаемым и известным способом были обработаны прутки сечением 10x10 мм из сплава марки СБ1, содержащего, вес.%: Zr 1,1, Та 0,4, . Результаты приведены в Таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКООБРАБАТЫВАЕМЫЕ, ВЫСОКОПРОЧНЫЕ, СТОЙКИЕ К ОКИСЛЕНИЮ Ni-Cr-Co-Mo-Al-СПЛАВЫ | 2014 |
|
RU2650659C2 |
| Способ обработки сплавов на основе молибдена | 1976 |
|
SU592871A2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2605015C1 |
| СПЛАВ, СТОЙКИЙ К ОКИСЛЕНИЮ (ВАРИАНТЫ) | 1991 |
|
RU2088684C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ СИСТЕМЫ V-4Тi-4Cr | 2010 |
|
RU2445400C1 |
| Способ химико-термической обработки | 1974 |
|
SU505746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ И ДЕТАЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2531217C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ Ni-Mo-Cr СПЛАВ С НИЗКИМ ТЕПЛОВЫМ РАСШИРЕНИЕМ | 2012 |
|
RU2601024C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| Способ обработки ванадиевых сплавов | 2020 |
|
RU2751208C1 |
Хярактеристики режима и (шства мате1жала после обработки
Продолжительность окисления орт 800° С, ч
Продолжителыюсть выравнивающего отжига при , ч
Продолжительность заключительного отжига, ч при 1250° С
прт 1550°С
Предел прочностн, кгс/мм: на поверхности
в сердцевине
в промежуточном слое
Отнооггельноё удпгаение,%: на поверхности
в серддевиж
в промежуточном слое
Ударная вязкость балки, Аи, кгсм/см
Примечаиия: 1. Предлагаемым и известным способами обра батывали нагартованный материал с суммарной степенью деформации 85%.
По предлагаемому
По известному ; шособу способу
100 80
4 О
105
98
100
13 13 13
За счет сохранения пластичности сердцевины ударная вязкость сплава, обработанного предлагаемым способом, увеличилась более, чем в три раза. Важно также, что общая продолжительность обработки рати лась в 1,8 раза.
Ожидаемый технико-экономический эффект, который может быть получен при использовании предлагаемого способа обработки, выразится в повышении надежности и снижении весогабаритных показа тепей изделий из сплавов на основе ниобия, а также в существенном сокращении продолжательности обработки.
Формула изобретения
Способ обработки сплавов на основе ниобия, включающий нагартсюку, внутреннее окисление при
600-900 С и последующий отжиг, о т л и ч а и и с я тем, что, с целью повьпиения пластичности сердцевины изделий, отжиг проводят при 1400-1700°С в течение 1-2 часов.
Источники информации, принятые во внимание при экшертизе:
