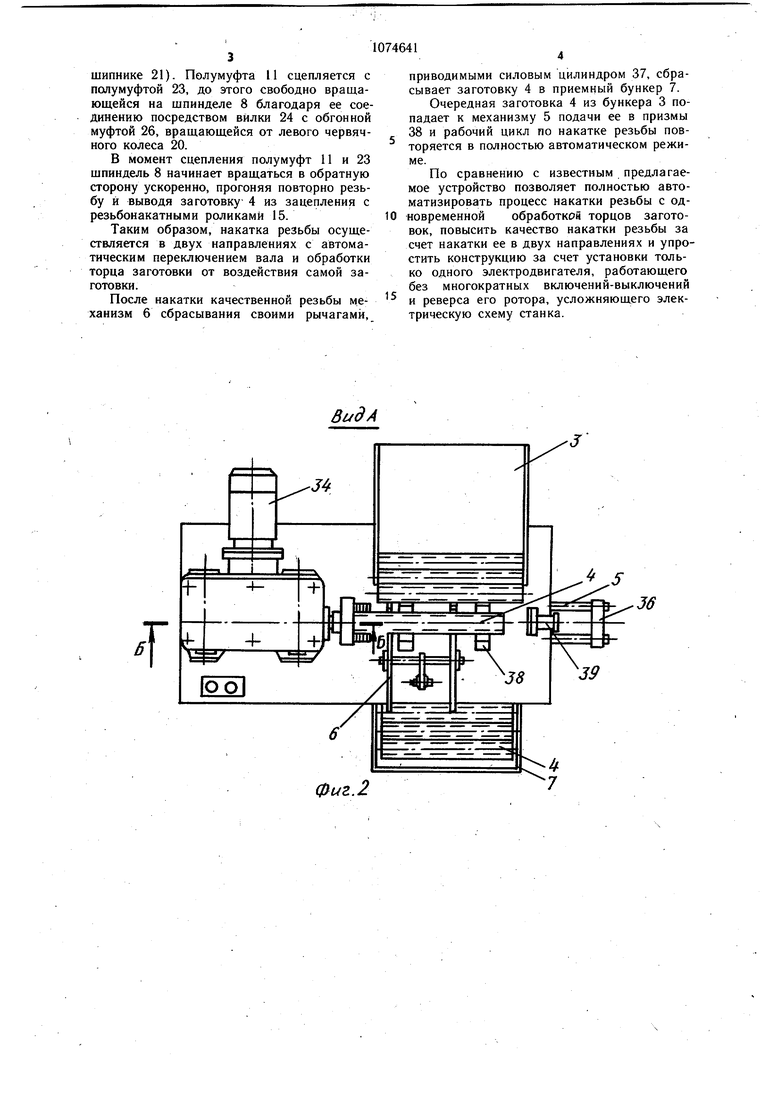
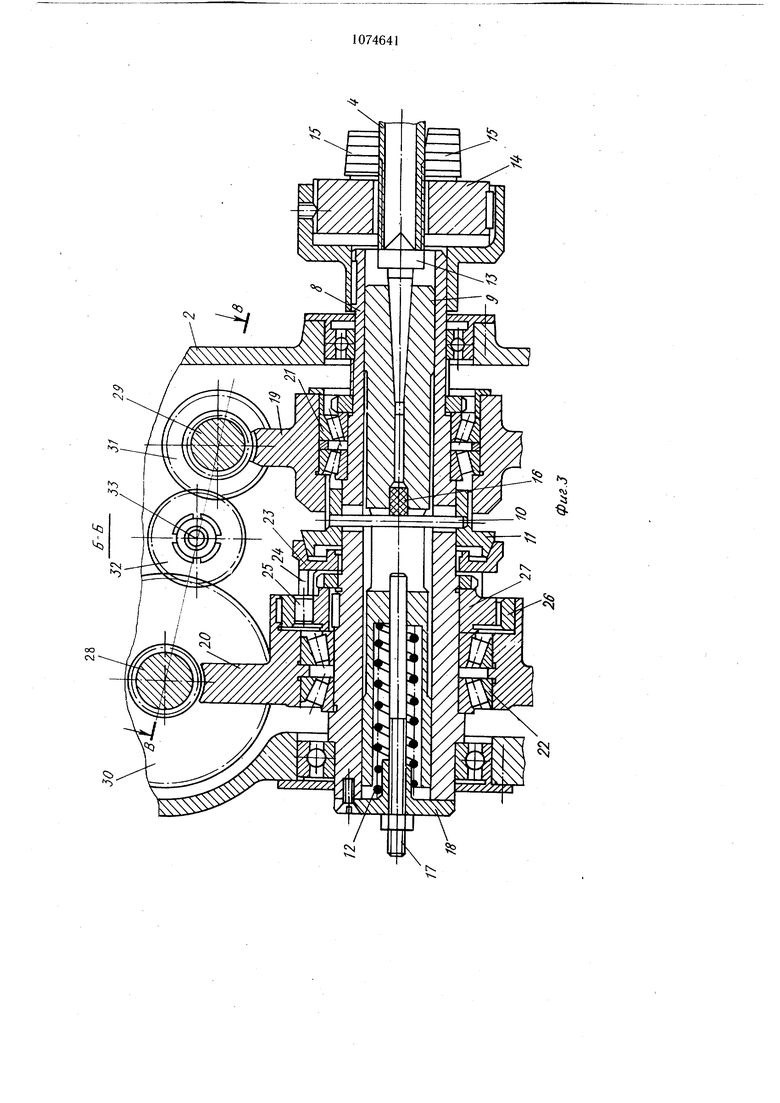
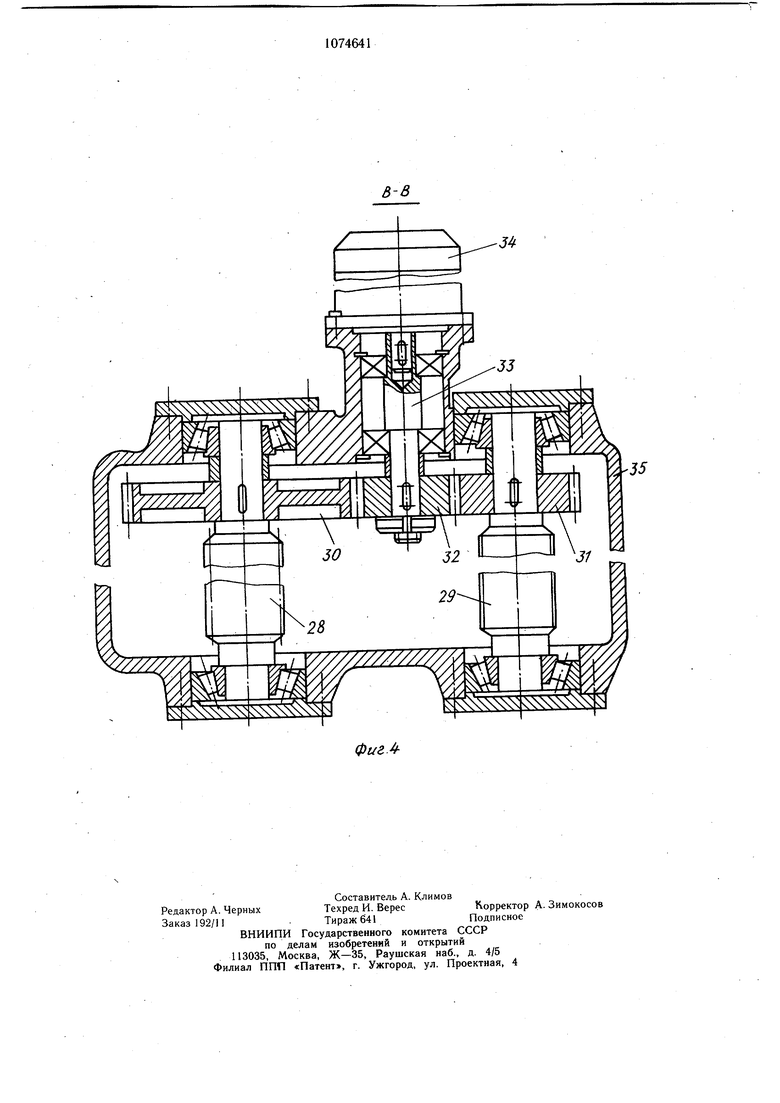
Изобретение относится к обработке металлов давлением,а именно к устройствам для накатывания резьбы на трубных заготовках. Известно устройство для обработки наружной , поверхности конца полой заготовки, содержащее резьбонакатные ролики, смонтированные на эксцентриковых осях в корпусе, связанном с хвостовиком, подвижную втулку и зенковку, размещенные в хвостовике 1. Недостаток этого устройства - отсутствие привода И средств механизации процесса накатки. Наиболее близким к изобретению является устройство для накатывания резьбы на пустотелых заготовках, содержащее станину, на которой размещены механизм загрузки заготовок, силовая бабка, имеющая резьбонакатную роликовую головку, установленную на полом щпинделе со втулкой и зубчатым колесом, кинематически связанным с приводом 2. Недостатком известного устройства является его низкая производительность, вызванная отсутствием средств механизации реверса накаткой головки. Целью изобретения является повыщение производительности процесса накатки резьбы. Поставленная цель достигается тем, что устройство для накатывания резьбы на пус , „.. , тотелых заготовках, содержащее станину. на которой размещены механизм загрузки заготовок, силовая бабка, имеющая резьбонакатную роликовую головку, установленную на полом щпинделе со втулкой и зубчатым колесом, кинематически связанным с приводом, снабжено размещенным на щпинделе и кинематически связанным с приводом дополнительным зубчатым колесом, муфтой сцепления, установленной на щпинделе с возможностью относительного вращения и осевого перемещения, и повод} ом, закрепленным на зубчатом колесе с возможностью взаимодействия с одной из полумуфт, причем вторая полумуфта установлена с возможностью взаимодействия со втулкой и дополнительным зубчатым колесом. На фиг. 1 изображено устройство, общий фид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 3. Устройство для накатывания резьбы на пустотелых заготовках содержит станину 1, силовую бабку 2, бункер 3 для заготовок 4, механизм 5 подачи заготовок 4 в зону обработки и механизм 6 сбрасывания обработанных заготовок 4 в приемный бункер 7 В корпусе силовой бабки размещен полый цилиндр 8, в полости которогоустановлена подвижная вдоль оси втулка, 9. Шпиндель 8 и втулка 9 выполнены с продольны11 ми пазами для перемещения щтифта 10, который жестко соединен с полумуфтой сцепления 11, установленной на щпинделе 8 с возможностью перемещения вдоль него. Втулка 9 подпружинена пружиной 12, а на свободном конце, втулки 9 установлена зенковка 13. На щпинделе 8 посредством планщайбы 14 установлены накатные ролики 15. В подвижной втулке 9 установлен резиновый амрртизатор 16 и проходит упорный винт 17, крепящийся к резьбовой втулке 18, жестко закрепленной на щпинделе 8. На щпинделе 8 установлены ведомые элементы в виде червячных колес: правого 19 и левого 20. Правое червячное колесо 19 установлено на щпинделе 8 посредством подщипника 21, а левое 20 - посредством подщипника 22. Правое червячное колесо выполнено со щлицами под щтифт 10 полумуфты сцепления 11. На щпинделе 8 с возможностью свободного вращения установлена еще одна полумуфта 23 сцепления с поводком в виде вилки 24 для взаимодействия с роликами 25 обгонной муфты 26. Внутренняя обойма 27 обгонной муфты 26 жестко соединена со щпинделем 8, а наружная - с левым червячным колесом 20. Ведомые элементы 19 и 20 получают вращение от червяков 28 и 29, которьге приводятся во вращение щестернями 30 и 31, взаимодействующими с ведущей щестерней 32, сидящей на валу 33 электродвигателя 34. Червяки 28 и 29, щестерни 30-32 образуют редуктор, заключенный в корпус 35. Механизм 5 подачи заготовок 4 содержит силовой цилиндр 36 подачи, а механизм сбрасывания выполнен в виде рычагов с силовым цилиндром 37. Трубная заготовка 4 из бункера 3 отсекается механизMdM 6 сбрасывания и попадает в призмы 38. На станине установлен также аппарат 39 управления цилиндрами 36 и 37. Устройство работает следующим образом. Заготовка 4 из бункера 3 попадает к механизму 5 подачи ее в призмы 38. Силовой цилиндр 36 по команде аппарата 39 управления подает заготовку 4 к резьбонакатным роликам 15, происходит накатка резьбы от вращения планщайбы 14, соединенной с вращающимся щпинделем 8 от правого червячного колеса 19. При касании торца заготовки 4 с зенковкой 13, цоследняя снимает фаски на тбрце. Заготовка 4 продолжает двигаться влево, перемещая втулку 9, которая своим амортизатором 16 воздействует на щтифт 10, который в свою очередь, перемещая жестко связанную с ней полумуфту 11, выходит из щлицов правого червячного колеса 19, отключая шпиндель 8 от вращения (колесо 19 при этом свободно вращается на подшипнике 21). Полумуфта 11 сцепляется с полумуфтой 23, до этого свободно вращающейся на щпинделе 8 благодаря ее соединению посредством вилки 24 с обгонной муфтой 26, вращающейся от левого червячного колеса 20.
В момент сцепления полумуфт 11 и 23 щпиндель 8 начинает вращаться в обратную сторону ускоренно, прогоняя повторно резьбу и выводя заготовку 4 из зацепления с резьбонакатными роликами 15.
Таким образом, накатка резьбы осуществляется в двух направлениях с автоматическим переключением вала и обработки торца заготовки от воздействия самой заготовки.
После накатки качественной резьбы механизм 6 сбрасывания своими рычагами.
приводимыми силовым цилиндром 37, сбрасывает заготовку 4 в приемный бункер 7.
Очередная заготовка 4 из бункера 3 попадает к механизму 5 подачи ее в призмы 38 и рабочий цикл по накатке резьбы повторяется в полностью автоматическом режиме.
По сравнению с известным предлагаемое устройство позволяет полностью автоматизировать процесс накатки резьбы с одновременной обработкой торцов заготовок, повысить качество накатки резьбы за счет накатки ее в двух направлениях и упростить конструкцию за счет установки только одного электродвигателя, работающего без многократных включений-выключений и реверса его ротора, усложняющего электрическую схему станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Двухшпиндельный автомат для накатывания резьбы на шпильках | 1980 |
|
SU910295A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Станок для изготовления резьбы на резьбонакатном инструменте | 1981 |
|
SU1022772A1 |
| Устройство для накатывания резьбы на трубах | 1979 |
|
SU854530A1 |
| Машина для закатки труб | 1987 |
|
SU1423221A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ НА ПУСТОТЕЛЫХ ЗАГОТОВКАХ, содержащее станину, на которой размещены механизм загрузки заготовок, силовая бабка, имеющая резьбонакатную роликовую головку, установленную на полом щпинделе со втулкой и зубчатым колесом, кинематически связанным с приводом, отличающееся тем, что, с целью повышения производительности путем автоматизации процесса, оно снабжено размещенным на шпинделе и кинематически связанным с приводом дополнительным зубчатым колесом, муфтой сцепления, установленной на шпинделе с возможностью относительного вращения и осевого перемещения, и поводком, закрепленным на зубчатом колесе с возможностью взаимодействия с одной из полумуфт, причем вторая полумуфта установлена с возможностью взаимодействия со втулкой и дополнительным зубчатым колесом. (Л 4 О5 NU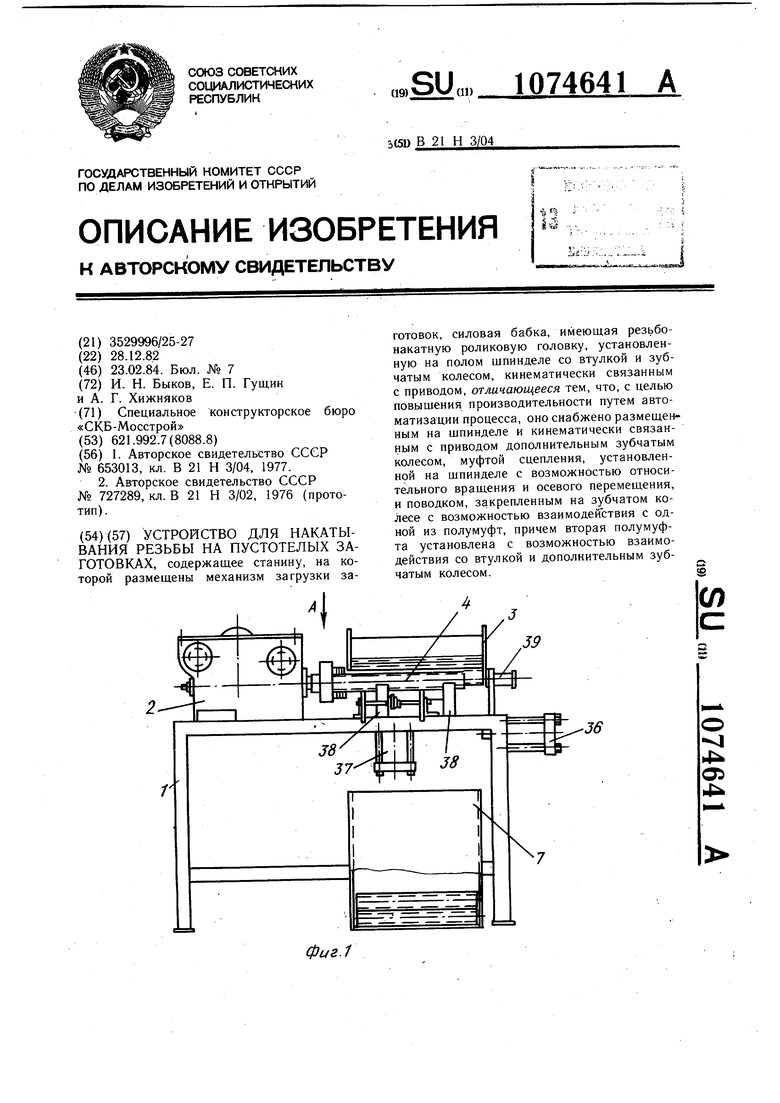
ЗидА
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
