Изобретение может быть использовано при разделительной резке листового металла воздушно-дуговым способом.
Известен электрод для воздушно-дуговой резки металла, выполненный в виде диска
1.
Применение этого электрода не позволяет поддерживать постотизтво режимов резания, так как в процессе воздушно-дуговой резки изменяется угол резания (угол между поверхностью разрезаемотчэ металла и кромкой электрода), а следовательно, изменяется длина электрической дуги, что влечет за собой ухудшение устойчивости ее горения и, как следствие ухудшение качества реза и уменьшение производительности резания.
С целью повышения качества реза путем обеспечения постоянства угла резания рабочая кромка предлагаемого электрода для воздушно-дуговой резки металла выполнена по форме логарифмической спирали.
Форма рабочей кромки предлагаемого электрода описывается уравнением
. где р - расстояние от пентра
электрода до рабочей кромки; С - коэффициент, учитывающий ширину разрезаемого листа; - угол поворота электрода
вокруг центра вращения; 0 - угол резания.
& 1попнение рабочей кромки электрода по форме такой спирали обеспечивает постоянство угла резаива по всей длине реза в силу постоянства угла между кромкой и касательной к ней.
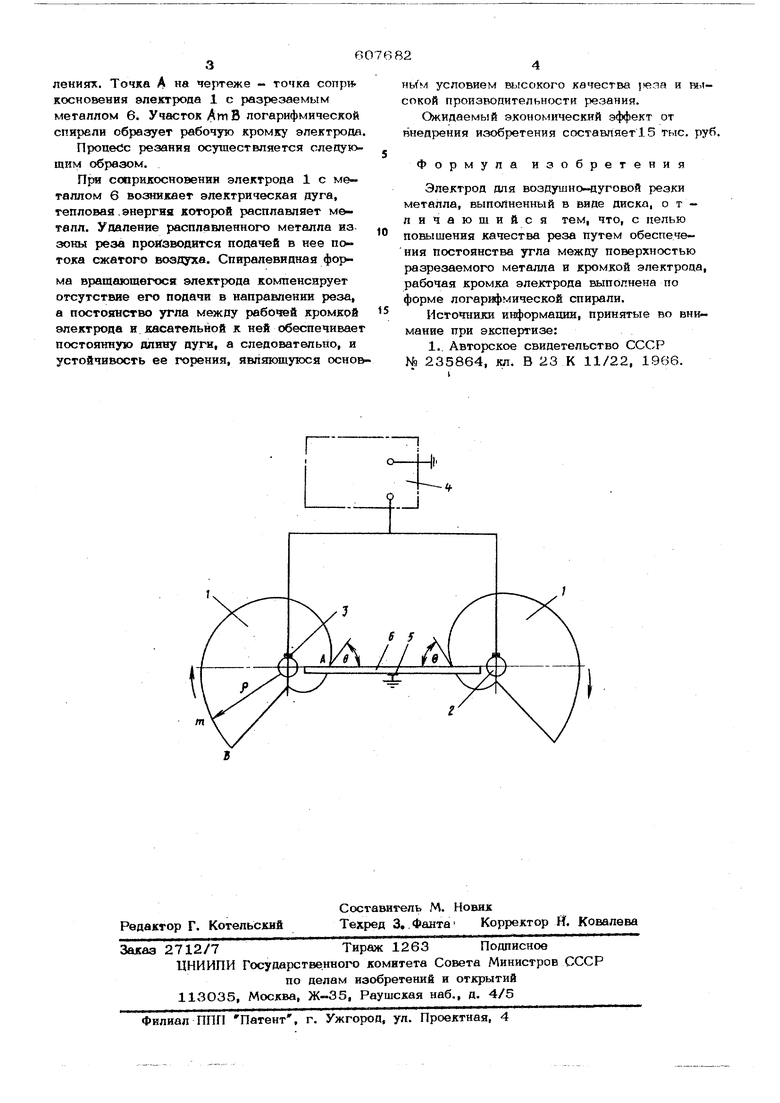
На чертеже схематически изображен стнок для воздушно-дуговой резки металла с использованием предлагаемого электрода
Станок содержит электроды 1 в виде жестко закрепленных на валах 2 пластин, токоподводы 3 от источника питания 4 к валам и токопровод 5 к металлу 6. Валам 2 с электродами 1 соо&дается вращение на один оборот в противоположных напрювлениях. Точка А на чертеже - точка соприкосновения электрода 1 с разрезаемым металлом 6. Участок Am В логарифмической спирели образует рабочую кромку электрода Процесс резания осушествляется следующим образом. При соприкосновении электрода 1 с металлом 6 возникает электрическая дуга, тепловая.энергия которой расплавляет м&талл. Удаление расплавленного металла из зоны реза производится подачей в нее потока сжатого воздрса. Спиралевидная врашаюшегося электрода компенсирует отч;утствие его подачи в направлении реза, а постоянство угла между рабочей кромкой электрода и касательной к ней обеспечивает постоянную длину дуги, а следовательно, и устойчивость ее горения, являюшуюся основ иым условием илсокого качества jieaa и Biitсокой производительности резания. Ожидаемый экономический эффект от внедрения изобретения составляет 15 тыс. руб. Формула изобретения Электрод для воздуи1но-дуговой резки металла, выполненный в виде диска, отличающийся тем, что, с целью повышения качества реза путем обеспечения постоянства угла между поверхностью разрезаемого металла и кромкой электрода, рабочая кромка электрода выполнена по форме логарифмической спирали. Источники информашш, принятые во внимание при экспертизе: 1. Авторское свидетельство СССГ № 235864, KJI. В 23 К 11/22, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измельчитель-разбрасыватель соломы зерноуборочного комбайна | 2016 |
|
RU2647902C1 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU872127A1 |
| Способ настойки приспособления для круговой резки к дисковым ножницам с наклонными ножами | 1975 |
|
SU864690A1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Нож для резательных устройств | 1985 |
|
SU1286409A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Устройство для резки кожи | 1990 |
|
SU1791457A1 |
| МАЛОГАБАРИТНЫЙ СНЕГОУБОРОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2301295C1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
Г
