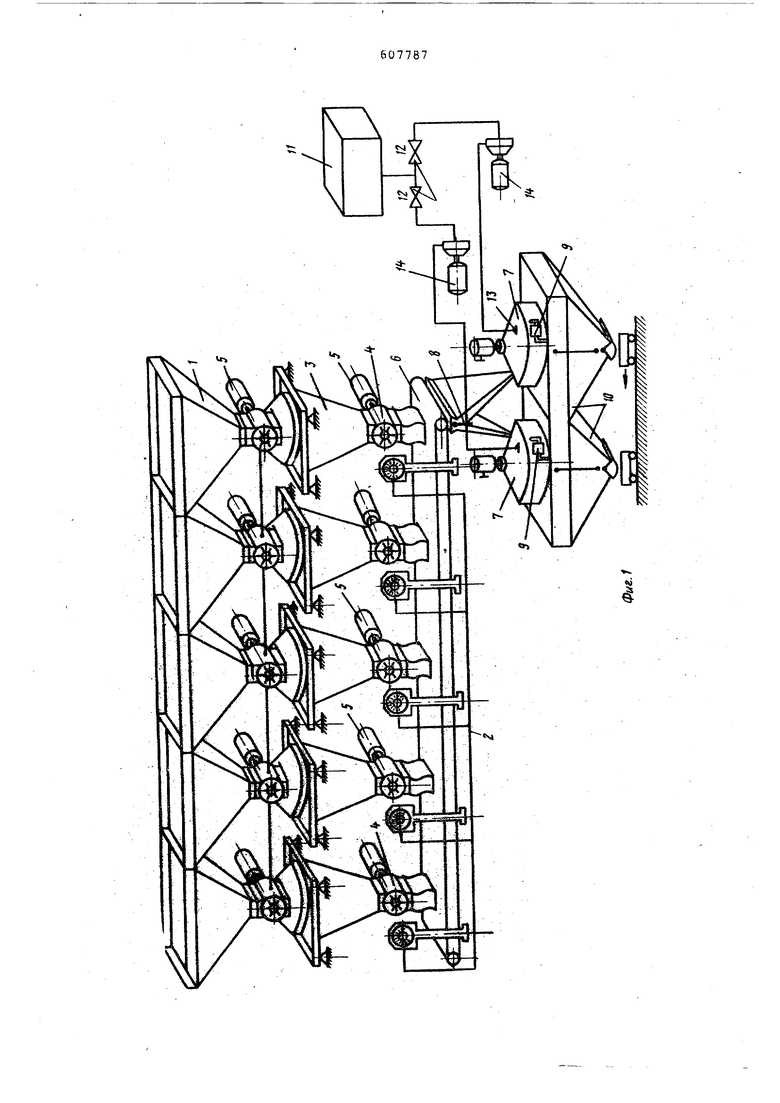
(54) CHCTEiVlA УПРАВЛЕНИЯ ПОТОЧНОЙ ЛИНИЕЙ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ насоса устройства управления подачи горячей воды в смесители, снабжена блока 1И контроля весов, полной разгруэ ки и загрузки весов,готовности смесителей и продолжительности работы см сителей до увлажнения, причем чувстви тельные элементы весов соединены со входами блоков контроля полной разгруэ ки и загрузки весов и через.блок контроля весов с исполнительными механизмами весов, выходы блоков контроля ПОЛ ной разгрузки и загрузки весов соединены с чувствительными элементами весов и с одним из входов блока контроля готовности смесителей, другие входы которого соединены с выходом блока контроля продолжительности работы смесителей до увлажнения, выход блока контроля готовности смесителей соедигнен с исполнительным механизмом рукавного переключателя смесителей, блоком контроля полной загрузки весов и насосом устройства управления подачи го рячей воды в смесители, а входы блока контроле продолжительности работы смесителей до увлажнения соединены с датчика14и положения затворов смесителей и согласующие устройства уровнемера бункера запаса шихты. На фиг.1 представлена технологическая.схема предложенной системы; на фиг.2 - функциональная схема поточной линии. , . Поточная линия содержит десять рас ходных бункеров 1, 13 которых сырьевые компоненты после взвешивания на автом ;тически: весах 2 с дозаторами 3 и с барабанными питателями 4, сна женными приводами 5,сборочным транспортером б ссыпаются в один из смесителей 7, в зависимости от положения ру кавного переключателя 8 и датчиков положения затворов смесителей 9. После увлажнения и перемешивания шихта разгружается из смесителя, поступает в приемный бункер готовой шихты Ю и транспортируется вагонетками к печи. Устройство управления подачи горячей воды в смесители включает бак И, в котором вода подогревается до 6065°С, расположен он ниже уровня смесителей, что исключает перелив воды через вентиль 12 в форсунки 13 при выключенном насосе 14. При постоянной про изводительности насоса, заданном сечении подводящей трубы, при постопнибй конфигурации трассы и определенной кон струкции форсунки количество воды,поступающей в смеситель, прямо пропорционально времени, но постоянно для ука ванного времени. На автоматических весах установлены чувствительные элементы 15, контролирующие полную разгрузку весов в предьщущем цикле. Эти элементы соединены соответственно с блоком 16 контроля ве сов, каждый из которых своим входом подключен одновременно к блоку 17 контоля работы транспортера, и - блокам 18 и 39 контроля:полной разгрузки и загрузки весов соответственно, а выходами - с исполнительными механизмами весов 20 и блоками контроля полной разгрузки и загрузки весов. В свою очередь блоки 18 и 19 контроля полной разгрузки и загрузки весов подключены к блоку 21 контроля готовности смесителей, который своим входом также соединен с блоком 17 контроля работы транспортера. Своим входом блок контроля работы транспортера соединен через блок 22 согласования с датчиками 23 транспортера. Вход блока 21 контроля готовности смесителей соединен с блоками 24-25 контроля продолжительности работы смесителей до увлажнения, которые подключены к датчикам положения затворов смесителей 9 и через устройство согласования 26 к уровнемерам бункера запаса шихты 27. Выход блока 21 контроля готовности смесителей соединен через исполнительные механизмы 28 с рукавным переключателем 8 и затворами смесителей, а также через логический элемент 29 - с насосом 14. Цикл работы линии начинается с загрузки компонентов шихты в весовые бункеры 1 при условии, что все включенные в работу весы находятся в исходном состоянии, т.е. разгружены полностью, о чем выдают информацию чувствительные элементы автоматических весов 15, сигналы которых суммируются в общей схеме 18 контроля полной разгрузки. С блока 18 контроля полной разгрузки выдается разрушение на загрузку весов, которое запоминается в блоке 16 контроля весов, и в исполнительные механизмы 20 поступает команда на включение загрузочных устройств весов. При достижении порцией отвеса заданной величины сигналом Навешено с чувствительных элементов 15 через блок контроля весов 16 поступает команда на отсекание загрузки весов. Информация о том, что весы загружены до HopNttJ, поступает в блок 19 полной загрузки весов, который суммирует сигналы со всех весов и подает общий сигнал в блок 21 контроля готовности смесителей. В блок контроля готовности смесителей 21 поступает также информация с блока 17 контроля работы транспортера о запуске транспортных механизмов линии, с. блока 24, 25 контроля продолжительности работы смесителей до увлажнения о состоянии смесителей, с блока 26 согласования разрешение с уров-. немеров бункера запаса шихты. При наличии разрушения по всем этим Готовность каналам подается команда смесителей в блок 19 полной загрузки весов, который в зависимости от положения рукавного переключателя 8 дает разрешение в блок контроля весов 16 на выгрузку компонентов в тот или иной смеситель.
Блоки 16 контроля весов дают команду исполнительным механизмом 20 и далее - на разгрузочные механизмы весов С начала выгрузки компонентов в смеситель соответствующий блок 24, 25 контроля продолжительности работы смесителя до увлажнения начинает отсчет времени, по истечении которого подается команда на увлажнение шихты через логический элемент 29 на насос 14. Для получения влажности 4,3-2,5% установлено время 63-67 с. После отработки времени увлажнениям команда на увлах нение снимается. По окончании разгрузки компонентов с автоматических весов выдают команды в блоки контроля весов 16 которые через исполнительные механизмы 20 выключают автоматические весы. Блок 18 полной разгрузки весов дает команду в блок 21 контроля готовности смесителей на начало отсчета времени перемешивания, а также в блоки 16 контроля весов, начинается следующий цикл загрузки в.есов. датчики 9 положения затворов следят за правильным исходным положением механизмов смесителей 7 и рукавного переключателя 8,
По истечении времени (30-45 с),необходимого, чтобы все компоненты от прошеда их разгрузку весов со сборочного транспортера попали в смеситель, блоком 21 контроля готовности смесителей дается команда исполнительным механизмам 28 на переброс рукавного переключателя 8 на другой подготовленный к работе смеситель 7. После наполнения автоматических весов 2 до нормы при наличии всех разрешающих сигналов блок 19 полной загрузки весов выдает команду на выгрузку компонентов из весов в этот смеситель и т.д.
По окончании времени перемешивания (4 мин) блоком 21 контроля готовности смесителей выдается команда исполнительным механизмам 28 на открытие выгрузочной заслонки смесителя 7.
По сигналу с датчика 9 положения затвора Заслонка открыта начинается отсчет времени (1 мин), необходимого для разгрузки смесителя, по окончании которого команда на открытие затвора смесителя 7 снимается, заслонка закрывается, и при отсутствии зап- рета с устройства 26 согласования уровнемеров бункера 2 7 запаса шихты, при наличии остальных разрешающих сигналов и готовности весов, начинается следующий цикл приготовления шихты.
Запуск транспортера 23 поточной линии осуществляет блок согласования 2i,
на который поступают импульсы длительностью 10 м/с с блока 17 контроля работы транспортера. Включение в работу начинается с последнего механизма последовательно с интервалом 5 с. При запуске всех необходимых механизмов сигналы включения/суммируются блоком 22 согласования, а затем направляется разрушение в блок 16 контроля весов 16 и в блок 21 контроля готовносг ти смесителей.
Остановка- механизмов пpo звoдитcя в обратном запуску порядке блоком 22 согласования.
Формула изобретения
Система управления поточной линией приготовления стекольной шихты,включающая расходные бункеры, дозаторы с автоматическими весами, снабженными чувствительными элементами,сборочный транспортер, смесители с рукавным переключателем, устройство управления подачи горячей воды в смесители с насосом, датчики положения затворов смесителей, блокконтроля работы транспортера, уровнемер бункера запаса шихты с согласующим устройством, а также исполнительные механизмы разгрузки весов, рукавного переключателя смесителей и насоса устройства управления подачи горячей воды в смесители, от ли ч ающа я с я тем,чтс с целью повышения надежности и производительности поточной линии, Фна снабжена блоками контроля весов, полной разгрузки и загрузки весов, готовности смесителей и продолжительности работы смесителей до увлажнения, причем чувствительныеэлементы весов соединены со входами блоков контроля полной разгрузки и загрузки весов и через блок контроля весов с исполнительными механизмами весов, выходы блоков контроля полной разгрузки и загрузки весов соединены с чувстви. тельными sjteMeHTaMH весов и с одним из входов блока контроля готовности смесителей., другие входы которого соединены с выходом блока контроля продолжительности работы смесителей до увлажнения, выход блока контроля готовности смесителей соединен с исполнительным механизмом рукавногй переключателя смесителей, блоком контроля полной загрузки весов и насосом устройства управления подачи горячей воды д смесители, а входы блока контроля пр(должительности работы смесителей до увлажнения соединены с датчиками положения затворов смесителей и согласующим устройством уровнемера бункера запаса шихты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления поточной линией для приготовления стекольной шихты | 1985 |
|
SU1276624A2 |
| Система управления поточной линией для приготовления стекольной шихты | 1983 |
|
SU1168517A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2028979C1 |
| Устройство для загрузки бункеров стекольной шихтой | 1990 |
|
SU1724553A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| Поточная линия для приготовления стекольной шихты | 1976 |
|
SU655659A1 |
| Устройство для дистанционного управления подвижным объектом | 1976 |
|
SU669375A1 |
| Установка комбинированного производства тепловой и электрической энергии на базе двигателя внутреннего сгорания с использованием древесной щепы в качестве исходного топлива | 2022 |
|
RU2778898C1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2008 |
|
RU2374188C1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |