1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гибких оболочковых лент двоякой кривизны.
Известно устройство для гибки сортового металла, содержащее профильную пространственную щель и привод подачи заготовки в щель 1.
Однако на нем невозможно изготовить тонкую гибкую ленту двоякой кривизны, так как заготовку проталкивают в щель продольной силой, нриложенной на значительном от щели расстоянии, что неизбежно приводит к потере устойчивости ленты, а расположение зоны изгибания неносредственно у входа в щель создает дополнительное условие для образования склада на ленте.
Наиболее близким решением из известных является устройство для придания поверхности плоской ленты формы двоякой кривизны, содержащее профильную калибрующую оправку, обрезиненный ролик, прижимающий ленту к оправке, узел торможения ленты перед входом ее на профильную оправку и две катушки для ленточной заготовки и сформованной ленты .
В известном устройстве образование оболочковой ленты двоякой кривизны происходит только за счет продольного растяжения. При появлении в отдельных точках ленты
напряжений сжатия процесс формования нарущается и образуются гофры, что не позволяет увеличить рельефность профиля ленты за счет разноименной схемы напрялсенного
состояния по сечению ленты.
Цель изобретения - улучшение условий деформирования ленточной заготовки.
Для этого станок снабжен неподвижно установленной матрицей и закрепленной с возможностью установочного перемещения направляющей, образующими своими рабочими поверхностями, обращенными одна к другой, криволинейную пространственную щель, соответствующую толщине ленточной заготовки,
при этом матрица имеет заходный цилиндрический, формующий и калибрующий участки, а направляющая - соответствующие Ц1гли11дрический и формующий участки. Для установочного перемещения оправки
относительно матрицы привод соединен с оправкой через плавающую кулачково-дисковую муфту.
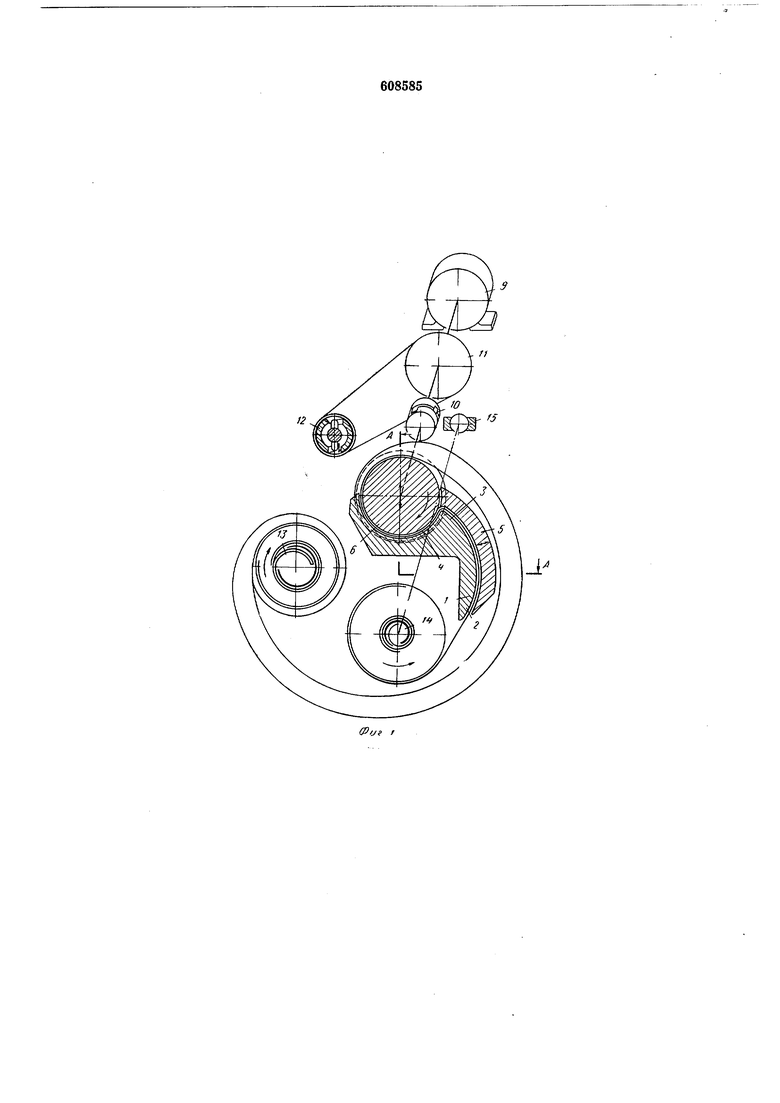
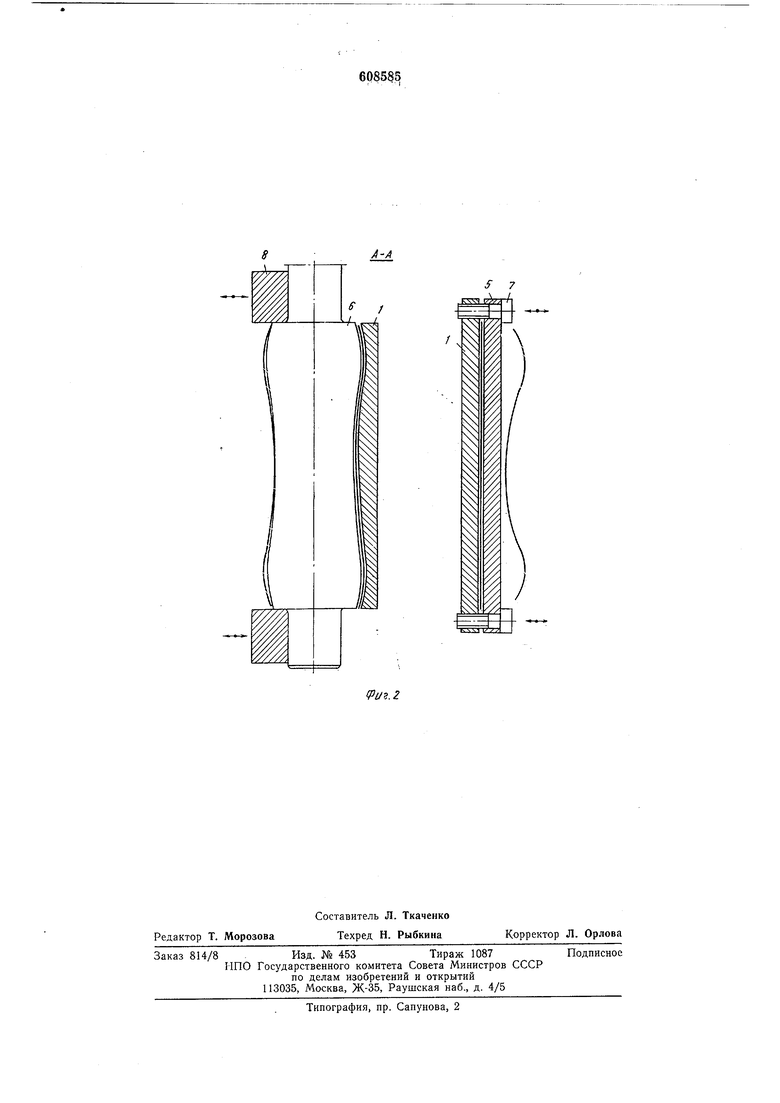
На фиг. 1 дана кинематическая схема станка; на фиг. 2 - сечение А-А на фиг. 1.
Станок содержит рабочий инструмент в виде закрепленной неподвижно на станине матрицы 1 с заходным цилиндрическим 2, формующим 3 и калибрующим 4 участками, плавно переходящими один в другой, направляющей 5 с цилиндрическим и формующим
участками, соответствующими участкам 2 и 3 матрицы профильной калибрующей оправки 6. Матрица 1, направляющая 5 и оправка 6 образз ют криволинейную пространственную щель для продвижения, формовки и калибровки в ней ленточной заготовки и имеет щирину, соответствующую толщине заготовки. Поджим направляющей 5 и оправки к ленте осзществляется посредством болтов 7 и прижимов 8. Оправка 6 связана с приводом 9 посредством плавающей кулачково-дисковой муфты 10. Привод 9 посредством передачи И с муфтой 12 предельного момента связан с катушкой 13 для сформованной ленты и еще с катущкой для ленточной заготовки 14, имеющей механизм 15 торможения.
Станок работает следующим образом.
Рулон ленточной заготовки 14 с катуп1кой закрепляют в гнезде станины, а конец заготовки подают в рабочую щель, в которой для облегчения подачи направляющая 5 отодвинута, а оправка 6 поднята, и -затем зажимают направляющей и оправкой.
Включают привод, и оправка 6 за счет силы трения протягивает заготовку через щель, формуя ее на участке 3 и калибруя на участке 4. Конец отформованной ленты защепляют в щели приемной катушки 13, которая затем сворачивает ленту в компактный рулон.
Данный станок более прост, менее металлоемок, чем известный станок и требует меньще энергии на формование ленты.
Формула изобретения
1.Станок для изготовления гибкой ленты двоякой кривизны, содержащий профильную
калиброванную оправку, кинематически связанную с приводом, отличающийся тем, что, с целью улучшения условий деформирования ленточной заготовки, он снабжен неподвижно установленной матрицей и закрепленной с возможностью установочного перемещения направляющей, образующими своими рабочими поверхностями, обращенными одна к другой, криволинейную пространственную щель, соответствующую толщине ленточной заготовки, при этом матрица имеет заходный цилиндрический формующий и калибрующий участки, а направляющая - соответствующие им цилиндрический и формующий участки.
2.Станок по п. 1, отличающийся тем, что, с целью установочного поперечного перемещения оправки относительно матрицы, привод соединен с оправкой через плавающую кулачково-дисковую муфту.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 123394, кл. В 21D 7/08, 1959.
2.Авторское свидетельство СССР №441749, кл. В 21D 11/20, 1972.
12
f 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гибкой ленты двойной кривизны | 1976 |
|
SU685384A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| Способ изготовления профильных деталей | 1982 |
|
SU1172628A1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Установка для навивки змеевиков | 1980 |
|
SU919781A1 |