1
Изобретение относится к области черной металлургии, а именно к производству многослойных листов.
Известен пакет, состоящий из двух слябов основного слоя, двух пластин плакирующего слоя Н соединительной рамки 1J.
Недостатком указанной конструкции является значительная разница между площадью заготовок основного и плакирующего слоев из-за наличия в пакете рамки, что приводит к большому перерасходу металла.
Наиболее близким по технической сущности является пакет для получения многослойных листов, состоящий из заготовок основного и плакирующего слоев и прямоугольной герметизирующей рамки шва.
Пакет выполнен в виде прямоугольной призмы, а отношение площади заготовки основного слоя к площадп герметизирующей рамки равно единице 2J.
Недостатком известного пакета является наличие в нем герметизирующей рамки шва, что приводит к повышенному расходу металла.
Целью изобретения является сокращение расхода металла без снижения прочности соединения слоев.
Это достигается тем, что в пакете, выполненном в виде прямоугольной призмы и состоящем из заготовок основного и плакирующего слоев, отношение площади заготовки основного слоя к площади заготовки плакирующего слоя равно единице.
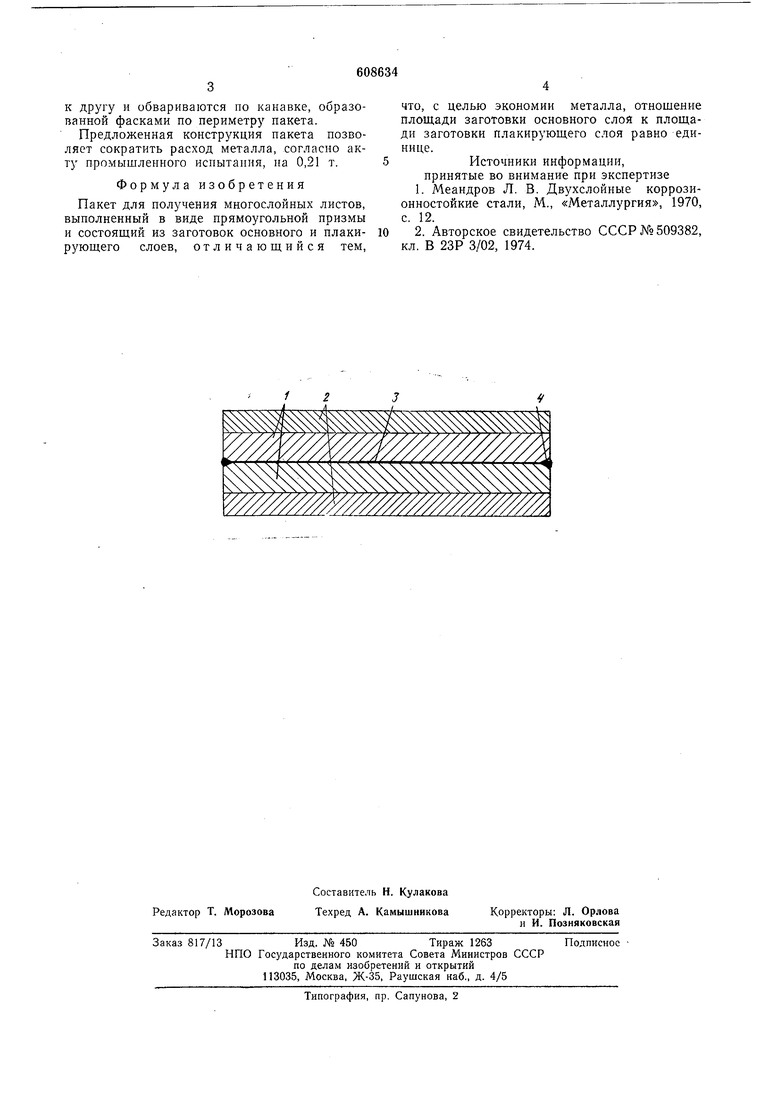
На чертеже изображен предлагаемый пакет.
Пакет состоит из заготовок основного слоя 1, заготовок плакирующего слоя 2, разделительного слоя 3, сварного шва 4.
Слои однородных металлов, подлежащие обварке по периметру, выполнены с фаской под углом 30-45°, который выбран из условий получения качественного сварного шва. Угол менее 30° приводит к непровару слоев
металла в корне шва, а угол более 45 экономически нецелесообразен, так как приводит к дополнительному расходу металла свариваемых слоев и электродов. Заготовка плакирующего слоя предварительно соединяется с заготовкой основного слоя, например, сваркой взрывом. Перед сборкой пакета на контактируемую поверхность однородных металлов наносится разделительный слой. С целью предотвращения пзгиба в процессе нагрева и прокатки пакет собирается из четного количества пар предварительно соединенных между собой заготовок основного и плакирующего слоев. Предварительно плакированные заготовки
складываются однородными металлами друг
к другу и обвариваются по канавке, образованной фасками по периметру пакета.
Предложенная конструкция пакета позволяет сократить расход металла, согласно акту промышленного испытания, на 0,21 т.
Формула изобретения
Пакет для получения многослойных листов, выполненный в виде прямоугольной призмы и состоящий из заготовок основного и плакирующего слоев, отличающийся тем,
что, с целью экономии металла, отношение площади заготовки основного слоя к площади заготовки плакирующего слоя равно единице.
Источники информации, принятые во внимание при экспертизе
1.Меандров Л. В. Двухслойные коррозионностойкие стали, М., «Металлургия, 1970, с. 12.
2.Авторское свидетельство СССР №509382, кл. В 23Р 3/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Пакет для производства многослойных листов | 1983 |
|
SU1191231A1 |
| Пакет для получения многослойных листов | 1987 |
|
SU1523285A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2002 |
|
RU2225781C2 |
| Пакет для получения двухслойныхлиСТОВ | 1979 |
|
SU812478A1 |
| Способ сборки пакета для получения многослойных листов | 1985 |
|
SU1450944A1 |
