Данное изобретение относится к устройству и способу для вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса лопаток, в частности компрессорных лопаток.
В газовых и паровых турбинах расположенные в диске рабочего колеса компрессора компрессорные лопатки подвергаются износу, поэтому после определенных интервалов работы их необходимо заменять в рамках проверки. Для этого сначала извлекают диски рабочего колеса компрессора из турбины, после чего компрессорные лопатки в большинстве случаев удаляют на месте и заменяют новыми компрессорными лопатками.
Компрессорные лопатки удерживаются с геометрическим замыканием с помощью выполненных в форме ласточкина хвоста хвостовиков лопаток в имеющих соответствующую форму и выполненных в диске рабочего колеса компрессора канавках. Защита компрессорных лопаток от осевого сдвига в соответствующих канавках осуществляется либо с помощью стопорных шайб, либо посредством тиснения двух стопорных выступов на краях соответствующей канавки.
Освобождение компрессорных лопаток из диска рабочего колеса компрессора в рамках проверки газовой, соответственно паровой турбины осуществляется до настоящего времени посредством вытеснения вручную. Для этого извлеченные диски рабочего колеса компрессора сначала укладывают горизонтально ступицей на подложку. Затем два рабочих с помощью медных пальцев и соответствующих ударов молотком вытесняют последовательно лопатки. При этом один рабочий удерживает, как правило, обмотанный протирочной тряпкой медный палец и приставляет его к хвостовику лопатки. Второй рабочий ударяет кувалдой весом 5, соответственно 10 кг по медному пальцу. В зависимости от величины хвостовика лопатки и высоты лопатки, а также натяга в посадке и времени работы турбины требуется между 20 и 50 ударов для выбивания одной лопатки. Физическая нагрузка рабочих и опасность травмирования высоки. Кроме того, может быть поврежден диск рабочего колеса компрессора при выбивании вручную.
Если этим методом лопатки не поддаются вытеснению, то лопатки обрезают позади хвостовика лопатки. Затем необходимо в каждом хвостовике лопатки диска рабочего колеса компрессора снаружи с помощью дисковой фрезы фрезеровать разгрузочную канавку с целью обеспечения затем возможности вытеснения лопатки. Поскольку подходящие фрезерные станки, как правило, отсутствуют в электростанции и в ближайшем окружении, то часто возникают длинные пути транспортировки туда и обратно дисков рабочего колеса компрессора. За счет этого увеличивается длительность проверки, что связано с соответствующими расходами. Кроме того, замедляется ввод снова в строй газовой, соответственно паровой турбины.
После вытеснения компрессорных лопаток их необходимо заменять новыми компрессорными лопатками. Они также должны быть защищены от осевого сдвига, что осуществляется посредством тиснения соответствующего защитного выступа на нижней и верхней стороне хвостовика лопатки. Для этого в настоящее время используется отдельная машина в виде мобильного устройства тиснения, которую приходится доставлять самолетом к соответствующей строительной площадке.
Исходя из этого уровня техники, задачей данного изобретения является создание альтернативного вытеснительного устройства для вытеснения удерживаемых с геометрическим замыканием на диске рабочего колеса лопаток, а также альтернативного способа вытеснения, в котором, в частности, уменьшается физическая нагрузка рабочих, а также опасность несчастных случаев, уменьшаются затраты времени и стоимость вытеснения и время простоя газовой, соответственно паровой турбины, уменьшается количество требуемых для проведения проверки машин, и можно осуществлять без проблем транспортировку требующихся машин для вытеснения и замены лопаток на месте.
Для решения этой задачи данное изобретение предлагает вытеснительное устройство для вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса турбины лопаток, в частности компрессорных лопаток, содержащее станину, поворотный стол, в частности подъемный поворотный стол, и удерживаемый на станине ударный блок с вытеснительным штампом и воздействующим на него ударным механизмом. Диск рабочего колеса, в котором удерживаются подлежащие вытеснению лопатки, можно монтировать соответствующим образом на поворотном столе, после чего можно последовательно полуавтоматически или автоматически вытеснять отдельные лопатки с помощью вытеснительного штампа ударного блока и воздействующего на него ударного механизма. За счет вытеснительного устройства согласно изобретению рабочий, выполняющий вытеснение лопаток, почти или совсем физически не нагружается. Опасность несчастных случаев по сравнению с вытеснением вручную также существенно ниже. Кроме того, обеспечивается очень высокое качество процесса, при этом опасность повреждения диска рабочего колеса компрессора минимальна. Кроме того, мало вероятно, что потребуется отрезание лопаток позади хвостовика лопатки или фрезерование хвостовика лопатки. Кроме того, затраты времени и стоимость вытеснения лопаток с применением вытеснительного устройства согласно изобретению очень малы, что также сопровождается небольшим временем простоя и небольшой стоимостью простоя турбины в рамках проверки.
Согласно одному варианту выполнения данного изобретения ударный блок имеет воздействующий на вытеснительный штамп цилиндр предварительного прижимания, с помощью которого вытеснительный штамп с заданным давлением предварительно прижимается к подлежащей вытеснению лопатке. С помощью такого цилиндра предварительного прижимания можно создавать большую часть требуемой для вытеснения силы, которая через вытеснительный штамп прикладывается к лопатке. Так, например, можно силу предварительного прижимания выбирать так, что она находится в диапазоне между 70% и 90% требуемой вытеснительной силы, в то время как остальная небольшая доля вытеснительной силы создается с помощью ударного механизма, что обеспечивает возможность очень точного управления способом вытеснения.
Предпочтительно предусмотрено по меньшей мере одно управляющее приспособление, с помощью которого обеспечивается возможность установки оператором давления предварительного прижимания цилиндра предварительного прижимания и/или ударной энергии ударного механизма, и/или частоты ударов ударного механизма, при этом давление предварительного прижимания можно устанавливать, в частности, в диапазоне между 0 бар и 250 бар. Соответственно оператор может устанавливать, соответственно согласовывать в соответствии с необходимостью соответствующий параметр во время процесса вытеснения.
Согласно одному варианту выполнения данного изобретения предусмотрен блок управления машины и по меньшей мере один измеряющий давление предварительного прижимания цилиндра предварительного прижимания датчик, который передает измеренное давление предварительного прижимания в виде выходных сигналов предварительного прижимания в блок управления машины, при этом блок управления машины выполнен так, что он изменяет давление предварительного прижимания цилиндра предварительного прижимания и/или ударную силу ударного механизма и/или ударную энергию ударного механизма в зависимости от принимаемых выходных сигналов предварительного прижимания. Другими словами, с помощью блока управления машины и по меньшей мере одного датчика реализуется автоматическое управление, соответственно регулирование процесса вытеснения.
Цилиндр предварительного прижимания предпочтительно является гидравлическим цилиндром. Такой гидравлический цилиндр оказался особенно целесообразным.
Согласно одному варианту выполнения данного изобретения цилиндр предварительного прижимания имеет проходящий насквозь поршневой шток и расположен между ударным механизмом и вытеснительным штампом так, что ударный механизм воздействует на один конец поршневого штока, и что другой конец поршневого штока воздействует на вытеснительный штамп. Таким образом, достигается особенно простая и недорогая конструкция.
Ударный механизм предпочтительно имеет пневматический ударный цилиндр.
Согласно одному варианту выполнения данного изобретения вытеснительный штамп установлен маятниковым образом в приемной головке, так что обеспечивается возможность отклонения вытеснительного штампа, в частности в обоих направлениях, поперек его продольной оси. Таким образом, предотвращается повреждение вытеснительного штампа, когда на него воздействуют боковые силы. Угол отклонения можно контролировать во время процесса вытеснения с помощью соответствующих датчиков. Так, например, соответствующий датчик для каждого направления отклонения может быть расположен в приемной головке.
Согласно одному варианту выполнения данного изобретения предусмотренная на свободном конце вытеснительного штампа вершина вытеснительного штампа выполнена округленной, в частности, в форме полушара. Выполненная так вершина вытеснительного штампа прикладывается к хвостовику подлежащей вытеснению лопатки. Для предотвращения во время вытеснения соскальзывания вершины вытеснительного штампа с хвостовика лопатки, перед началом процесса вытеснения в хвостовике лопатки предпочтительно фрезеруют канавку, в которую входит вершина вытеснительного штампа во время вытеснения. При этом форма основания канавки предпочтительно согласована с формой вершины вытеснительного штампа, так что достигается частично геометрическое замыкание.
Согласно альтернативному варианту выполнения данного изобретения предусмотренная на свободном конце вытеснительного штампа вершина вытеснительного штампа выполнена U-образной или V-образной для приема шейки подлежащей вытеснению лопатки. В этом случае вершина вытеснительного штампа для вытеснения лопаток устанавливается на шейке лопатки так, что вершина вытеснительного штампа частично охватывает шейку лопатки. От выполнения канавки на хвостовике лопатки можно соответственно отказаться.
Ударный блок предпочтительно удерживается с возможностью поворота на части станины с помощью регулировочного блока. С помощью такого регулировочного блока можно оптимально ориентировать ударный блок относительно подлежащих вытеснению лопаток.
Согласно одному варианту выполнения данного изобретения вытеснительное устройство содержит зажимной блок, который выполнен и предназначен для опоры удерживаемого на поворотном столе диска рабочего колеса при вытеснении лопаток. Зажимной блок служит прежде всего для нейтрализации возникающих при вытеснении сил реакции с целью предотвращения сдвига диска рабочего колеса компрессора во время вытеснения.
Зажимной блок предпочтительно имеет регулировочное устройство, которое выполнено так, что оно по меньшей мере частично обеспечивает возможность движения зажимного блока радиально относительно поворотного стола. В соответствии с этим зажимной блок можно применять для дисков рабочего колеса с различными диаметрами.
Зажимной блок предпочтительно удерживается с возможностью поворота на станине, в частности на удерживающей части станины, которая закреплена с возможностью поворота на верхней части станины. В соответствии с этим зажимной блок может быть ориентирован центрально относительно средней оси диска рабочего колеса компрессора.
Согласно одному варианту выполнения данного изобретения зажимной блок имеет внутренний и один или несколько верхних удерживающих плунжеров, которые установлены с возможностью перемещения друг к другу и друг от друга, в частности с помощью шпиндельного привода или гидравлического цилиндра. В соответствии с этим можно размещать диск рабочего колеса компрессора между этими удерживающими плунжерами.
Согласно другому варианту выполнения данного изобретения вытеснительное устройство содержит чеканочный блок, который, в частности, выполнен вместе с зажимным блоком в виде чеканочно-зажимного блока. Чеканочное устройство служит для фиксации заменяющих вытесненные лопатки новых лопаток с помощью чеканки диска рабочего колеса. Снабжение вытеснительного устройства таким чеканочным блоком предпочтительно потому, что не требуется отдельная чеканочная машина. Предпочтительно в удерживающих плунжерах интегрированы чеканочные штампы, что приводит к очень простой и дешевой конструкции.
Согласно другому варианту выполнения данного изобретения вытеснительное устройство содержит фрезерный блок. С помощью такого фрезерного блока можно удалять по меньшей мере большей частью зоны тиснения перед процессом вытеснения. Кроме того, с помощью такого фрезерного блока можно перед выполнением процесса вытеснения выполнять в хвостовике подлежащей вытеснению лопатки канавку, которая служит для приема вытеснительного штампа. При этом форма канавки предпочтительно соответствует по существу форме вытеснительного штампа. С помощью такой канавки можно предотвращать случайное соскальзывание вытеснительного штампа с подлежащей вытеснению лопатки.
Фрезерный блок предпочтительно удерживается на станине, в частности на удерживающей части станины, с возможностью поворота с помощью многозвенного шарнирного рычага между рабочим положением и нерабочим положением. В соответствии с этим фрезерный блок можно поворачивать внутрь и наружу в зависимости от потребности.
Фрезерный блок предпочтительно выполнен так, что он в своем рабочем положении может опираться на среднюю ось поворотного стола. За счет дополнительной опоры достигается очень хорошая жесткость фрезерного блока во время процесса фрезерования.
Предпочтительно фрезерный блок имеет фиксирующее приспособление для фиксации поворотных шарниров шарнирного рычага. С помощью такого фиксирующего приспособления обеспечивается дополнительная жесткость фрезерного блока во время фрезерной обработки.
Предпочтительно фрезерный блок имеет по меньшей мере две оси движения фрезы для перемещения фрезерной головки.
Предпочтительно предусмотрена горизонтальная ось движения фрезы, которая расположена на одном из звеньев шарнирного рычага так, что направление подлежащей фрезерованию канавки постоянно проходит через среднюю ось поворотного стола.
Предпочтительно предусмотрена вертикальная ось движения фрезы, с помощью которой реализуется движение подачи.
Привод осей движения фрезы можно осуществлять вручную или с помощью соответствующих двигателей.
Согласно одному варианту выполнения данного изобретения станина имеет базовую часть станины, нижнюю часть станины, которая удерживается на базовой части станины с возможностью движения с помощью линейной направляющей, верхнюю часть станины, которая закреплена на нижней части станины с возможностью поворота и разъемно, удерживающую часть станины, которая удерживается с возможностью поворота и разъемно на нижней части станины, и часть станины для ударного блока, которая разъемно удерживается на верхней части станины, при этом базовая часть станины предпочтительно разделена на разъемно соединенные друг с другом участки базовой части станины. Такое разделение станины на отдельные разъемно соединенные друг с другом части станины имеет то преимущество, что вытеснительное устройство можно соответствующим образом разбирать для транспортировки. Другими словами вытеснительное устройство разделено на отдельные транспортные блоки, которые можно транспортировать просто и с экономией места.
Кроме того, данное изобретение предлагает способ вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса лопаток, в частности компрессорных лопаток, в котором лопатки вытесняют с применением вытеснительного устройства согласно изобретению.
Предпочтительно давление предварительного прижимания цилиндра предварительного прижимания и/или ударную энергию ударного механизма, и/или частоту ударов ударного механизма изменяют во время вытеснения лопатки, что можно осуществлять вручную, полуавтоматически или полностью автоматически. Другими словами, указанные параметры согласовывают с соответствующими требованиями процесса вытеснения.
Согласно одному варианту выполнения способа согласно изобретению тисненые зоны хвостовика подлежащей вытеснению лопатки перед вытеснением лопатки по меньшей мере частично удаляют с помощью фрезы, с целью упрощения процесса вытеснения.
Предпочтительно на верхней стороне хвостовика подлежащей вытеснению лопатки перед вытеснением фрезеруют углубление, которое во время вытеснения лопатки служит в качестве опоры для вытеснительного штампа и противодействует соскальзыванию вытеснительного штампа.
Другие преимущества и признаки данного изобретения поясняются ниже на основе описания вытеснительного устройства согласно одному варианту выполнения данного изобретения, со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - вытеснительное устройство согласно одному варианту выполнения данного изобретения, которое имеет модульную конструкцию, в изометрической проекции сбоку;
фиг. 2 - первый модуль показанного на фиг. 1 вытеснительного устройства, в изометрической проекции сбоку;
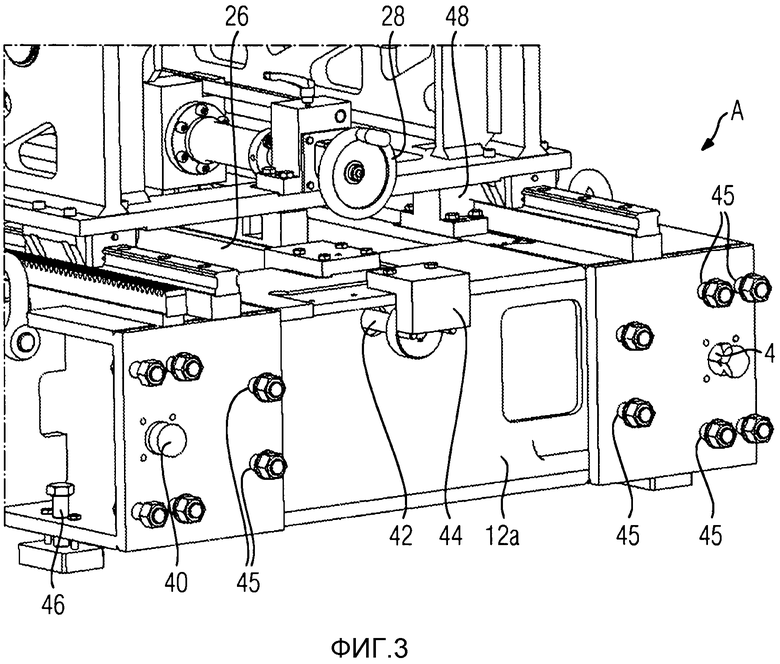
фиг. 3 - часть показанного на фиг. 2 первого модуля, в изометрической проекции сзади;
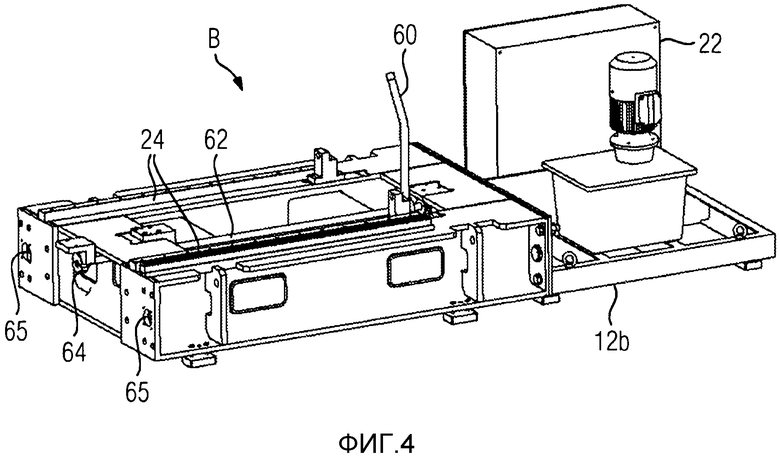
фиг. 4 - второй модуль показанного на фиг. 1 вытеснительного устройства, в изометрической проекции сбоку;
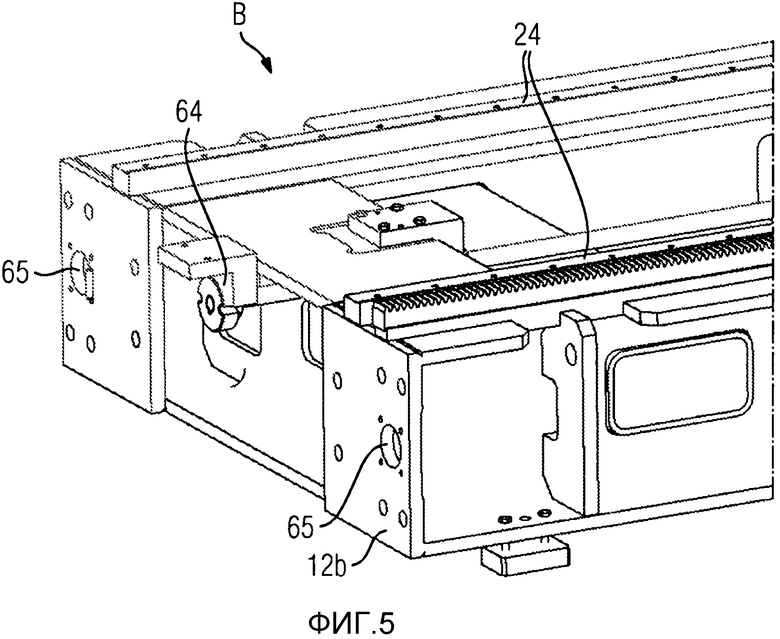
фиг. 5 - часть показанного на фиг. 4 второго модуля, в изометрической проекции сзади;
фиг. 6 - третий модуль показанного на фиг. 1 вытеснительного устройства, при этом третий модуль расположен лежащим в транспортировочном устройстве, в изометрической проекции сбоку;
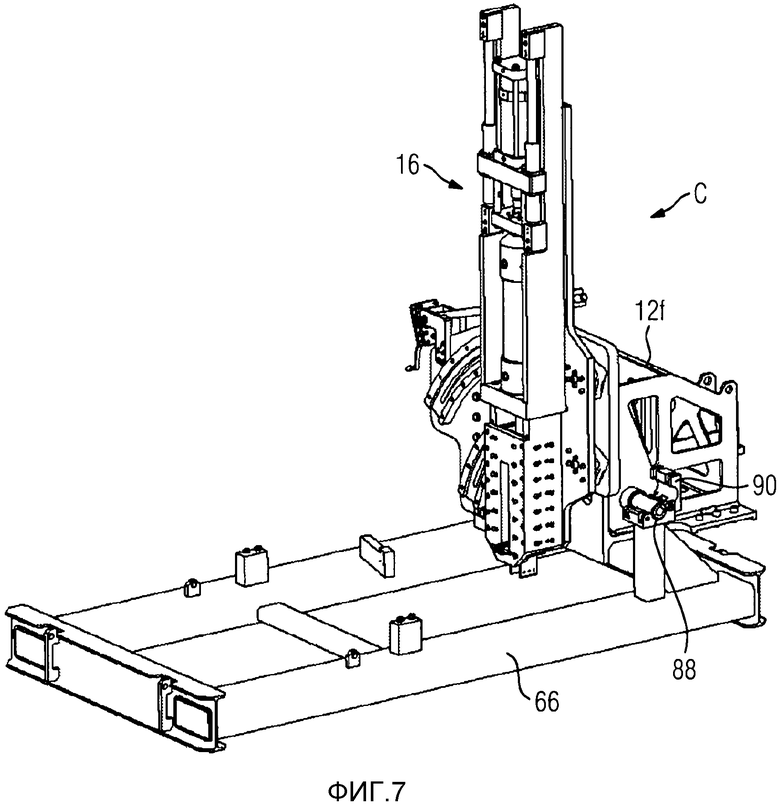
фиг. 7 - показанный на фиг. 6 третий модуль, который внутри транспортировочного устройства повернут в вертикальное положение, в изометрической проекции сбоку;
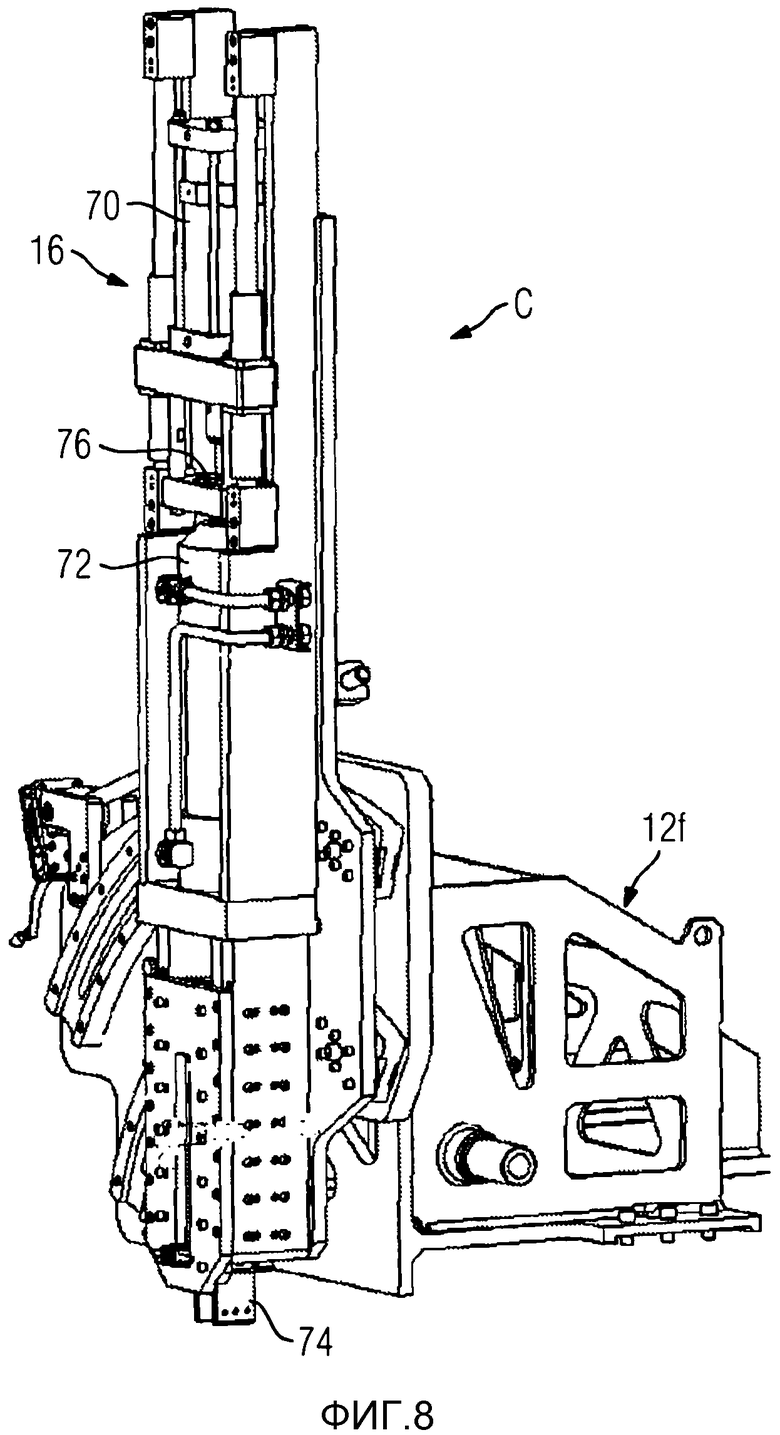
фиг. 8 - извлеченный из транспортировочного устройства третий модуль, в изометрической проекции сбоку;
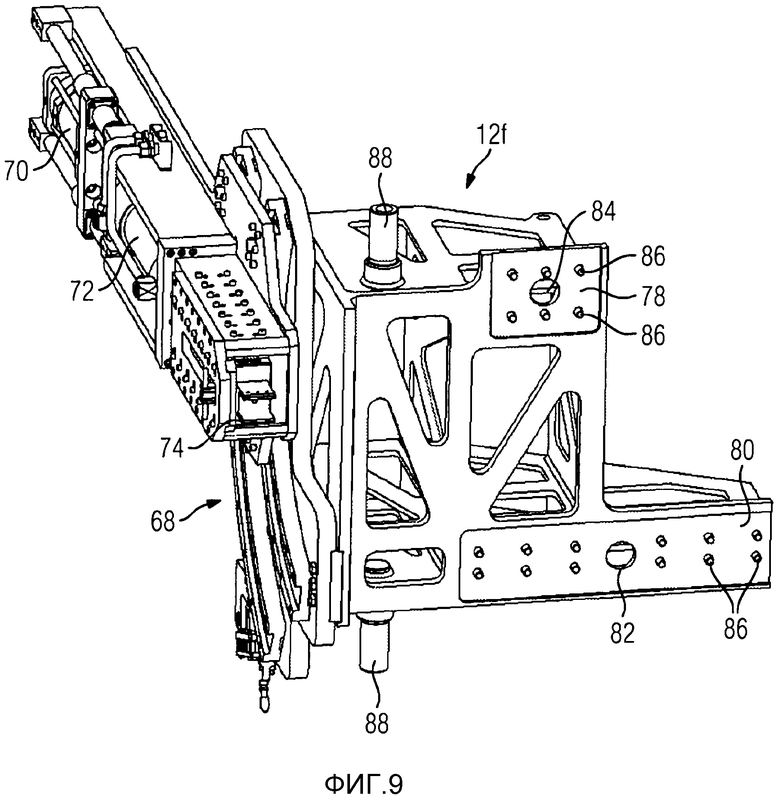
фиг. 9 - показанный на фиг. 8 третий модуль, в изометрической проекции снизу;
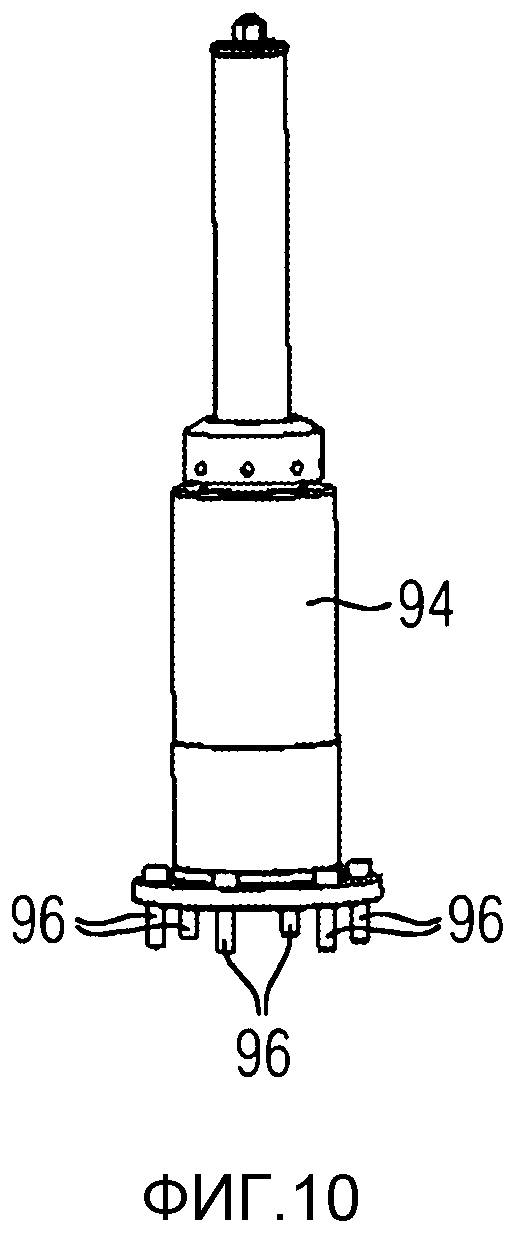
фиг. 10 - опорный элемент, в изометрической проекции;
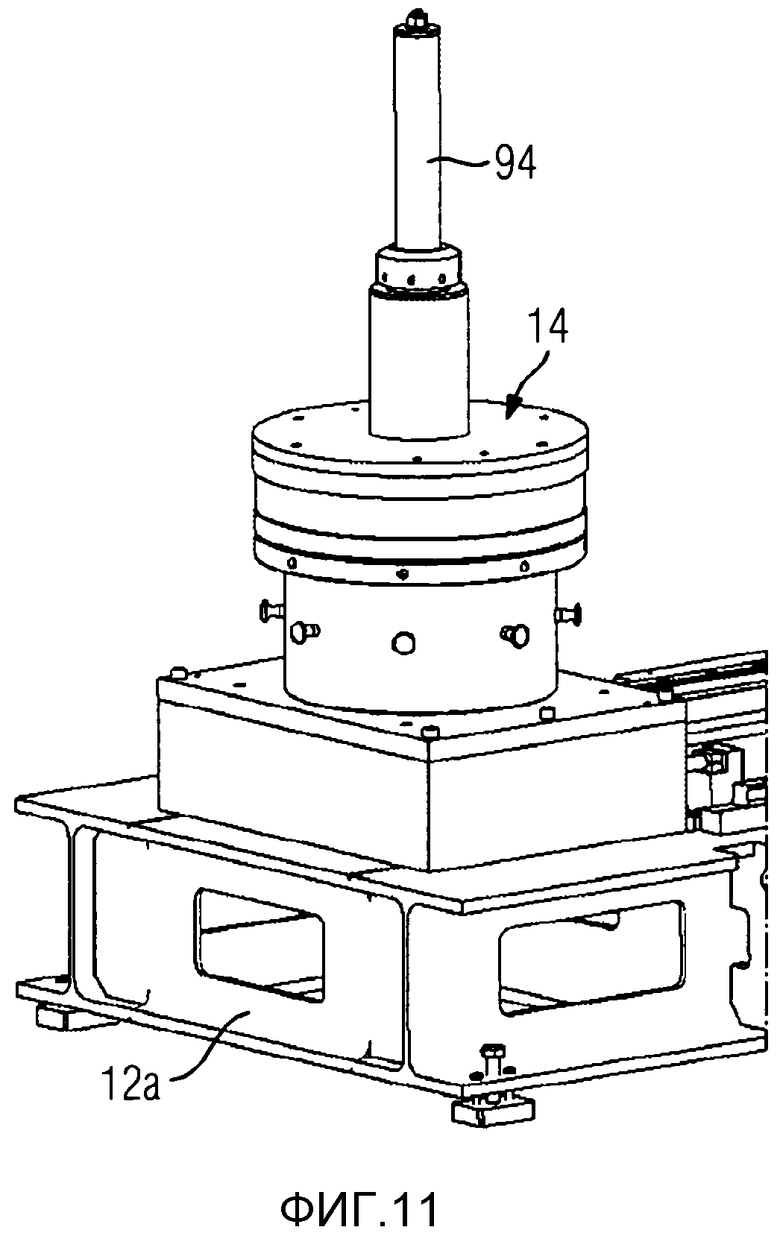
фиг. 11 - часть первого модуля, на котором расположен показанный на фиг. 10 опорный элемент, в изометрической проекции;
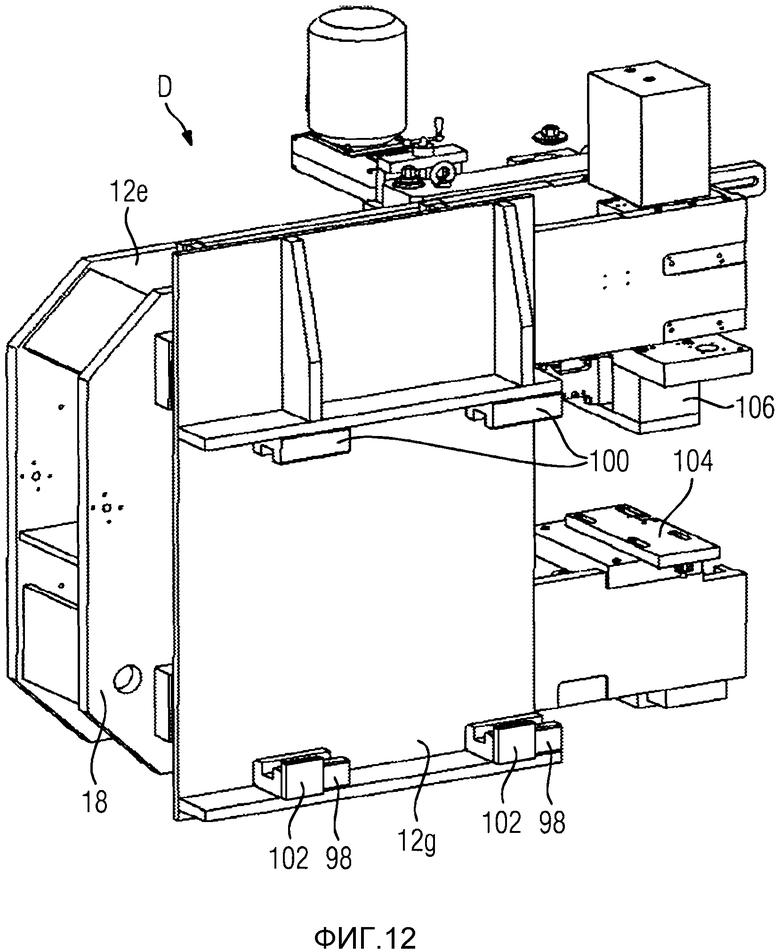
фиг. 12 - четвертый модуль показанного на фиг. 1 вытеснительного устройства, в изометрической проекции сбоку;
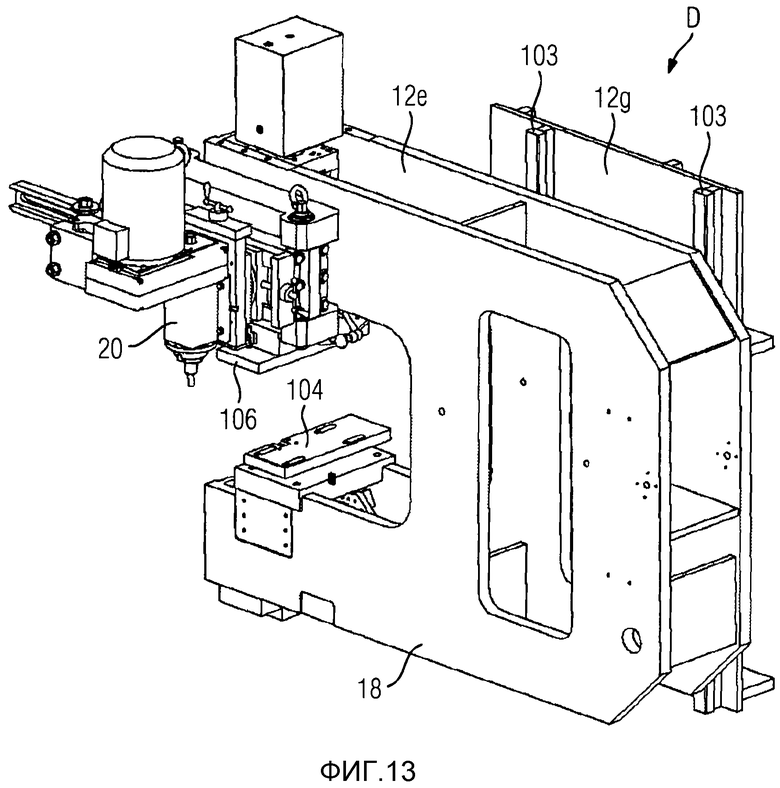
фиг. 13 - показанный на фиг. 12 четвертый модуль с расположенным на нем фрезерным блоком, в изометрической проекции сверху;
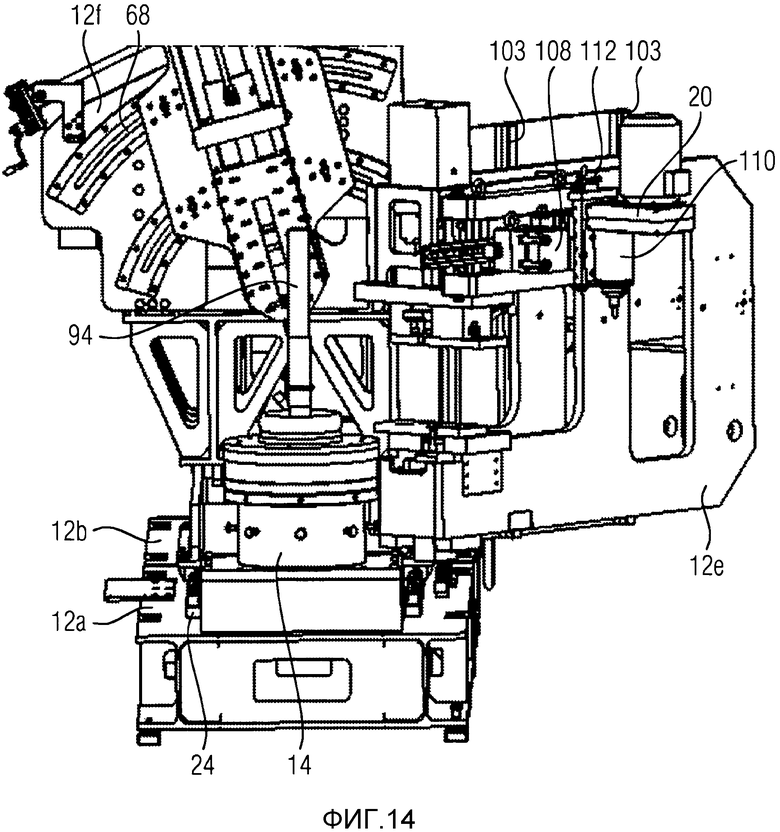
фиг. 14 - часть показанного на фиг. 1 вытеснительного устройства, в котором фрезерный блок находится в своем рабочем положении, в изометрической проекции спереди;
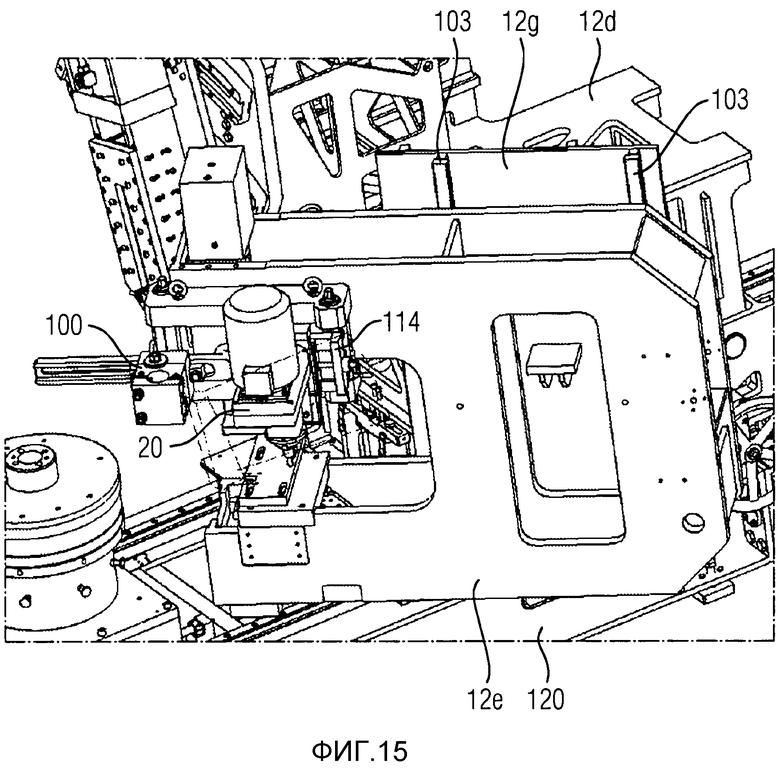
фиг. 15 - часть показанного на фиг. 1 вытеснительного устройства, в котором фрезерный блок находится в своем нерабочем положении, в изометрической проекции.
На фиг. 1-15 показано вытеснительное устройство 10 согласно одному варианту выполнения данного изобретения, которое служит для вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса турбины лопаток, в частности для вытеснения компрессорных лопаток. Вытеснительное устройство 10 содержит станину 12, которая разделена на несколько частей станины. Точнее, станина 12 имеет переднюю базовую часть 12а станины, разъемно соединенную с ней заднюю базовую часть 12b станины, нижнюю часть 12с станины, которая удерживается с возможностью движения на передней базовой части 12а с помощью линейной направляющей 24, верхнюю часть 12d станины, которая закреплена с возможностью поворота и разъемно на нижней части 12с станины, удерживающую часть 12е станины, которая удерживается с возможностью поворота и разъемно на верхней части 12d станины, и часть 12f станины для ударного блока, которая смонтирована разъемно на верхней части 12d станины. Другие основные компоненты вытеснительного устройства образуют подъемный поворотный стол 14, ударный блок 16, чеканочно-зажимной блок 18, фрезерный блок 20 и шкаф 22 с приборами управления.
Для обеспечения возможности простой транспортировки вытеснительного устройства он разделен по существу на четыре отдельных модуля А, В, С и D, которые могут быть разъемно соединены друг с другом, с целью получения показанной на фиг. 1 общей конструкции вытеснительного устройства 10.
На фиг. 2 и 3 показан первый модуль А, который содержит базовую часть 12а станины, нижнюю часть 12с станины, верхнюю часть 12d станины, переднюю часть линейной направляющей 24, удерживаемую на линейной направляющей 24 с возможностью движения вперед и назад нижнюю часть 12с и подъемный поворотный стол 14.
Перемещение служащей в качестве салазок нижней части 12с станины осуществляется вдоль линейной направляющей 24 вручную. При этом нижнюю часть 12с станины можно блокировать с помощью блокировочной пластины 26 в трех положениях на передней базовой части 12а станины и нижней базовой части 12b станины. Таким образом, весь диапазон перестановки нижней части 12с станины вдоль линейной направляющей 24 разделен на три части перестановки. Затем окончательное позиционирование нижней части 12с в соответствующих частичных зонах перестановки осуществляется с помощью не изображенного шпинделя с трапецеидальной резьбой, который приводится в действие вручную с помощью расположенного на задней стороне нижней части 12с станины маховика 28. При этом в качестве ориентации служит не изображенный указатель положения. За счет этого указателя положения можно просто снова находить однажды определенное положение нижней части 12с станины.
В качестве альтернативного решения перестановку вручную нижней части 12с станины вдоль линейной направляющей 24 можно осуществлять также посредством электромеханической перестановки с помощью серводвигателя или синхронного электродвигателя или с помощью гидравлического цилиндра. Соответствующие оси перестановки могут быть снабжены системами измерения пути. В этом случае соответствующие участки пути могут указываться с помощью цифрового индикатора непосредственно на дисплее.
Фиксацию нижней части 12с станины в рабочем положении можно осуществлять по всем осям с помощью установленных на соответствующих поршневых штоках зажимных приспособлений.
Верхняя часть 12d станины удерживается с возможностью поворота вокруг поворотной оси 37 на нижней части 12с станины. Поворотное движение вокруг поворотной оси 37 осуществляется с помощью не изображенного гидравлического цилиндра и служит в качестве компенсации собственного веса всех удерживаемых на верхней части 12d станины компонентов.
Сбоку на верхней части 12d станины удерживается поворотное приспособление 38, которое, как будет пояснено ниже, служит для приема чеканочно-зажимного блока 18 и обеспечивает возможность поворота вокруг вертикальной поворотной оси 32. Поворот осуществляется в данном случае вручную. Понятно, что перестановка вручную может быть также в данном случае заменена электромеханической или гидравлической перестановкой. На поворотном приспособлении 30 выполнены проходящие горизонтально направляющие планки 36 и 38, которые обеспечивают возможность движения перестановки удерживаемого на поворотном приспособлении 30 чеканочно-зажимного блока 18 радиально относительно подъемного поворотного стола 14, как будет еще пояснено ниже.
Подъемный поворотный стол 14 служит для размещения дисков рабочего колеса компрессора. Он состоит из подъемной части и поворотной части, которые, однако, здесь не изображены. Подъемная часть имеет стабильную вертикальную направляющую с гидравлическим цилиндром. За счет перестановки гидравлического цилиндра можно компенсировать различия в толщине дисков рабочего колеса компрессора. Для того чтобы гидравлический цилиндр при длительной нагрузке за счет соответствующих утечек в уплотнениях не изменял своего удерживающего положения, подъемный поворотный стол 14 снабжен прочным опорным кольцом, которое предотвращает медленное опускание диска рабочего колеса компрессора. Для точного позиционирования углового положения диска рабочего колеса компрессора относительно ударного механизма 16 гнездо подъемного поворотного стола снабжено поворотной частью. С помощью этой поворотной части можно позиционировать диск рабочего колеса компрессора относительно ударного механизма 16. В качестве альтернативного решения позиционирование диска рабочего колеса компрессора можно осуществлять также с помощью интегрированного в подъемный поворотный стол 14 сервопривода.
Для обеспечения возможности разъемного соединения передней базовой части 12а станины с задней базовой частью 12b станины передняя базовая часть 12а на своей задней стороне снабжена приемным пальцем 40, соединенной с блокировочной пластиной 26 соединительной частью 42 и стопором 44 вращения. Кроме того, выполнено множество сквозных отверстий 45, которые служат для приема винтов, с целью винтового соединения передней базовой части 12а с задней базовой частью 12b. С помощью винтов 46 для юстировки по высоте можно немного перемещать вверх и вниз заднюю зону передней базовой части 12а, с целью реализации при монтаже согласования по высоте между передней базовой частью 12а и задней базовой частью 12b. Кроме того, вблизи линейной направляющей 24 предусмотрены транспортировочные стопоры 48, которые предотвращают сдвиг нижней части 12с станины вдоль линейной направляющей 24 во время транспортировки модуля А.
Для размещения и крепления части 12f станины для ударного механизма на верхней стороне верхней части 12d станины образованы проходящие по существу горизонтально поверхности 50 и 52 прилегания, на каждой из которых выступает вверх соответствующий приемный палец 54, соответственно 56. Кроме того, поверхности прилегания снабжены рядом сквозных отверстий 58, которые служат для приема винтов, с целью неподвижного крепления с помощью винтов части 12f станины для ударного механизма на верхней части 12d станины.
На фиг. 4 и 5 показан второй модуль В, который состоит по существу из задней базовой части 12b станины, расположенной на ней задней части линейной направляющей 24 и распределительного шкафа 22. Между линейной направляющей 24 и распределительным шкафом 22 расположен исполнительный рычаг 60 для приведения в действие блокировочной пластины 26. Исполнительный рычаг 60 соединен с рычажным механизмом 62, на свободном конце которого расположена другая соединительная часть 64, которую можно приводить в зацепление с соединительной частью 42 модуля А. Для размещения приемного пальца 40 модуля А на передней стороне задней базовой части 12b станины предусмотрены приемные отверстия 65 в соответствующих положениях.
На фиг. 6-9 показан третий модуль С, который на фиг. 6 и 7 удерживается в транспортировочном устройстве 66. Модуль С состоит по существу из верхней части 12d станины, на которой с помощью поворотного приспособления 68 удерживается с возможностью поворота по дуге ударный блок 16.
Ударный блок 16 содержит при рассматривании сверху вниз ударный механизм 70, который образован пневматическим ударным цилиндром, образованный с помощью гидравлического цилиндра цилиндр 72 предварительного прижимания и вытеснительный штамп 74. Цилиндр 72 предварительного прижимания содержит проходной поршневой шток 76, на верхний свободный конец которого воздействует ударный механизм 70, при этом на нижнем свободном конце удерживается вытеснительный штамп 74. Цилиндр 72 предварительного прижимания служит для предварительного прижимания вытеснительного штампа 74 во время процесса вытеснения к подлежащей вытеснению лопатке с заданным давлением предварительного прижимания, которое в данном случае может быть установлено рабочим с помощью не изображенного исполнительного приспособления между 0 бар и 250 бар. Можно также изменять вручную ударную энергию и частоту ударов ударного механизма 70 с помощью этого исполнительного приспособления.
В качестве альтернативного решения возможно также предусмотрение блока управления машины и по меньшей мере одного измеряющего давление предварительного прижимания цилиндра 72 датчика, который передает измеренное во время процесса вытеснения давление предварительного прижимания в виде сигналов предварительного прижимания в блок управления машины, при этом блок управления машины выполнен так, что он изменяет давление предварительного прижимания цилиндра 72 и/или ударную силу, и/или ударную энергию ударного механизма 70 в зависимости от принимаемых сигналов давления предварительного прижимания. Таким образом, можно выполнять полуавтоматическое или полностью автоматическое регулирование воздействующих со стороны вытеснительного штампа 74 во время процесса вытеснения на подлежащую вытеснению лопатку сил.
Вытеснительный штамп 74 установлен с помощью не изображенной приемной головки с возможностью качательного движения на нижнем свободном конце поршневого штока 76 цилиндра 72 предварительного прижимания, с целью предотвращения повреждения вытеснительного штампа 74 на основании воздействующих на него сбоку сил. Свободный конец вытеснительного штампа 74 выполнен в данном случае при рассматривании в поперечном сечении V-образным, за счет чего уменьшается опасность соскальзывания вытеснительного штампа 74 с подлежащей вытеснению лопатки.
Для крепления третьего модуля C на втором модуле В нижняя сторона части 12f станины для ударного блока снабжена двумя поверхностями 78 и 80 прилегания, положения которых соответствуют положениям поверхностей 50 и 52 прилегания верхней части 12d станины. Для размещения приемных пальцев 54 и 56 верхней части 12d станины поверхности 78 и 80 прилегания снабжены соответствующими приемными отверстиями 82 и 84. Кроме того, на поверхностях 78 и 80 прилегания части 12f станины для ударного блока выполнены сквозные отверстия 86, положение которых соответствует сквозным отверстиям 58 поверхностей 50 и 52 прилегания верхней части 12d станины. В соответствии с этим верхнюю часть 12d станины и часть 12f станины для ударного блока можно свинчивать друг с другом.
Для транспортировки третьего модуля С он может быть расположен, как показано на фиг. 6, в транспортировочном устройстве 66. При этом третий модуль С опирается выступающими в стороны из верхней части 12d станины цапфами 88 на соответствующие снабженные зажимом поворотные шарниры транспортировочного устройства 66. Фиксация модуля С в транспортировочном устройстве 66 осуществляется дополнительно с помощью разъемно свинченной с транспортировочным устройством 66 удерживающей скобы 92.
На фиг. 10 показан опорный элемент 94, который служит для опоры фрезерного блока 20 во время процесса вытеснения. Опорный элемент 94 монтируется при первоначальном монтаже с помощью соответствующих винтов 96 на подъемном поворотном столе 14, как показано на фиг. 11. При этом продольная ось опорного элемента 94 находится на одной линии с поворотной осью подъемного поворотного стола 14. После первоначального монтажа опорный элемент может оставаться на первом модуле А.
На фиг. 12 и 13 показан четвертый модуль D, который содержит по существу удерживающую часть 12е станины, салазки 12g для компенсации собственного веса удерживающей части 12е станины, а также чеканочно-зажимной блок 18 и фрезерный блок 20, которые смонтированы на удерживающей части 12е станины.
Крепление удерживающей части 12е станины на верхней части 12d станины осуществляется с помощью салазок 12g для компенсации собственного веса в вертикальном направлении удерживающей части 12е станины. На задней стороне салазок предусмотрены проходящие по существу горизонтально, расположенные на расстоянии друг над другом и обращенные друг к другу направляющие канавки, которые находятся в зацеплении с направляющими планками 36 и 38 поворотного приспособления 30 верхней части 12d станины. Фиксация удерживающей части 12е станины на верхней части 12d станины осуществляется с помощью крепежных пластин 102. При ослабленных крепежных пластинах 102 можно перемещать салазки 12g вдоль верхней части 12d станины в направлении направляющих планок 36 и 38 в радиальном направлении относительно подъемного поворотного стола 14. На передней стороне салазок расположены проходящие вертикально направляющие планки 103, на которых удерживается удерживающая часть 12е станины с возможностью перемещения вверх и вниз.
Чеканочно-зажимной блок 18 содержит неподвижно удерживаемый на удерживающей части 12е станины нижний удерживающий плунжер 104 и установленный с возможностью перемещения вверх и вниз верхний удерживающий плунжер 106. Перемещение верхнего удерживающего плунжера 106 осуществляется в данном случае с помощью гидравлического цилиндра, при этом возможно также использование шпиндельного привода. В удерживающие плунжеры 104 и 106 интегрированы не изображенные чеканочные штампы. В соответствии с этим чеканочно-зажимной блок 18 можно использовать как для поддержки расположенного на подъемном поворотном столе диска рабочего колеса компрессора, так и для чеканки подлежащих креплению в диске рабочего колеса компрессора новых лопаток.
Фрезерный блок 20 содержит многозвенный шарнирный рычаг 108, при этом один свободный конец шарнирного рычага 108 закреплен на удерживающей части 12е станины, а другой свободный конец шарнирного рычага 108 закреплен на опорном элементе 94. Фрезерная головка 110 установлена с возможностью перемещения по двум осям движения. Точнее, предусмотрена горизонтальная ось 112 движения, которая расположена на одном из звеньев шарнирного рычага так, что направление подлежащей фрезерованию канавки всегда проходит через среднюю ось подъемного поворотного стола 14. Кроме того, предусмотрена вертикальная ось 114 движения, с помощью которой можно осуществлять подачу. Привод осей 112 и 114 движения осуществляется в данном случае вручную. В качестве альтернативного решения могут быть, естественно, предусмотрены также соответствующие двигатели.
В том состоянии, в котором шарнирный рычаг 108 смонтирован на опорном элементе 94, отдельные поворотные шарниры шарнирного рычага 108 могут быть фиксированы с помощью не изображенных фиксирующих приспособлений, с целью обеспечения хорошей жесткости во время фрезерной обработки. Если фрезерный блок 20 не используется, то можно шарнирный рычаг 108 рассоединять с опорным элементом 94, после чего фрезерный блок 20 можно поворачивать в нерабочее положение, как показано на фиг. 15.
Для выполнения проверки лопаток диска рабочего колеса компрессора сначала транспортируют разделенное на отдельные модули А, В, С и D вытеснительное устройство 10 к месту проверки. При этом модульная конструкция облегчает транспортировку по воздуху, воде и суше. Для монтажа вытеснительного устройства 10 модули А и В устанавливают на плоский грунт и выравнивают. При выравнивании следует обращать внимание на то, что приемные пальцы 40 передней базовой части 12а станины должны находиться соосно с соответствующими приемными отверстиями 65 задней базовой части 12b станины. Оба модуля А и В могут быть выровнены относительно друг друга с помощью винтов 46 юстировки по высоте. После этого удаляют поворотный стопор 44 модуля А, после чего можно сдвигать вместе переднюю базовую часть 12а станины и заднюю базовую часть 12b станины. Затем переднюю базовую часть 12а станины и заднюю базовую часть 12b станины можно свинчивать друг с другом.
Для монтажа модуля С, который транспортируется к месту использования в транспортировочном устройстве 66, сначала освобождают удерживающую скобу 92 транспортировочного устройства 66. После этого модуль С с помощью крана приводят в транспортировочном устройстве 66 в вертикальное положение посредством поворота модуля С с помощью его цапф 88 вокруг поворотных шарниров 90 транспортировочного устройства 66. Тем самым модуль С находится в своем монтажном положении. После этого можно поднимать часть 12f станины для ударного блока на верхнюю часть 12d станины. При опускании верхней части 12d станины следует обращать внимание на правильное вхождение приемных пальцев 54 и 56 верхней части 12d станины в соответствующие приемные отверстия 82 и 84 части 12f станины для ударного блока. После этого можно осуществлять свинчивание части 12f станины для ударного блока с верхней частью 12d станины.
В следующей стадии свинчивают опорный элемент 94 с помощью винтов 96 с подъемным поворотным столом 14.
Для монтажа модуля D сначала демонтируют крепежные пластины 102 чеканочно-зажимного блока 18. После этого вводят с применением крана направляющие планки 36 и 38 поворотного приспособления 30 верхней части 12d станины в соответствующие направляющие канавки 98 и 100 чеканочно-зажимного блока 18. В другой стадии снова устанавливают крепежные пластины 102, после чего затягивают винты крепежных пластин 102.
Для ввода в эксплуатацию фрезерного блока 20 свободный конец шарнирного рычага 108 закрепляют на опорном элементе 94. При этом следует обращать внимание на параллельное прохождение поверхности прилегания подъемного поворотного стола и оси Х фрезерных салазок. Это достигается посредством установки на салазках индикатора, проведения его по поверхности прилегания и при необходимости коррекции параллельности с помощью положения держателя на опорном элементе 94. После этого затягивают соответствующие зажимные винты на фрезерном блоке 20.
Для выполнения процесса вытеснения на подъемном поворотном столе 14 устанавливают не изображенный здесь диск рабочего колеса компрессора с расположенными на нем подлежащими вытеснению лопатками, при этом каждая лопатка удерживается с геометрическим замыканием с помощью имеющего форму ласточкина хвоста хвостовика лопатки в имеющей соответствующую форму, выполненной вдоль окружности диска рабочего колеса компрессора канавке диска рабочего колеса компрессора. При этом каждая лопатка защищена от осевого сдвига внутри соответствующей канавки диска рабочего колеса компрессора посредством двустороннего тиснения краевых участков хвостовика лопатки на диске рабочего колеса компрессора.
Затем закрепляют свободный конец шарнирного рычага 108 фрезерного блока 20 на опорном элементе 94 и фиксируют шарниры шарнирного рычага 108.
В другой стадии удаляют верхние тисненые участки хвостовика лопатки каждой удерживаемой в диске рабочего колеса компрессора лопатки с использованием фрезерного блока 20. Кроме того, в каждом хвостовике лопатки фрезеруют канавку, которая служит для приема не изображенной, выполненной в форме полушара вершины вытеснительного штампа 74. Основание канавки выполнено в соответствии с вершиной вытеснительного штампа полусферическим в поперечном сечении для достижения частичного геометрического замыкания.
После завершения фрезерных работ шарнирный рычаг 108 отделяют от опорного элемента и поворачивают фрезерный блок 20 в его нерабочее положение. После этого ориентируют подъемный поворотный стол 14 и ударный блок 16 относительно друг друга так, что вершина вытеснительного штампа 74 размещается во фрезерованной канавке подлежащей вытеснению лопатки, при этом следует обращать внимание на нахождение оси вытеснительного штампа 74 на одной линии с соответствующей канавкой диска рабочего колеса компрессора, в которой расположена подлежащая вытеснению лопатка. Затем устанавливают давление предварительного прижимания цилиндра предварительного прижимания ударного блока 16 так, что вытеснительный штамп 74 прикладывает к подлежащей вытеснению лопатке примерно 70-90% требуемой для вытеснения силы. После этого выбирают ударную энергию ударного механизма 70 так, что с помощью ударного механизма 70 прикладывается остальная требующаяся для вытеснения лопатки сила. Кроме того, задают частоту ударов ударного механизма 70. Затем выполняют вытеснение лопатки из диска рабочего колеса компрессора, при этом рабочий изменяет силу предварительного прижимания цилиндра 72 предварительного прижимания, ударную энергию ударного механизма 70, а также его частоту ударов в зависимости от состояния вытеснения лопатки. После вытеснения компрессорной лопатки подъемный поворотный стол 14 поворачивают так, что вытеснительный штамп 74 направлен к следующей компрессорной лопатке, после чего выполняют следующий рабочий процесс. Во время вытеснения отдельных лопаток диск рабочего колеса компрессора зажимают между удерживающими плунжерами 104 и 106 чеканочно-зажимного блока 18 и удерживают так, чтобы они воспринимали воздействующие со стороны ударного блока на диск рабочего колеса компрессора силы. Таким образом, надежно предотвращается изменение положения подлежащей вытеснению лопатки относительно вытеснительного штампа 74. Опора с возможностью поворота вытеснительного штампа в соответствующей приемной головке уменьшает опасность повреждения вытеснительного штампа во время соответствующего рабочего процесса.
В альтернативном варианте выполнения данного изобретения вершина вытеснительного штампа может быть выполнена для приема шейки подлежащей вытеснению лопатки U-образной или V-образной. В этом случае для вытеснения лопатки вершину вытеснительного штампа приставляют к шейке лопатки так, что вершина вытеснительного штампа охватывает шейку лопатки, за счет чего предотвращается соскальзывание вершины вытеснительного штампа во время рабочего процесса. В соответствии с этим можно отказаться от предусмотрения указанной выше канавки на хвостовике лопатки.
После вытеснения всех лопаток из диска рабочего колеса компрессора можно устанавливать новые лопатки в соответствующие канавки диска рабочего колеса компрессора, при этом выступающие из канавок диска рабочего колеса компрессора участки соответствующих хвостовиков лопаток зачеканивают с использованием чеканочно-зажимного блока 18, с целью осевой фиксации соответствующих компрессорных лопаток в соответствующих канавках диска рабочего колеса компрессора. Для контролирования положения диска рабочего колеса компрессора относительно чеканочных штампов предусмотрена не изображенная видеокамера для каждого удерживающего плунжера соответственно чеканочного штампа 104 и 106. Изображения с видеокамеры можно наблюдать с помощью соответствующего монитора. После завершения этих работ можно освобождать диск рабочего колеса компрессора с подъемного поворотного стола 14 и снова устанавливать в соответствующую рабочую машину.
После окончания проверки вытеснительное устройство 10 снова разбирают на отдельные модули А, В, С и D и без проблем транспортируют.
Хотя изобретение подробно иллюстрировано и описано с помощью предпочтительных примеров выполнения, данное изобретение не ограничивается этими раскрытыми примерами, и из них специалисты в данной области техники могут выводить другие вариации без выхода за объем защиты данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Устройство для сборки под сварку | 1982 |
|
SU1082601A1 |
| СПОСОБ УКОРОЧЕНИЯ РАБОЧИХ ЛОПАТОК ТУРБОМАШИНЫ И ЛЕНТОЧНО-ШЛИФОВАЛЬНОЕ УСТРОЙСТВО | 2014 |
|
RU2678162C2 |
| Кривошипно-чеканочный пресс | 1977 |
|
SU742162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ СБОРКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ С ДИСКОМ ТУРБИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102216C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УДЛИНЕННЫХ, РОТАЦИОННО НЕСИММЕТРИЧНЫХ ЗАГОТОВОК В ФОРМЕ ТУРБИННЫХ ЛОПАТОК | 2011 |
|
RU2562189C2 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |


Вытеснительное устройство для вытеснения лопаток, удерживаемых с геометрическим замыканием в диске рабочего колеса, содержит станину, подъемный поворотный стол, удерживаемый на станине ударный блок, зажимной блок и чеканочный блок. Ударный блок имеет вытеснительный пуансон для приложения вытеснительной силы к лопатке и воздействующий на него ударный механизм. Зажимной блок удерживается с возможностью поворота на станине и служит для опоры диска рабочего колеса при вытеснении лопаток и для нейтрализации возникающих при непосредственном вытеснении лопатки сил реакции. Чеканочный блок выполнен интегрально с зажимным блоком с образованием чеканочно-зажимного блока. При вытеснении лопаток, удерживаемых с геометрическим замыканием в диске рабочего колеса, применяют указанное выше вытеснительное устройство. Группа изобретений позволяет снизить продолжительность замены лопаток рабочего колеса. 2 н. и 26 з.п. ф-лы, 15 ил.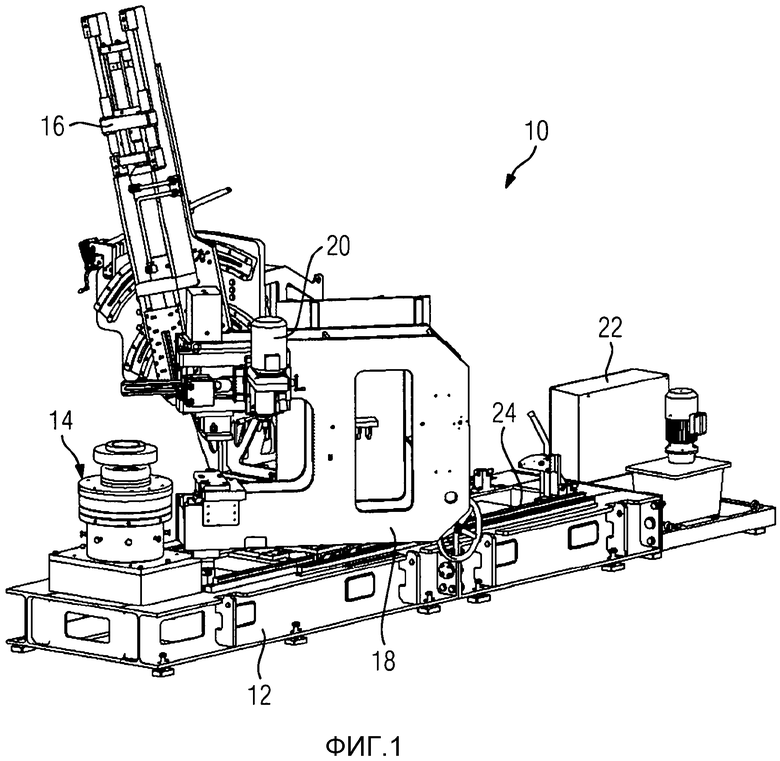
1. Вытеснительное устройство (10) для вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса лопаток, содержащее станину (12), подъемный поворотный стол (14) и удерживаемый на станине (12) ударный блок (16), причем ударный блок (16) имеет вытеснительный пуансон (74) для приложения вытеснительной силы к лопатке и воздействующий на него ударный механизм (70), и причем предусмотрен зажимной блок, который удерживается с возможностью поворота на станине (12) и который служит для опоры диска рабочего колеса при вытеснении лопаток и для нейтрализации возникающих при непосредственном вытеснении лопатки сил реакции, и чеканочный блок, который выполнен интегрально с указанным зажимным блоком с образованием чеканочно-зажимного блока (18).
2. Вытеснительное устройство (10) по п. 1, отличающееся тем, что ударный блок (16) имеет воздействующий на вытеснительный пуансон (74) цилиндр (72) предварительного прижимания, с помощью которого вытеснительный пуансон (74) с заданным давлением предварительно прижимается к подлежащей вытеснению лопатке.
3. Вытеснительное устройство (10) по п. 1, отличающееся тем, что предусмотрено по меньшей мере одно управляющее приспособление, с помощью которого обеспечивается возможность установки оператором давления предварительного прижимания цилиндра (72) предварительного прижимания, и/или ударной энергии ударного механизма (70), и/или частоты ударов ударного механизма (70), при этом давление предварительного прижимания можно устанавливать, в частности, в диапазоне между 0 бар и 250 бар.
4. Вытеснительное устройство (10) по п. 1, отличающееся тем, что предусмотрен блок управления и по меньшей мере один измеряющий давление предварительного прижимания цилиндра (72) предварительного прижимания датчик, который передает измеренное давление предварительного прижимания в виде выходных сигналов предварительного прижимания в блок управления, при этом блок управления выполнен так, что он изменяет давление предварительного прижимания цилиндра (72) предварительного прижимания, и/или ударную силу ударного механизма (70), и/или ударную энергию ударного механизма (70) в зависимости от принимаемых выходных сигналов предварительного прижимания.
5. Вытеснительное устройство (10) по п. 1, отличающееся тем, что цилиндр (72) предварительного прижимания является гидравлическим цилиндром.
6. Вытеснительное устройство (10) по п. 1, отличающееся тем, что цилиндр (72) предварительного прижимания имеет проходящий насквозь поршневой шток и расположен между ударным механизмом (70) и вытеснительным пуансоном (74) так, что ударный механизм (70) воздействует на один конец поршневого штока, и что другой конец поршневого штока воздействует на вытеснительный пуансон (74).
7. Вытеснительное устройство (10) по п. 1, отличающееся тем, что ударный механизм (70) имеет пневматический ударный цилиндр.
8. Вытеснительное устройство (10) по п. 1, отличающееся тем, что вытеснительный пуансон (74) установлен маятниковым образом в приемной головке.
9. Вытеснительное устройство (10) по п. 1, отличающееся тем, что предусмотренная на свободном конце вытеснительного пуансона (74) вершина вытеснительного пуансона выполнена округленной, в частности в форме полушара.
10. Вытеснительное устройство (10) по п. 1, отличающееся тем, что предусмотренная на свободном конце вытеснительного пуансона (74) вершина вытеснительного пуансона выполнена U-образной или V-образной для приема шейки подлежащей вытеснению лопатки.
11. Вытеснительное устройство (10) по п. 1, отличающееся тем, что ударный блок (16) удерживается с возможностью поворота на части (12f) станины с помощью регулировочного блока.
12. Вытеснительное устройство (10) по п. 1, отличающееся тем, что зажимной блок (18) имеет регулировочное устройство, которое выполнено так, что оно обеспечивает возможность движения зажимного блока (18) по меньшей мере радиально относительно поворотного стола (14).
13. Вытеснительное устройство (10) по п. 1, отличающееся тем, что зажимной блок (18) удерживается на удерживающей части (12е) станины, которая закреплена с возможностью поворота на верхней части (12d) станины.
14. Вытеснительное устройство (10) по п. 1, отличающееся тем, что зажимной блок (18) имеет внутренний плунжер (104) и один или несколько верхних удерживающих плунжеров (106), которые установлены с возможностью перемещения друг к другу и друг от друга, в частности, с помощью шпиндельного привода или гидравлического цилиндра.
15. Вытеснительное устройство (10) по п. 14, отличающееся тем, что в удерживающие плунжеры (104, 106) интегрированы чеканочные штампы.
16. Вытеснительное устройство (10) по п. 1, отличающееся тем, что предусмотрен фрезерный блок (20).
17. Вытеснительное устройство (10) по п. 16, отличающееся тем, что фрезерный блок (20) удерживается на станине (12), в частности на удерживающей части (12е) станины, с возможностью поворота с помощью многозвенного шарнирного рычага (108) между рабочим положением и нерабочим положением.
18. Вытеснительное устройство (10) по п. 16, отличающееся тем, что фрезерный блок (20) выполнен так, что он в своем рабочем положении может опираться на среднюю ось поворотного стола (14).
19. Вытеснительное устройство (10) по п. 17, отличающееся тем, что фрезерный блок (20) имеет фиксирующее приспособление для фиксации поворотных шарниров шарнирного рычага (108).
20. Вытеснительное устройство (10) по п. 17, отличающееся тем, что фрезерный блок (20) имеет по меньшей мере две оси (112, 114) движения фрезы для перемещения фрезерной головки (110).
21. Вытеснительное устройство (10) по п. 20, отличающееся тем, что предусмотрена горизонтальная ось (112) движения фрезы, которая расположена на одном из звеньев шарнирного рычага так, что направление подлежащей фрезерованию канавки всегда проходит через среднюю ось поворотного стола (14).
22. Вытеснительное устройство (10) по п. 20, отличающееся тем, что предусмотрена вертикальная ось (114) движения фрезы.
23. Вытеснительное устройство (10) по п. 20, отличающееся тем, что привод осей (112, 114) движения фрезы осуществляется вручную и/или с помощью соответствующих двигателей.
24. Вытеснительное устройство (10) по п. 1, отличающееся тем, что станина (12) имеет базовую часть (12а, 12b) станины, нижнюю часть (12с) станины, которая удерживается на базовой части (12а) станины с возможностью движения с помощью линейной направляющей (24), верхнюю часть (12d) станины, которая закреплена на нижней части (12с) станины с возможностью поворота и разъемно, удерживающую часть (12е) станины, которая удерживается с возможностью поворота и разъемно на верхней части (12d) станины, и часть (12f) станины для ударного блока, которая разъемно удерживается на верхней части (12d) станины, при этом базовая часть станины предпочтительно разделена на отдельные, разъемно соединенные друг с другом участки (12а, 12b) базовой части станины.
25. Способ вытеснения удерживаемых с геометрическим замыканием в диске рабочего колеса лопаток, в котором лопатки вытесняют с применением вытеснительного устройства (10) по любому из пп. 1-24.
26. Способ по п. 25, в котором давление предварительного прижимания цилиндра (72) предварительного прижимания, и/или ударную энергию ударного механизма (70), и/или частоту ударов ударного механизма (70) изменяют во время вытеснения лопатки.
27. Способ по п. 25, в котором тисненые зоны хвостовика подлежащей вытеснению лопатки перед вытеснением лопатки по меньшей мере частично удаляют с помощью фрезерования.
28. Способ по п. 25, в котором на верхней стороне хвостовика подлежащей вытеснению лопатки перед вытеснением фрезеруют углубление, которое во время вытеснения лопатки служит в качестве опоры для вытеснительного пуансона и противодействует соскальзыванию вытеснительного пуансона (74).
| СПОСОБ КОНСТРУИРОВАНИЯ, ПРОВЕРКИ И ПРИМЕНЕНИЯ АССОЦИАТОВ МАКРОМОЛЕКУЛ И КОМПЛЕКСНЫХ АГРЕГАТОВ С ПОВЫШЕННОЙ ПОЛЕЗНОЙ НАГРУЗКОЙ И КОНТРОЛИРУЕМОЙ СТЕПЕНЬЮ АССОЦИАЦИИ/ДИССОЦИАЦИИ | 1998 |
|
RU2211027C2 |
| Установка для сборки и разборкиКлЕпАННыХ издЕлий | 1979 |
|
SU795708A1 |
| US 4455730 A, 26.06.1984 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 4558502 A, 17.12.1985 | |||
| Устройство для клепки | 1974 |
|
SU509331A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ФИКСАЦИИ РЕМОНТИРУЕМЫХ ЛОПАТОК ТУРБОМАШИН | 2001 |
|
RU2189894C1 |

