Способ непрерывной подачи попоссжого материала в рабочую зону пресса момсет быть ос/шествлён устройством для подачи, содержащем толкакяцие валки 1 и тянуише валки 2.
Способ непрерывной подачи полосового материала осуществлается следующим образом.
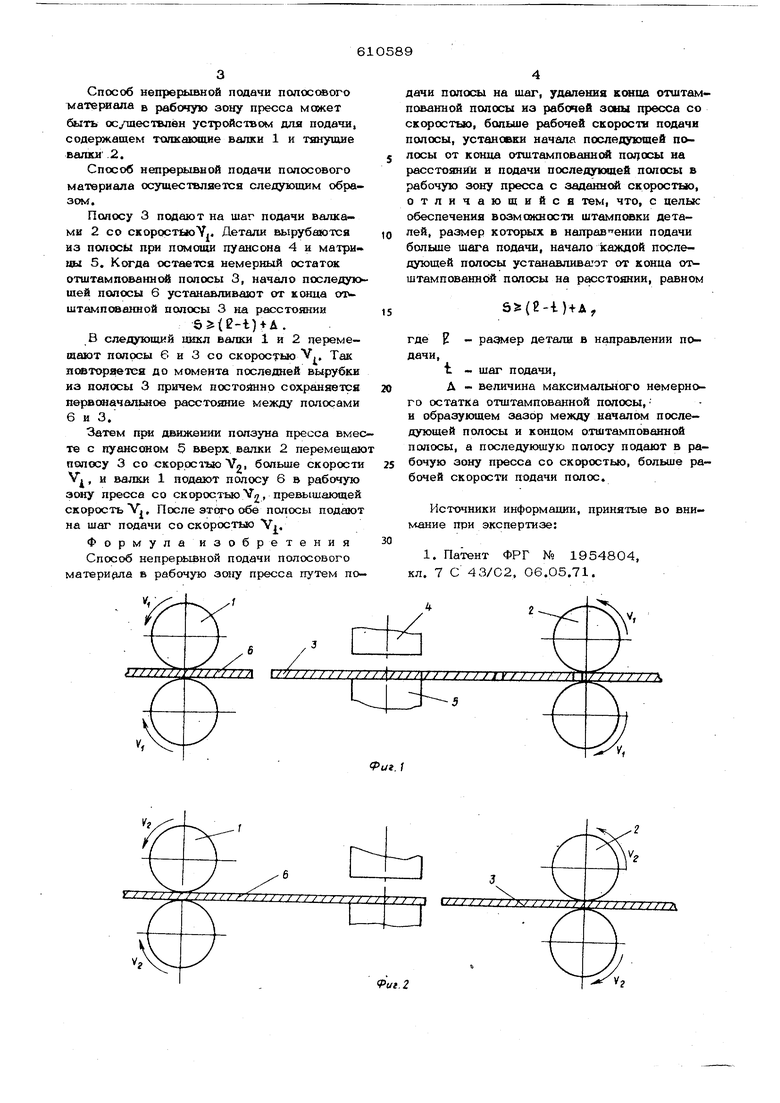
Полосу 3 подают на шаг подачи валками 2 со скоростьюY. Детали вырубаются из полосы при помощи пуансона 4 и матрищл 5. Когда остается немерный остаток отштампованной полосы 3, начало последующей полосы 6 устанавливают от конца от штампованной полосы 3 на рассто$шии
S25(e-t)tA.
В следующий шиш валки 1 и 2 перемешают пс«рсы 6 и 3 со скоростыо V. Так лсеторается до момента последней вырубки из полосы 3 причем постойнно сохраняется нервоиачальное расстояние между полосами 6 и 3.
Затем при движении ползуна пресса вместе с пуансоном 5 вверх валки 2 перемещаю попосу 3 со скоростью Vg, больше скорости у,, и валки 1 подают полосу 6 в рабочую ЭШ1У пресса со скоростью 2, превышающей скорость V,, После этого обе полосы подают на шаг подачи со скоростью Vj.
Форму л аизобре тения
Способ непрерывной подачи полосового
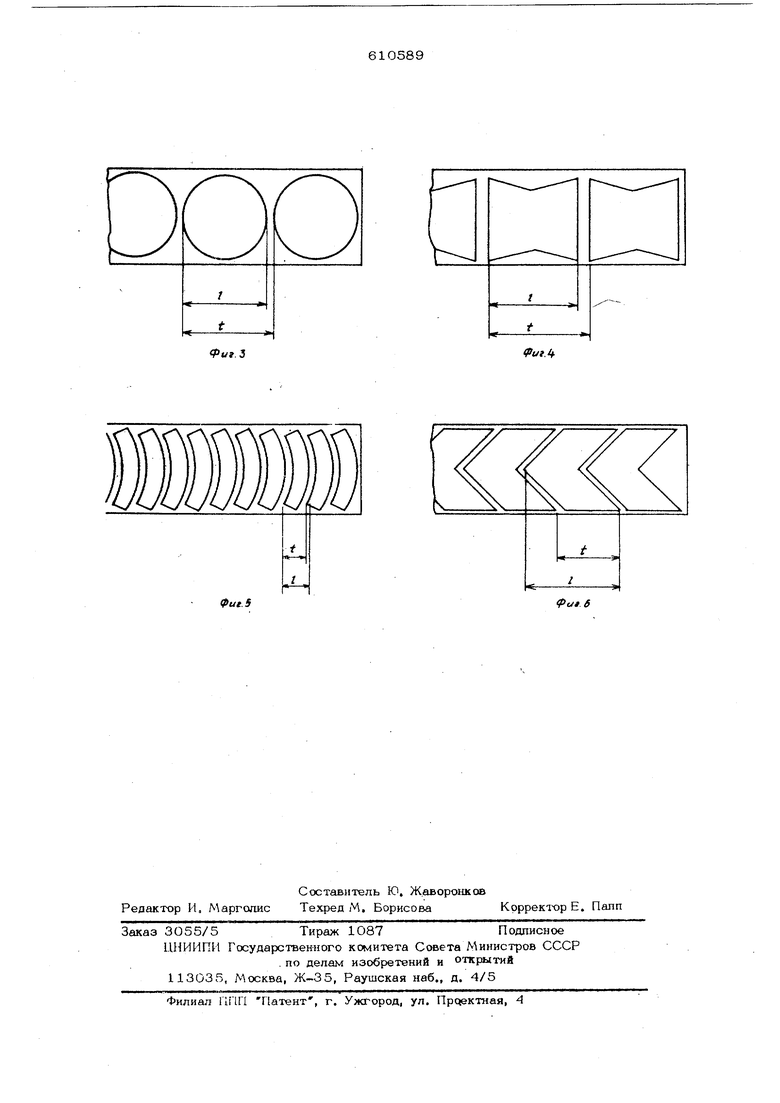
материна в рабочую зону пресса путем подачи полосы на щаг, удаления кшаа отштампованной полосы из рабсяей зоны пресса со сксфостыо, больше рабочей скорости подачи полосы, установки начала последующей полосы от конца отштампованнсй по;|осы на paccTOffiiKH и подачи последующей полосы в рабочую зону пресса с заданной скоростью, отличающийся тем, что, с целые обеспечения возмоншости штамповки деталей, размер которых в направлении подачи больше шага подачи, начало каждой последующей полосы устанавливают от конца от штампованнсй полосы на расстоянии, равном
6S(e-i)-(A,
где 2 - размер детали в направлении подачи,
t - шаг подачи,
Д - величина максимального немерн{ го остатка отштампованной полосы, и образующем зазор между началом последующей полосы и концом отштампованной полосы, а последующую полосу подают в рабочую зону пресса со скоростью, больше рабочей скорости подачи полос.
Источники информа1ши, принятые во внимание при экспертизе:
1. Патент ФРГ № 1954804, кл. 7 С 43/02. 06.05.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной подачи полосовогоМАТЕРиАлА B РАбОчую зОНу пРЕССА | 1979 |
|
SU812392A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПОДАЧИ ПОЛОС ПРИ ШТАМПОВКЕ НА ПРЕССАХ-АВТОМАТАХ | 1972 |
|
SU332891A1 |
| Устройство для подачи полосового материала в штамп | 1985 |
|
SU1340869A1 |
| Устройство для штамповки деталей из длинномерного материала | 1986 |
|
SU1449202A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1978 |
|
SU742005A1 |
| Устройство к прессу для разделения потока обрабатываемых изделий | 1978 |
|
SU747742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп для обработки полосового материала | 1978 |
|
SU721181A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
у - - / с/ f f /////////// f / / /7,1 lyy / / у /У /у/ / / / / //г
