I , Изобретение отноентся к заготовительному производству металлургическсй промышленности, а именно к устройствам для мергного разделения штучного проката.
Известна автоматическая установка для мерного разделения .штучного проката, содержашая транспортирующее устройство, режушее устройство,, а также систему управления их работой, снабженную установленным перед режущим устройством мерным датчиком ij.
Однако при работе известной установки отсутствует возможность контроля перемещения прока.та после гыхода его из зоны мерного датчика, располтокенного перед режущим устройством, ввиду чего немёрный остаток разрезанного проката не может быть использован для получения изделия . при последующей обработке.
Цель изобретения - повышение точности раскроя проката.
Для этого предлагаемая установка снабжена встроенным в систему управления дополнительным мерным датчиком, расположенным за режущим устройством.
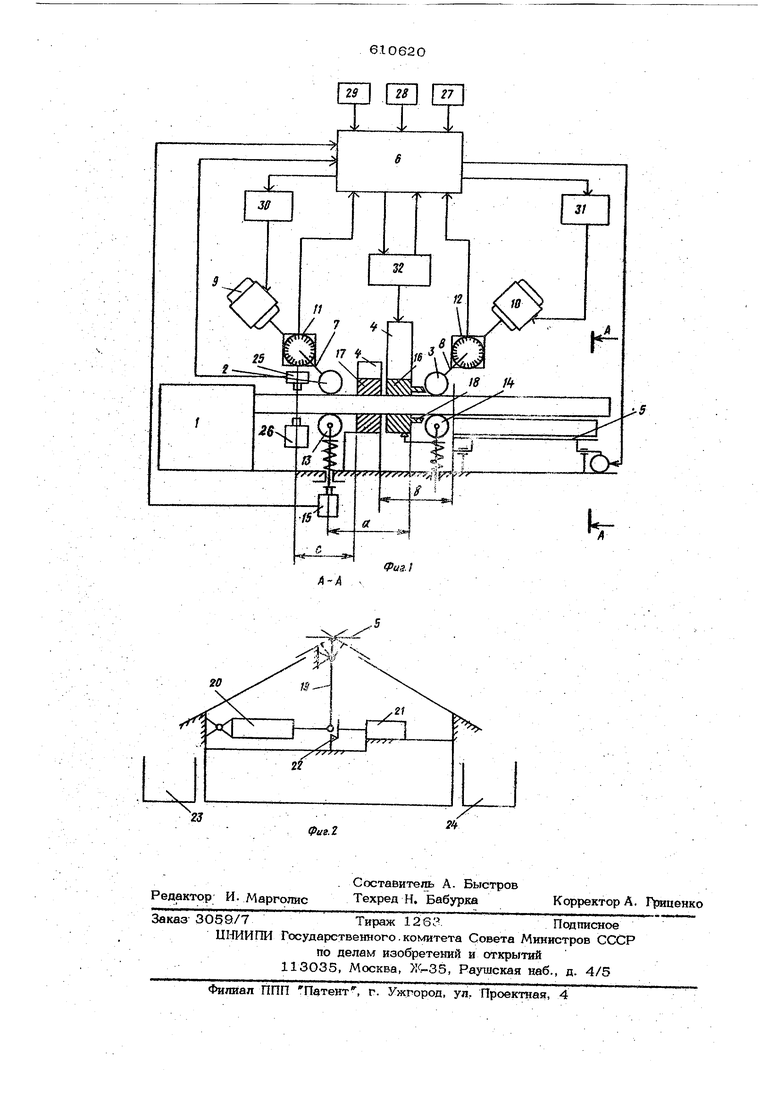
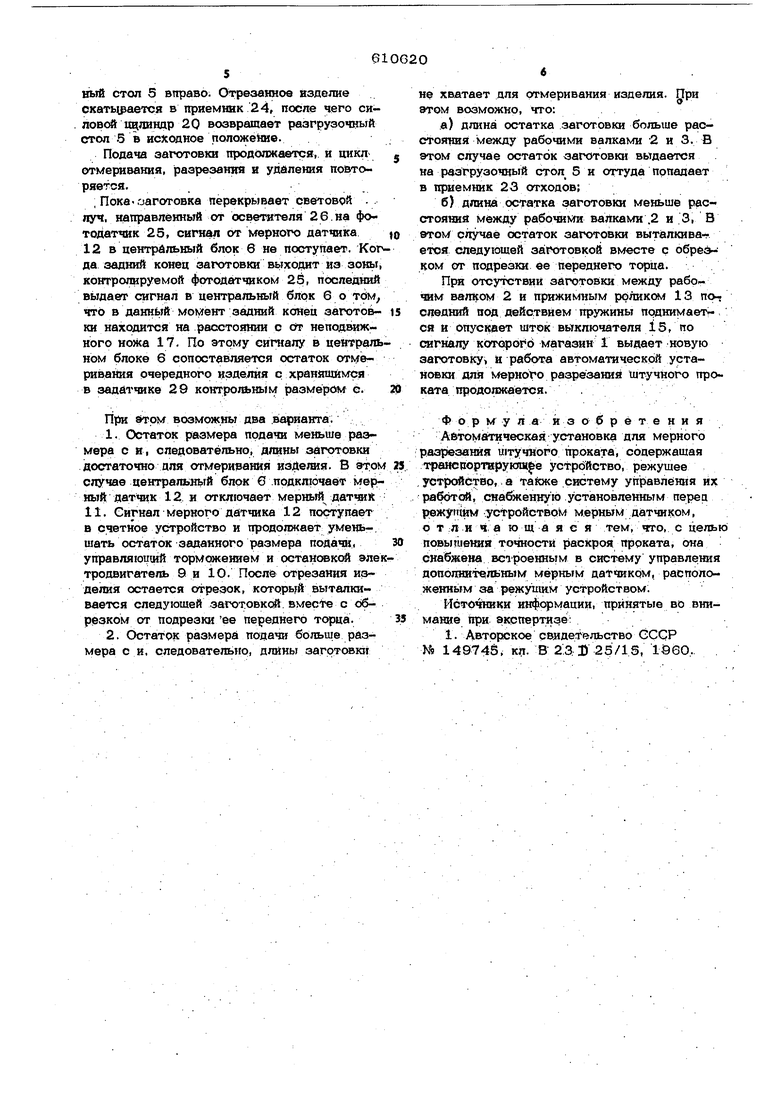
На г. i схематически изображена предлагаемая автоматическая установка; на фиг. 2 - разрез А-А фиг. 1.
Автоматическая установка для мерного разрезаш1Я 1итучного проката содержит магазин 1 штучных заготовок подлежащего разрезанию проката, транспортирующее устройство, валки 2 и 3, расположенные по обе сторонь от режущего устройства 4, раз- грузоЧяь й стол 5 и систему управления работой транспортирующего и режущего уст.ройств с центральным блоком 6.
. Каждый из валков 2 и 3 закреплен Соответственно на валах 7 и 8, которые соответственно соединены с электродвигателями 9, 10. .На валах 7 и 8 установлены мерные датчики основной 11 и допошштельнь(й 12, соединенные с центральным блоком 6. Под приводными вилками 2 и 3 . установлены, подпружиненные прижимные ролики 13 и 14, один из которых связан с электрическим выключателем 15, соединенным с центральным блоком 6, а другой связан с подвижным ножом 16.. Режущее устройство 4 содержит кроме нежа. 16 также неподвижный нож 17. Нож 16 снабжён направляющим лотком 18. Раэ грузочный стол 5 установлен с возможностью наклона в две стороны для оброса отрезанных изделий и немерных отходов и по средством приводного рычага 19 Шарнирно связан с силовым цилиндром 20. lfecTKO закреппенньтй .силовой цилиндр 21, создающий значительно боль:1пее усилие чем силовой 1ШЛИНДР 20, соприкасается кон цом своево штока с рычагом 19. При горизонтальном положении разгрузочного стола 5 шток силового.цилиндра 21 выдвинут пол ностью до упора в ограничитель 22, а Шток силового цилиндра 20 выдвинут лишь наполовину, до упора в шток силового цилиндра 21ч С одной .стороны разгрузочного стола 5 установлен приемник 23 отходов, с Другой стороны .-приемник 24 отрезанных изделий. Система автоматического управления с центральным блоком 6 имеет фотодатчик 25 С осветителем 26, предназначенный для контроля прохождения заднего конца загото вок; Мерные датчики. 11 и 12, соединенные с входами центрального блока 6. К вхо дам центрального блока б подключены задатчик 27 длины изделия, задатчик 28 ра,эмера подачи проката (размер а на фиг. 1) и задатчик 29 контрольных размеров для включения разгрузочного стола 5 ( размер в и .Для определения возможности отрезки изделия от остатка заготовки (размер с). Силовые преобразователи 30 и. 31, nHtaioише электродвигатели 9 и 10, и устройство 32 управления прессом, подключены к выходам центрального блока 6. Работа предлагаемой ав.томатической уст новки для мерного разре.зания штучного про ката осуществляется следующим, образом. Предварительно в задатчик 27; вводят размер отрезаек ых изделий. Затем включают автоматическую установку. Электродвигатели .9 и 1О врашают валки 2 и 3 вхолостую сигналы от мерных датчиков 11 и 12 в цен тральный блок не поступают-. Магазин 1 заготовку, передний конец которой отжимает прижимной ролик 13 и проходит между ним и валком 2. В этот, момент срабатывает электричес1сий выключатель 15, и по его сигналу в це нтральньгй блок 6 задатчиком 28 вводится размер а, одновременно начинает поступать сигнал от мерного датчика 11, соответствующш длине- поданпого валком 2 проката и уменьша1р1гшй на. эту величину размер, введенный Задатчкком 28. При уменьшении введо5шого задатчиком 28 размера до определенной велич1П ы электродвигатель 9 начинает торможение, и валок 2 оста11авяивается.. , в этот момент передний конец iipokiaTa находится на расстояний а от оси валка 2. Центральный блок б всыпает Команду уст ройству 32 управления прессом (на фиг, не показан), и подвижной нож 16 подрезает передний конец заготовки. После во1звращвния подвижного вряса 16; в исходное (верхнее) положейи© Задатчик 27 вводит в центрадьньтй блок 6 paat-tep длины отрезаемого изделия. ОдновременИо начинает работать электродвигатель 9. :Ввлок 2 подает заготовку, которая проходит подвижной нож 16 и лоток 18, отжимает прижимной ролик 14 и проходит между ним и валком 3.. Одновременно заготовка толкает перед собой обрезок проката. Пр подаче заготовки мерный датчик 11 выдает в центральный блок 6 сигнал, который уменьшает ввёдешсый задатчиком 27 размер длины изделия на кегсяЧяуу пути, пройденного заготовкой с начала «одачи, и сравнивает с хранящимся в эадатчике 29 размером в.. При достижении равенства между величиной пройденного заготовкой пути и размером в центральный блок 6 вы цавтснгн ая, по которому силовой 1шл1(ндр 21 втягивает свой шток, и под действием силового цилиндра 2 О разгрузочя стоп наклоняется влево. Находяишйся. в этот момент на разгрузочном столе 5 обрезок проката прока.та скатывается в приемник 23 отходов. После удаления обрезка действие сигнала центрального блока (3 прекращается и силовой цилиндр 21 вновь выдвигает шток ДО . ограничения 2Й и, преодолевая усилие силового цилиндра 2 О, возвращает разгрузочньгй стол 5 в горизонтальное положение. Подача заготовки продолжается. По мере Приближения величины пути, пройденного заготовкой, к зада1шому размеру изделия осуществляется торможе1гае и остановка электродвигателей 8 и 10. Центральный блок 6 выдает сигнал устройству 32 управления прессом (на фиг. не показан) и подвижной нож 16 отрезает изделие от .заготовки. После возвращения подвижного ножа 16 в исходное положение .задатчик 2 7 вновь вводит, в центральный блок б размер длины отрезаемого изделия. Одновременно начинают работать электродвигатели 9 и 10. Валки 2 и 3 перемещатот отрезанное изделие и оставшуюся заготовку. При достижении равенства между величиной пройденного заготовкой пути и размером в по команде центрального блока 6 силовой цилиндр 20 наклоняет. разгрузоЧHbifi стол 5 втфаво. Отрезагоюе изделие схать рается в приемник 24, после чего силовсй 1щш1нар 20 возвращает разгрузочный стол 5 1В исходное положеЯие.
Подача заготовки продолжается, и цикл отмеривания, разрезания и удаления повторяется.
, Пока-заготовка перекрывает световой . пуч, направленный от осветителя 26.на фотодатчик 25, сигнал от мерного датчика ю 12 в центрйльный блок 6 не поступает. Когда задний конец заготовки выходит из зоньь контролируемой фотодатчиком 25, последний выдает сигнал в центральный блок 6 о том/ что в даннЬ й момент задний конец заготовки находится на расстоянии с сгг непо авижного ножа 17. По этому сигналу в центральном блоке 6 сопоставляется остаток отмеривания очередного изделия с хранящимся в заддтчике 29 контрольным размером с.
При Этом возможны два варианта.
1.Остаток размера подачи меньше размера с и, следовательно, длины заготовки достаточно для отмеривания изДелия- В этом случае центрагаьньгй блок 6 .подключает мерный датчик 12 и отключает мерный 11. Сигнал мерного датчика 12 поступает
в счетное устройство и продолжает умекь-, шать остаток заданного размера подачи, управляюишй тормсокением и остановкой электродвигатель 9 и 10. После отрезания из делия остается отрезок, котррьуй выталкивается следующей заготовке вместе с обрезком от подрезки ее переднего торца.
2.Остаток размера подачи больше рйзмера си, следовательно, длины загртовк1г
не хватает для отмеривания изделия, ри этом возможно, что:
а)длина остатка заготовки больше расстояния между рабочими валками 2 и 3. В этом случае остаток заготовки выдается на разгрузочный стол 5 и оттуда попадает в приемник 23 отходов;
б)длина остатка заготовки меньше расстояния Между рабочими валками .2 и 3, В этом случае остаток заготовки выталкивается следующей заготовкой вместе с обрезком от подрезки ее переднего торца.
При отсутствий заготовки между рабочим валком 2 и прижимным роликом 13 последний под действием пружины пронимается и опускает шток выключателя 15, по сигналу которогб магазин 1 выдает новую заготовку, и работа автоматической установки для мерного разрезания Штучного проката продолжается. .
Фор м у л а изобретения
Автомбпгическая установка для мерного : разрезания штучного проката, содержащая транс сортирующее устройство, режущее , устройство, а также систему управления их работой, снабженную Установленным пере а режуншм устройством мерным датчиком, о т л и ч, а ю щ а я с я тем, что, с цель повытиения точности раскроя проката, она снабжена вса-роенным в систему управления дополнительным мерным датчиком, расположенным за режушим устройством.
Источники информацин принятые во внимание при экспертизе:
1. Авторское свидетельство GCGP П 149745 кп. В 23 К 25/15, 1S60,

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ МАТЕРИАЛА ЗАДАННОЙ ДЛИНЫ | 1991 |
|
RU2012700C1 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НАРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ НА МЕРНЫЕ ОТРЕЗКИ | 1996 |
|
RU2123077C1 |
| Устройство для отрезки мерных заготовок | 1983 |
|
SU1097457A1 |
| Станок для мерной резки арматурной проволоки | 1979 |
|
SU919793A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |