(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОГО ТЕРМОСКЛЕИВАЮ11|ЕГОСЯ МАТЕРИАЛА
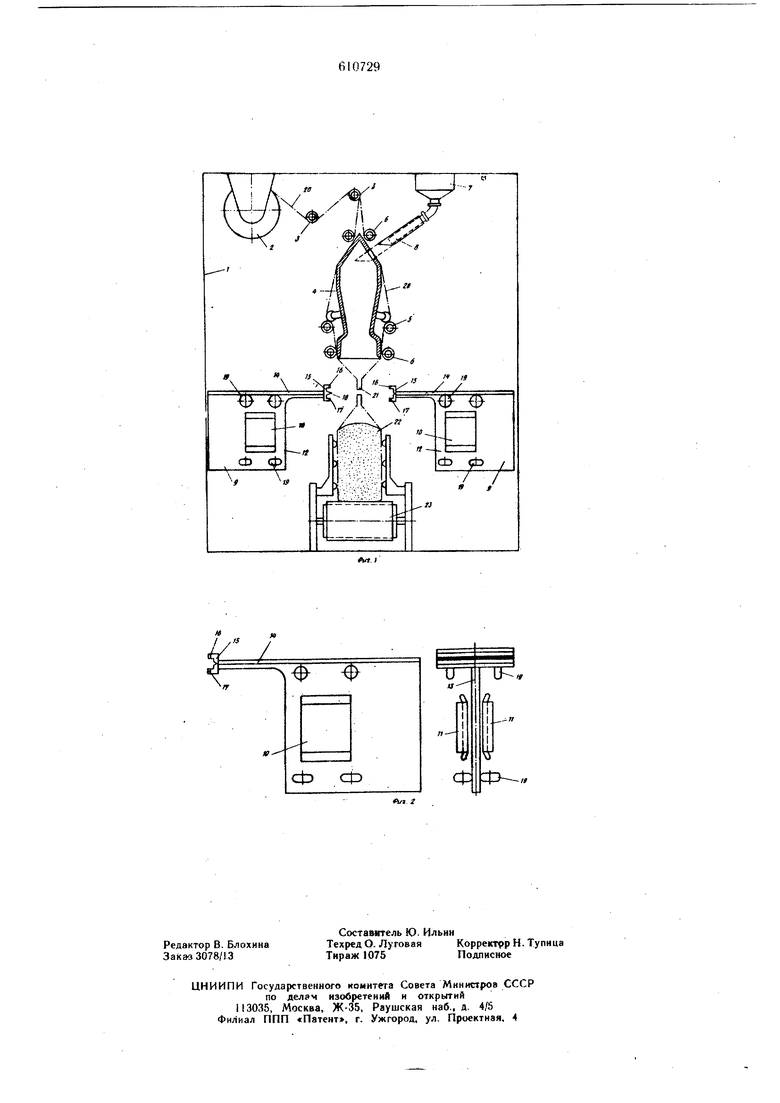
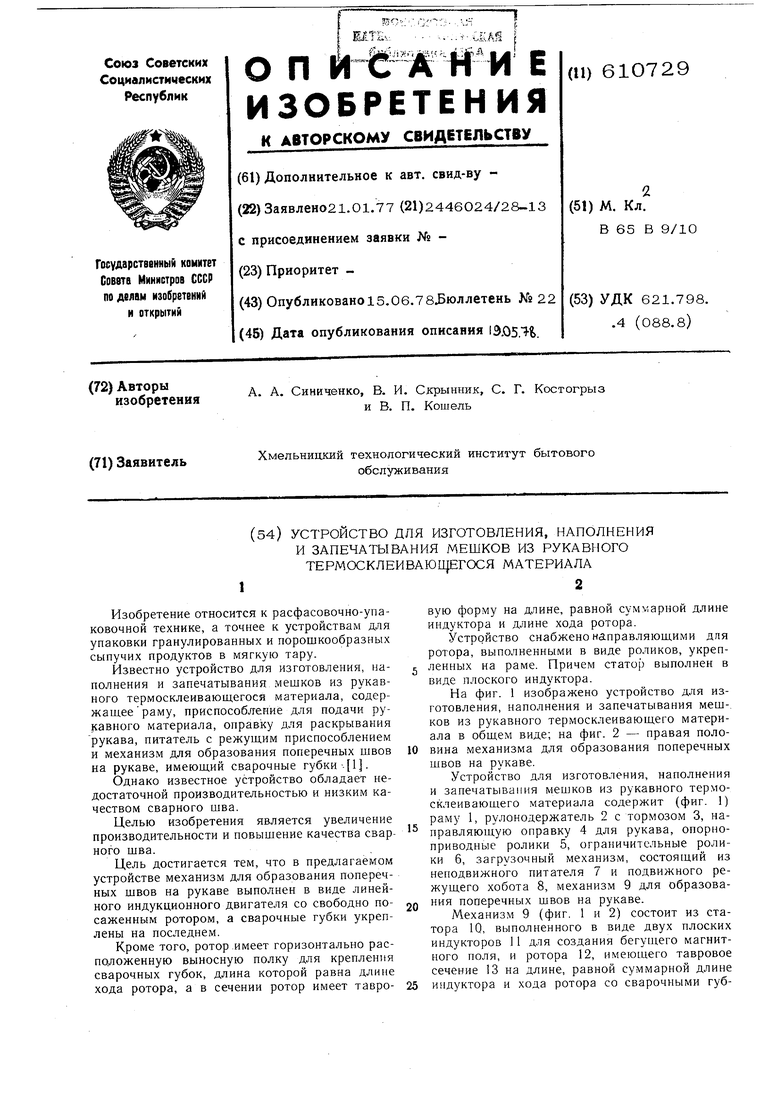
12 камн, а также горизонтально расположенную выносную полку 14 для крепления сг лрочных губок, длина которой равна длине хода ротора. На роторе укреш1ены сварочные губки 15, содержаш.ие верхний заварочный элемент 16, нижний заварочный элемент 17 и нож 18, для отделения готовых мешков. Ротор может свободно перемещаться относительно статора по направляющим роликам 9, которые укреплены на раме I. Подготовка устройства к работе производится следующим образом. Рукавный материал 20 сматывают с рулона, установленного в рулонодержателе 2, пропускают через направляющие ролики, верхнюю пару ограничительных роликов 6, опорно-приводные ролики 5 и нижнюю пару ограничительных роликов 6 таким обра: зом, что материал обволакивает оправку 4. При этом конец рукавного материала располагают несколько ниже уровня заварочных элементов 17. После этого при помош,и верхних заварочных элементов 16 механизм для образования поперечных щвов на рукаве создают дно будущего мешка 21. Затем режущий хобот 8, перемещаясь в сторону оправки 4, прорезает в материале 20 щель и заходит внутрь оправки через имеющееся в нем окно (положение хобота 8 на фиг. 1 показано пунктиром). Упаковываемый продукт из неподвижного питателя 7 поступает по хоботу 8 во внутреннюю полость оправки, не имеющей дна, т. е. происходит заполнение мещка., .Далее хобот 8 возвращают а исходное положение. Механизм 9 для образования поперечных щвов разводится, в опорно-Приводные роликн 5 протягивают материалы 20 и заполненный мещок 22 до уровня конвейера 23. При этом прорезанная щель оказывается на уровне ножа 18 для отделения готовых мешков. После этого смыкаются сварочные губки 15, которые запечатывают верх заполненного мещка, образуют дно будущего мешка и ножом 18 отделяют мешки один от другого. Готовый мешок удаляется конвейером 23, а операция загрузки повторяется автоматически и в описанном порядке. Ротор с укрепленными на нем сварочными 1убками не имеет механической связи со статором, благодаря чему возможна его замена для ремонта без выполнения демонтажиых работ. При замене ротора 12 вынимают его из направляющих роликов 19 и ставят на его место запасной ротор с исправными губками. Благодаря применению электромагнитного привода возможно осуществление тонкой регулировки усилия и длительности прижатия нихромовых полос к свариваемому материалу. Формула изобретения 1.Устройство для изготовления, наполнения и запечатывания мещков из рукавного термосклеивающегося материала, содержащее раму, приспособление для подачи рукавного материала, оправку для раскрывания рукава, питатель с режущим приспособлением и механизм для образования поперечных щвов на рукаве, имеющий сварочные губки, отличающееся тем, что, с целью увеличения производительности и повыщения качества сварного щва, механизм для образования поперечных швов на рукаве выполнен в виде линейного индукционного двигателя со свободно посаженным ротором, а сварочные губки укреплены на последнем. 2.Устройство по п. 1, отличающееся тем, что ротор имеет горизонтальную выносную полку для крепления сварочных губок, длина которой равна длине хода ротора, а в сечении ротор имеет тавровую форму на длине, равной суммарной длине индуктора и д.1ине хода ротора. 3.Устройство по по. 1 и 2, отличающееся чем, что оно снабжено направляющими для ротора, выполненными в виде роликов, укрепленных на раме. 4.Устройство по п. {, отличающееся тем, что статор выполнен в виде плоского нндуктора. Источники информации, принятые во внимание при экспертизе: I. Авторское свидетельство СССР № 322039, кл. В 65 В 5/02, 1969.
:v //
V :- , :T7 V
(
ч,
/:/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукава термосклеивающегося материала | 1972 |
|
SU442111A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ,НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВИЗ РУКАВА ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1972 |
|
SU424769A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающего материала | 1973 |
|
SU486964A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1973 |
|
SU404707A1 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1980 |
|
SU889540A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ.НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВИЗ РУКАВНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛАФОНД S'iSflEPTOB | 1972 |
|
SU426917A1 |