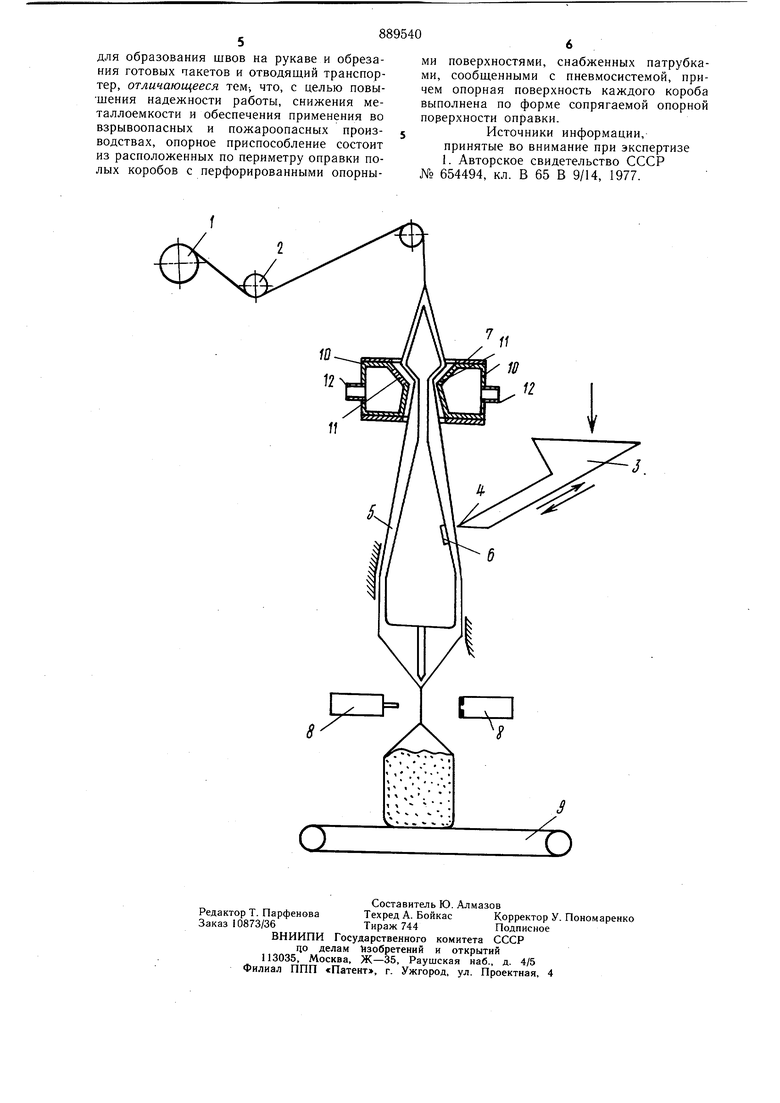
поверхностями 11, снабженных трубками 12, сообщенными с пневмосистемой (на чертеже не показана), причем опорная поверхность 11 каждого короба 10 выполнена по форме сопрягаемой опорной поверхности оправки 5.
Устройства работает следующим образом.
Плоскосложенную термосклеивающуюся рукавную пленку предварительно смотанную в рулон одевают на рулонодержатель 1 и протягивают через направляющие ролики 2, одевают на утолщенную верхнюю часть оправки 5 и протягивают между коробами 10 до уровня ниже механизма 8. Таким образом оправка 5 оказывается помещенной внутри рукавной пленки. Дальнейщая работа устройства происходит в автоматическом режиме. Механизм 8 выполняет первый термический щов на рукаве и загрузочное приспособление 3, двигаясь в сторону оправки 5, своим заостренным концом режущего инструмента 4 прорезает рукавную пленку, входит через окно б во внутреннюю полость оправки 5 и, соответственно, внутрь рукавной пленки. Продукт загружается в оправку 5 из загрузочного приспособления 3. К моменту окончания загрузки заканчивается образование термических щвов, охлаждение и отрезание при помощи механизма 8 части рукава вместе с нижним щвом. Затем загрузочное приспособление выводится из полости оправки 5, и отключается механизм 8.. Загруженный продукт находится в полости оправки 5 и мещка. образованного в результате выполнения щва на рукавной пленке. Отключенный механизм 8 и выведенное из полости оправки 5 загрузочное приспособление 3 частично готовят условия для опускания мешка под действием веса загруженного продукта на транспортер 9. Однако в этот момент рукавная пленка еще зажата под действием суммарного веса загруженного продукта и веса самой оправки 5 между опорными поверхностями оправки и перфорированными опорными поверхностями 11 коробов 10. В этот момент через трубки 12 в полости коробов 10 подается давление сжатого воздуха. Через перфорацию в опорных поверхностях 11 сжатый воздух воздействует на (Сопряженные опорные поверхности верхней части оправки 5. Результирующая сила давлений, оказываемых сжатым воздухом на верхнюю часть оправки, нап равлена вертикально вверх, и оправка 5 вместе с загруженным продуктом приподнимается вверх, освобождая рукавную пленку, прежде зажатую между опорными поверхностями оправки 5 и коробов 10. Заполненный продуктом мещок под действием собственного веса опускается на транспортер 9 и одновременно протягивает рукавную пленку. Для уменьшения сопротивления протягиванию пленки поверхности, о которые трется пленка при протягивании, выполнены полированными или защищены антифрикционным покрытием. Высоту подъема оправки 5 при протягивании пленки легко регулируют изменением давления сжатого воздуха,.подводимого к трубкам 12. Силами давления сжатого воздуха оправка 5 своей верхней частью центрирует ся симметрично относительно коробов 10. При попытке . смещения оправки 5 в горизонтальной плоскости в сторону любого из
коробов 10, нарастает сила давления возвращающая оправку в состояние симметричное относительно коробов 10. Таким образом, исключено заклинивание оправкой рукавной пленки в опорном приспособлении 7. Воздух, выходящий под давлением из зазора между опорными поверхностями 11 коробов 10 и сопряженными опорными поверхностями оправки 5, препятствует попаданию пыли или порощков продукта в этот зазор, чем исключается заклинивание
пленки пылью или порощком продукта. После опускания мещка на транспортер 9 давление сжатого воздуха, подводимого к трубкам 12, отключается, и под действием собственного веса оправка 5 опускается и зажимает пленку между опорными поверхносятми И коробов 10 и сопряженными с ними опорными поверхностями оправки 5. Новый цикл начинается с образования щва механизмом 8, причем после образования термических щвов и охлаждения их, нож отделяет готовый запечатанный пакет (мещок), стоящий на транспортере, от изготовленного мещка (заполненного, но еще не запечатанного), находящегося над механизмом 8.
Преимуществом предложенного устройства по сравнению с известным является то, что предложенное устройство в сравнении с известным имеет повышенную надежность в работе за счет конструкции опорного приспособления, которое обладает способностью надежной центровки оправки и
обеспечивает защиту от попадания пыли и порошков продукта в опорное приспособление, чем предотвращается торможение и заклинивание рукавного материала при протяжке. Использование сжатого воздуха
в качестве энергоносителя расщиряет область применения устройства в производствах любой степени пожароопасности и взрывоопасности, а также обеспечивает электробезопасность устройства.
Формула изобретения
Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала, содержащее рулонодержатель, направляющие ролики, загрузочное приспособление с режущим инструментом на конце, полую оправку с окном, опорное приспособление, механизм

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ,НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВИЗ РУКАВА ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1972 |
|
SU424769A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU610729A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1973 |
|
SU404707A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающего материала | 1973 |
|
SU486964A1 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ.НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВИЗ РУКАВНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛАФОНД S'iSflEPTOB | 1972 |
|
SU426917A1 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из гибкого рукавного материала | 1990 |
|
SU1692888A1 |
