1
Изйбрегение относится к конвейерному транспорту, а именно к кантователям деталей, перемещаемых конвейером.
Известно устройство .для формирования ряда досок, включающее конвейер, барабан с пазами для накопления и выдачи досок, приемный конвейер, причем в пазах барабана смонтированы захваты 1|.
Недостатком известного устройства является то, что оно не может быть использовано для кантования деталей.
Известен также кантователь деталей, содержащий в неподвижной опоре поворотный вал с вилкой, которая свягана с шестерней, взаимодействующей с зубчатой рей- кой, укрепленной на штанге шагового конвейера. Шестерня имеет неполное число зубьев и входит в зацепление с рейкой периодически 21.
Недостаток этого кантовйтеля заключает ся в ограниченной сфере его применения: его можно использовать только в штанговом конвейере с от.носительно бальшим ходом штанги, поскольку длина хода должна быть достаточной для последовательнаго аь1
г
полнения операций загрузки детали в вилку, поворота клина и выгрузки детали из вилки.
Целью изобретения является обеспечение кантования деталей на конвейере с любым шагом перемещения грузоноситепя.
Это достигается тем, что в предлагаемом кантователе вилка выполнена с четным числом захватов, попарно расположенных под углом, равным заданному углу поворота детали, и связана с шестерней посредством храповой передачи, причем храповик жестко связан с валом вилки, а собачка шарнирно соединена с шестерней, установленной с возможностью поворота относительно вала вилки, при этом опора снабжена подпружиненным фиксатором, взаимодействующим с храповиком для предотвращения поворота шестерни в направлении противоположном кантованию деталей.
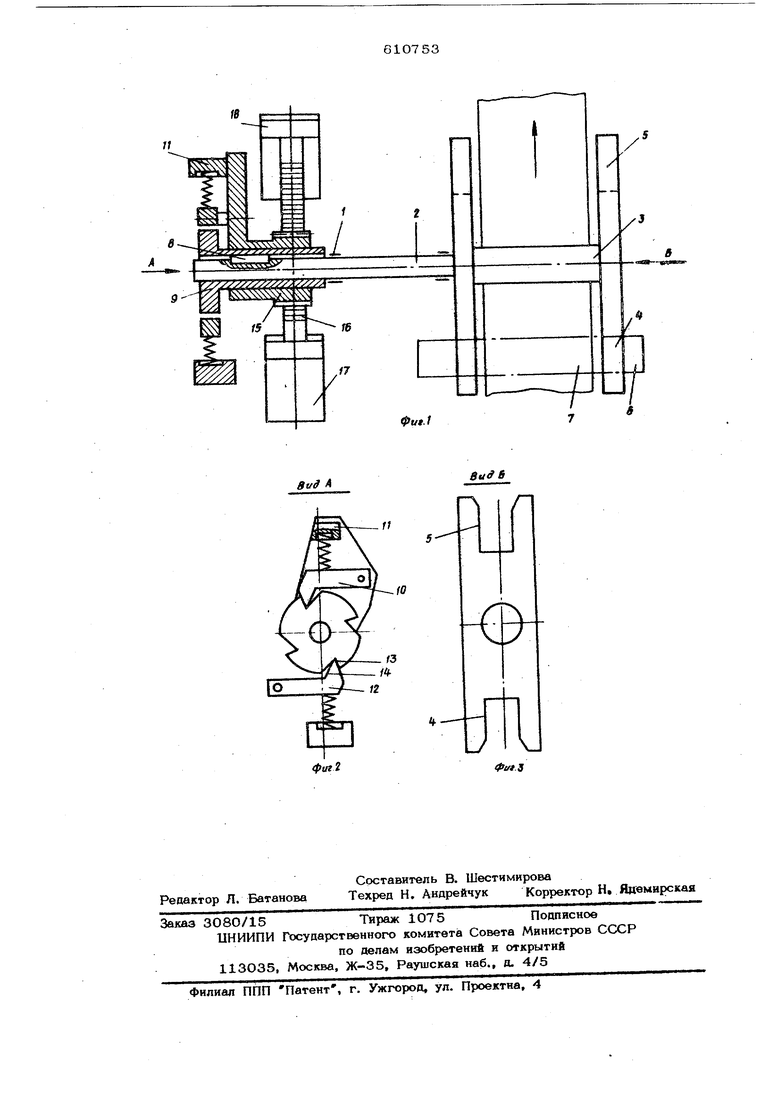
На фиг. 1 изображен предлагаемый кантователь деталей, план; на фиг. 2 - то же вид по стрелке А на фиг. 1; на фиг. 3 то же, вид по стрелке Б на фиг. 1.
В неподвижной опоре 1 кантователя установлен поворотный вал 2, жестко соединенный с вилкой 3, содержащей две перпендикулярные валу шеки, каждая из которых выполнена с двумя захватами 4 и 5, расположенными под углом 180 в плоскости поворота кантуемой детали 6, уложенной на шаговом конвейере 7, На другом конце вала 2 на шпонке 8 сидит четырехзубый храповик 9, две смежные впадины которого контактируют с подпружиненной собачкой 1О, шарнирно закрепленной на водиле 11, и с подпружиненным фиксатором 12, имею™ щим упорную 13 и скошенную 14 грани и шарнирно связанным с неподви { юй опорой
Водило 11 жестко связано с шестерней 15, надетой на ступицу храповика 9 с воэ можностью поворота. Шестерня 15 взаимодействует с рейкой 16, выполненной заод но с общим штоком двух пневмоцилиндров 17 и 18 одностороннего действия, управ ляюшая аппаратура которых (на чертеже не показана) связана с приводом конвейера
Кантователь работает следующим образо
При рабочем ходе конвейера 7 деталь 6 заходит в захваты 4 вилки 3.
В начале паузы конвейера в нештоковую полость пневмоцилиндра 18 подается сжатый воздух, поршень цилиндра перемещается, и рейка 16 поворачивает шестерню 15 с водилом 11.
При етом собачка 10 увлекает храповик 9. Скошенная , поверхность соседней впадины взаимодействует со скошенной гранью 14 фиксатора, отжимает последний, и он выходит из зацепления с храповиком.
Храповик 9 вращает вал 2 с вилкой 3, пока деталь 6 не переместится на следующую позицию конвейера, совершив поворот на 18О , Фиксатор 12 под действием пру
в противостоящую ему впадину
жины входит храповика 9.
Во время рабочего хода конвейер перемешает перевернутую деталь 6, освободив таким образом захваты 4 вилки кантователя, одновременно следующая деталь поступает в захваты 5 вилки, занявшие после поворота место захватов 4. В это же время в нештоковую полость пневмоцилиндра 17 подается сжатый воздух, рейка 16 перемещается в обратном направлении, врашая UJecтepню 15 с водилом 11 и собачкой 1О относительно жестко связанного с вилкой 3 храповика 9, вращению которого препятствует упорная грань 13 фиксатора 12
При следующей паузе конвейера цикл повторяется.
Формула изобретения
Кантователь деталей, включающий опору установленный в ней поворотный вал с вилкой, которая связана с шестерней, взаимодействующей с приводной зубчатой рейкой, отличающийся тем, что, с цель обеспечения кантования деталей на конвейе ре с любым шагом перемещения грузоноситэля, вилка выполнена с-четным числом захватов, попарно расположенных под углом оавным заданному углу поворота детали, и связана с шестерней посредством храпово передачи, причем храповик жестко связан 1 с валом вилки, а собачка шарнирно соединена с шестерней, установленной с возможностью поворота относительно вала вилки, при этом опора снабжена подпружиненным фиксатором, взаимодействующим с хра повиком для предотвращения поворота шее™ терни в направлении противоположном кантованию деталей.
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР № 361949, кл. В 65 G 47/52, 1971.
2.Авторское свидетельство СССР № 250920, кл. В 65 G 47/22, 1966.
/
/
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Кантователь шагового конвейера | 1987 |
|
SU1421639A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Кантователь | 1973 |
|
SU524652A1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2000 |
|
RU2201334C2 |
| Кантователь | 1973 |
|
SU562474A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для кантования деталей в автоматических линиях | 1975 |
|
SU606786A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ | 2005 |
|
RU2294276C1 |
8uS
Buff 6
rs /1
fjn
фаг2
L/
фу.3
