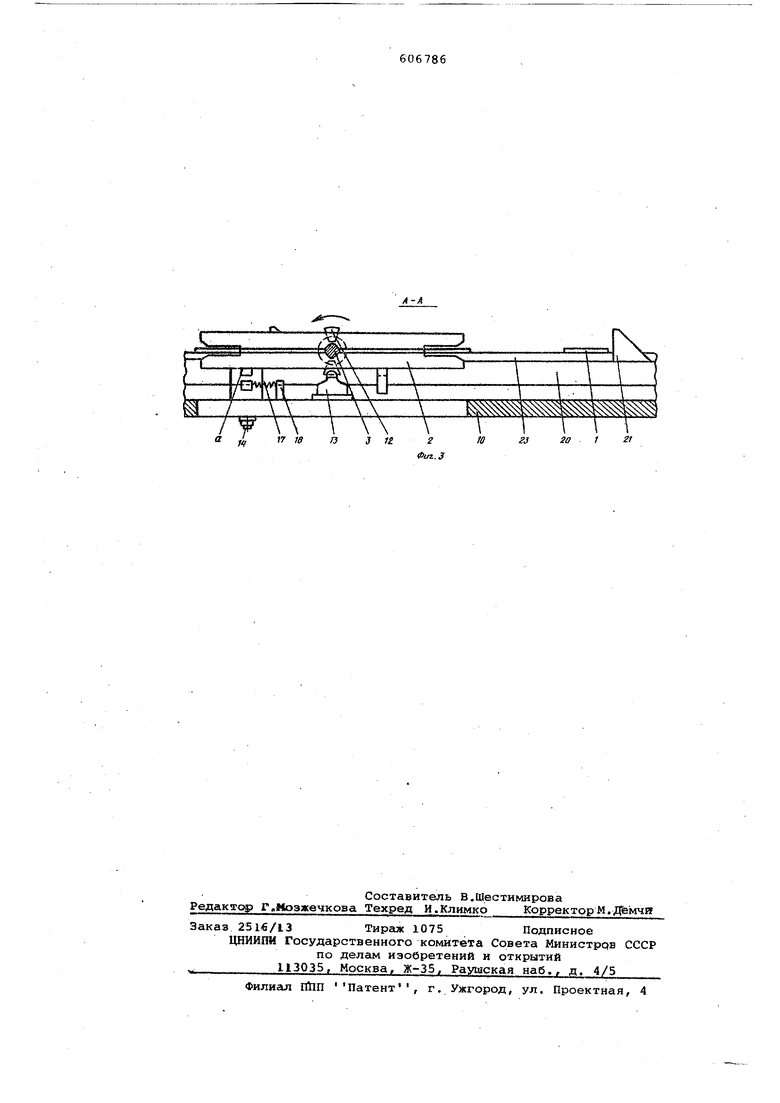
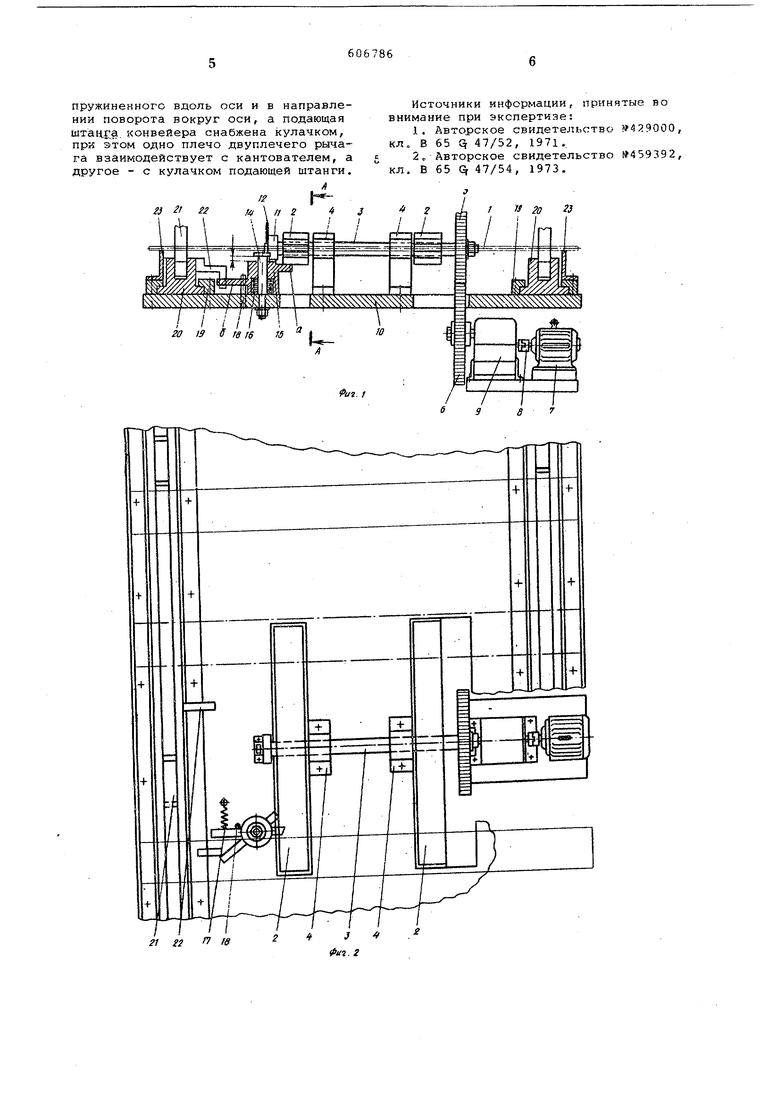
(54) УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ ДЕТАЛЕЙ В АВТОМАТИЧЕСКИХ ЛИНИЯХ го вдоль оси и в направлении поворота вокруг оси, а подающая штанга конвей ера снабжена кулачком, при этом одно плечо двуплечего рычага взаимодействует с кантователем, а другое лачком подающей штанги. На фиг, 1 изображено предлагаемое устройство; на фиг. 2 -. то же, вид в плане; на фиг. 3 разрез А-А на фиг.1. Кантователь встроен в шаговый конвейер автоматической линии, например линии штамповки кожухов ведущих мосто грузовых автомобилей, на котором перемещаются детали 1, и имеет механизмы 2 захвата с Захваты жестко установлены на приводном валу 3, установленном в подшипниках 4 и получающим вращение через шестерни 5 и 6 от электродвигатели 7, соединенного муфтой 8 с редуктором 9. Подшипники установлены на основании 10, На валу 3 закреплено кольцо 11 С-двумя алюминиевыми флажками 12, проходящими при вращении вала через прорезь бесконтактного выключателя 13. На основании 10 непо,движно закреплена ось 14, на которой подвижно установлен с возможностью осевого перемещения и поворота двупле чий рычаг 15 подпружиненный вдоль ос пружиной 16. Исходное положение двуплечег-о рычага 15 относительно оси 14 определяется пружиной 17 растяжения и упором 18, На основании 10 в направляющих 19 перемещаются перпендикулярно оси вращения механизмов 2 захвата кантрвателя штанги 20 с собачками 21. На одной из штанг 20 со стороны установки двуплечего рычага 15, закреплен кулачок 22.. Деталь с однр% ./.позиции на другую перемещается утопающими собачками 21 штанг 20 по направляющим 23. Кантователь работает следующим образом. В исходном положении один из захва ТОЕ 2 опирается на плечо d рычага 15 что соответствует горизонтальному положению механизмов захвата кантователя с Штанги 20 находятся в крайнем правок положении. Цикл начинается с движения штанг 20 из исходного правого положения налево. При этом уже окантованная деталь из левых захватов выносится собачками 21 штанг 20 и перемещается на следующую позицию, а очередная деталь подается в правые захваты. В конце рабочего хода подающих штанг кулачок 22 нажимает на плечо S двуплечего рычага 15 и поворачивает его на оси 14р растягивая при этом пружину 17. При этом плечо а рычага выходит из под нижней плоскости захвата , после чего пружина 16 поджимает корпус рычага вверх по оси 14 на высоту зазора С , который был в исходном положении между корпусом рычага и буртом оси 14 В крайнем левом положении штанг 20 дается сигнал на обратный ход штанг в исходное правое положение и на включение привода кантователя. При перемещении штанг в исходное положение кулачок 22 перестает действовать на плечо S рычага 15 и пружина 17 стремится повернуть двуплечий рычаг в исходное положение раньше, чем механизм 2 захвата начяет поворот. Двуплечий рычаг 15 не может вернуться в исходное положение, и его плечо Д не может препятствовать повороту захватов, так как под действием пружины 16 плечо рычага а находится выше нижней плоскости захвата и прижимается под действием пружины 17 к егобоковой поверхности. Механизм захвата кантователя поворачивается на валу 3 против часовой стрелки, перекантовывая очередную деталь на 180°. Как только левый захват повернется и выйдет из взаимодействия с плечом О рычага 15, рычаг под действием пружины 17 повернется в исходное положение до упора 18.. Плечо а рычага опять оказывается на пути захвата заканчивающего поворот с очередной деталью. При подходе захватов к горизонтальному положению один из флажков 12 заходит в прорезь бесконтактного выключателя 13, который дает сигнал на отключение электродвигателя 7. При этом захват с очередной уже окантованной деталью нажимает на плечо а рычага 15 и, сжимая пружину 16, опускает корпус рыча.га вниз до упора в основание 10, образуя зазор С между корпусом и буртом оси 14. Захваты кантователя останавливаются плечом а рычага 15, выч полняющим роль упора, поглощающего инерцию привода вращения вала 3. Устройство для кантования деталей обеспечивает надежную работу кантователя в автоматическом цикле линии штамповки деталей автомобилей с большой производительностью (порядка 300350 деталей в час). Формула изобретения Устройство для кантования дё талей. в автоматических линиях, включающее кантователь с механизмом захвата деталей, встроенный в конвейер, наприМер шаговый, и механизм останова привода кантователя, отличающ е е с я тем, что, с целью обеспечения надежности работы устройства в линиях штамповки деталей автомобилей, оно снабжено фиксатором кантователя, выполненного в виде установленнего на оси двуплечего , подпружиненного вдоль оси и в направлеНИИ поворота вокруг оси, а подающая штацга. конвейера снабжена кулачком, при этом одно плечо двуплечего рычага взаимодействует с кантователем, а другое - с кулачком подающей штанги. А , 1} гг « II г 21 12 в Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство 429000, кл. В 65 Q 47/52, I97i. 2 „ Авторское свидетельство №459392, кл, В 65 Q 47/54, 1973. г t Ч 20 23 Л SO 1 гг
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1976 |
|
SU599873A2 |
| Кантователь | 1973 |
|
SU510285A1 |
| Захват-кантователь | 1987 |
|
SU1472411A1 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
| Захват-кантователь | 1979 |
|
SU823260A1 |
| Кантователь шагового конвейера | 1987 |
|
SU1421639A1 |
| Установка для накопления кирпичей с зазором | 1986 |
|
SU1402432A2 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Револьверный питатель для подачизАгОТОВОК B шТАМп | 1979 |
|
SU837506A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |