способности нагревате.пьной печи и выполнена с профильными отверстиями.
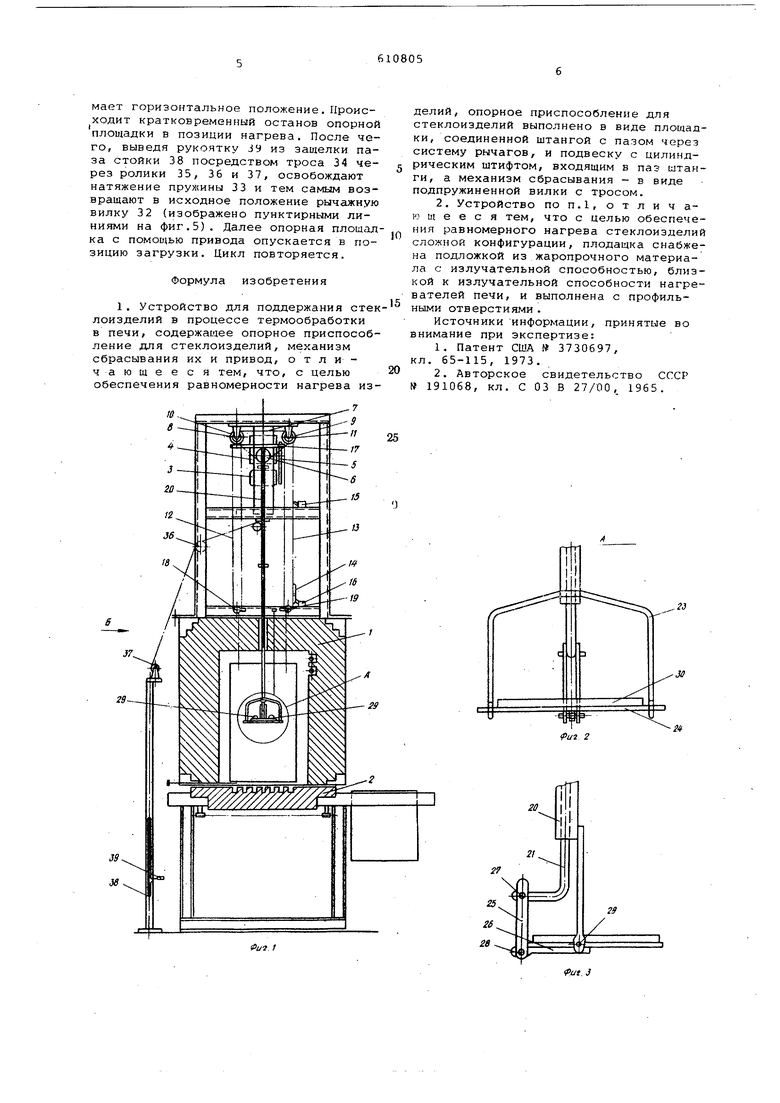
На фиг. 1 показан общий вид устройства; на фиг. 2 - узел л на фиг, 1; на фиг. 3 и 4 -. опорная площадка, вид сбоку и сверху; на фиг. 5 - вид по стрелке Б на фиг. 1; на фиг. 6 - вид ,по стрелке В на фиг. 5.
Устройство смонтировано в печи нагрева 1, нижний проем которой перекрывается подвижным подом 2.
Основными узлами устройства являются;
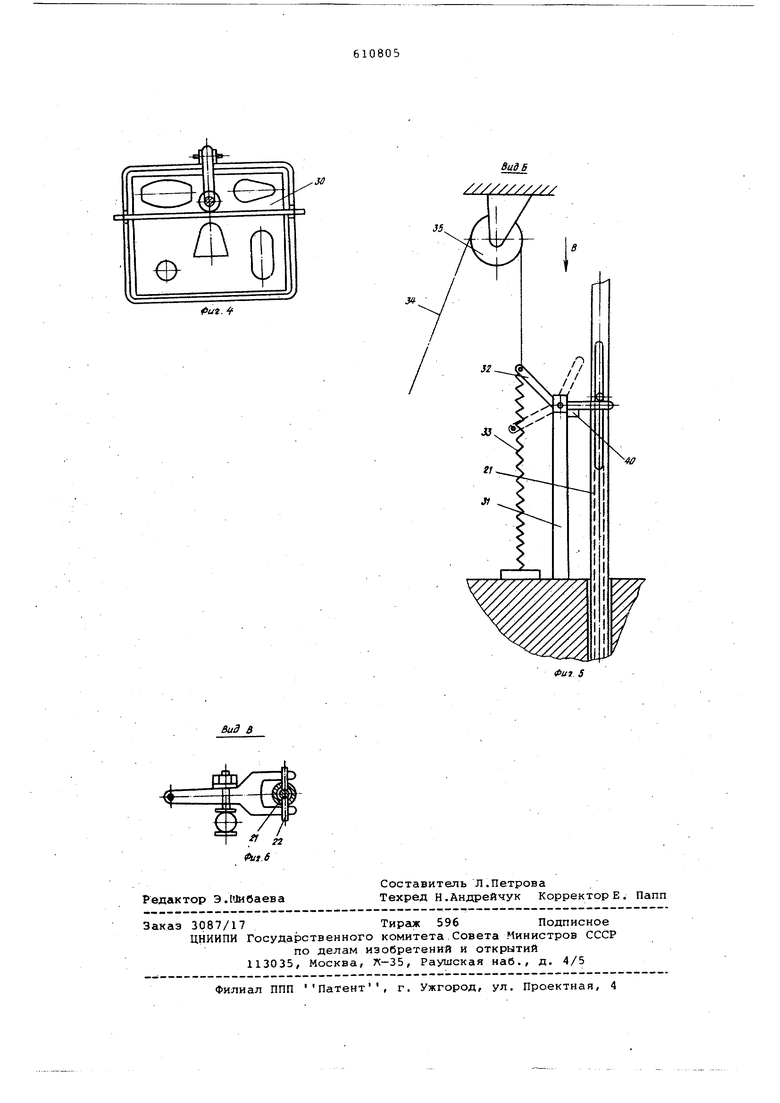
привод, включающий электродвигатель 3, редуктор 4, клиновой ремень 5, ведущую звездочку 6, цепь 7, звездочки 8-11, бесконечные цепи 12 и 13 упор 14, конечные выключатели 15 и 16, траверса 17, прикрепленная своими концами к бесконечным цепям 12 и 13, и натяжные звездочки 18 и 19; штанга 20 с пазом, прикрепленная вверху к траверсе 17; подвеска 21 с цилиндрическим штифтом 22; опорная площадка с системой рычагов, содержащая корпус 23, рамку 24, рычаги 25 и 26 и оси 27, 28 и 29; подложка 30; сбрасыватель, содержащий стойку 31, рычажную вилку 32, пружину 33, трос 34, ролики 35, 36 и 37, стойку 38 из трубы с пазом, рукоятку 39 и ограничител хода рычажной вилки 40.
Работает устройство следующим образом.
От электродвигателя 3 вращение через клиновой ремень 5 передается редуктору 4, на выходном валу которого насажена звездочка 6, от которой посредством цепи / вращение передается звездочкам Ь и У. На одних валах со звездочками 8 и 9 неподвижно насажены звездочки 10 и 11, от которых движение передается бесконечным цепям 12 и 13, ограниченным в нижней части натяжными звездочками 18 и 19, При движении бесконечных цепей 12 и 13 совместно с ними, в зависимости от направления вращения привода, движется вниз или вверх закрепленная к ветвям бесконечной цепи траверса 17 ивместе с ней прикрепленная вверху штанга 20, в нижней части которой прикреплен неподвижно корпус 23 опорной площадки.
Для загрузки изделий опорная площадка с помощью привода опускается ниже уровня пода 2 пегчи 1 , причем под 2 печи 1 перед этим откатывается в сторону по рельсовому пути с помощью собственного привода. Рычажная ви ка 32 при опускании опорной площадки в позицию загрузки не препятствует прохождению штифта 22. Это достигается выводом рукоятки 39 из защелки паза стойки 38, вследствие чего пружина 33, освобожденная от натяжения ее TDOCOM 34, возвращает рычажную
вилку 32 в исходное -положение (изображено пунктирными линиями на фиг.5) Останов опорной площадки в позиции загрузки изделий осуществляется автоматически конечным выключателем 15 и упором 14.
После установки стеклоизделий на нагретую подложку 30 опорной площадки уона с помощью привода поднимается в рабочую камеру печи нагрева 1. Остановка опорной площадки в позиции нагрева стеклоизделий осуществляется автоматически конечным выключателем 16 и упором 14. Рычажная вилка 32 во в-ремя этого перемещения находится в исходном положении (изображено пунктирными линиями на фиг.5) и не препятствует прохождению штифта 22. Под 2 печи 1 перемещают в рабочее положение, перекрывая этим самым проем печи 1 , и производят нагрев стеклоизделий -до заданной температуры.
После нагрева стеклоизделий опорная площадка посредством привода перемещается в позицию сбрасывания стеклоизделий в закалочную ванну. В этом случае под 2 печи 1 откатывается в сторону, а на его место с помощью собственного привода транспортируется ванна с охлаждающей жидкостью.
Для сбрасывания стеклоизделий в закалочную ванну рычажная вилка 32 устанавливается в рабочее положение до упора хода вилки 40 (изображено сплошньгми линиями на фиг. 5) . Это выполняется натяжением троса 34 через ролики 35, 36 и 37 рукояткой 39 и фиксацией ее в вырезе паза стойки 38. Подвеска 21 с цилиндрическим штифтом 22, проходя вместе со штангой 20 рычажную вилку 32, зависает на ней .штифтом 22,-а штанга 20 с закрепленным на ней в нижней части корпусом 23 опорной площадки продолжает двигаться вниз. Как только подвеска 21 прекращает движение вниз и отстает от штанги 20 на величину длины ее паза, происходит срабатывание рычагов 25 и 26 на осях 27, 28 и 29 и наклон рамки . 24 с укрепленной на ней подложкой 30 и установленными стеклоизделиями, в силу чего они сбрасываются в закалочную ванну. Останов опорной площадки в позиции сбрасывания стеклоизделий осуществляется автоматически конечным выключателем 15 и упором 14.
Для подачи опорной площадки в позицию загрузки она с помощью привода транспортируется сначала в позицию нагрева. Во время движения вверх штанга 20 своим нижним основанием паза снимает с рычажной вилки 32 цилиндрический штифт 22 вместе с подвеской 21, тем самым освобождая рычажную вилку 32. За счет возврата рычагов 25 и 26 в исходное положение рамка 24 с укрепленной на ней подложкой JO занимает горизонтальное положение. Проис ходит кратковременный останов опорной площадки в позиции нагрева. После чего, выведя рукоятку jy из защелки паза СТОЙКИ 38 посредством троса 34 через ролики 35, 36 и 37, освобождают натяжение прухсины 33 и тем самым возвращают в исходное положение рычажную вилку 32 (изображено пунктирными линиями на фиг,5). Далее опорная площад ка с помощью привода опускается в позицию загрузки. Цикл повторяется. Формула изобретения 1. Устройство для поддержания стек лоизделий в процессе термообработки в печи, содержащее опорное приспособление для стеклоизделий, механизм сбрасывания их и привод, о т л и чающе е с я тем, что, с целью обеспечения равномерности нагрева изделий, опорное приспособление для стеклоизделий выполнено в виде площадки, соединенной штангой с пазом через систему рычагов, и подвеску с цилиндрическим штифтом, входящим в паз штамги, а механизм сбрасывания - в виде подпружиненной вилки с тросом, 2. Устройство поп.1,отличаю щ е е с я тем, что с целью обеспечения равномерного нагрева стеклоизделий сложной конфигурации, плодащка снабжена подложкой из жаропрочного материала с излучательной способностью, близкой к излучательной способности нагревателей печи, и выполнена с профильными отверстиями . Источники информации, принятые во внимание при экспертизе: 1,Патент США 3730697, кл, 65-115, 1973. 2.Авторское свидетельство СССР 191068, кл, С 03 В 27/00, 1965.
iftu-l.
. 2
fut.
Вид Б
///////////
yt

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для жидкостной закалки стеклоизделий | 1973 |
|
SU447377A1 |
| Устройство для поддержания стеклоизделий при термообработке | 1987 |
|
SU1418297A1 |
| Устройство для загрузки и выгрузки поддонов в агрегате для химико-термической обработки изделий | 1982 |
|
SU1257393A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| Транспортирующее устройство | 1980 |
|
SU956390A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| Устройство для установки в боксы автомобилей в многоэтажных автоматизированных гаражах | 1990 |
|
SU1825866A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Устройство для гнутья листового стекла | 1980 |
|
SU895936A2 |