Изобретение относится к области обработки металлов давлением и может быть использовано при прокатке сортовых заготовок на обж№1но-заготовочных агрегатах.
ИзвЁСтек калибр для многоручьевой совмещенной прокатки, включающий наличие по меньшей мере двух систем, состоящих из ряда черновых и соответствуюпшх №i чистовых совмещенных ручьев ij .
Недостатком известного калибра является наличие широких промежуточных буртов между группами калибров.
Цель изобретения - увеличение полезной длины бочки валков путем ликвидации промежуточных буртов.
Это достигается тем, что соответствующие черновые и чистовые калибры одной системы по длине бочки валков размещены в чередовании с калибрами другой системы.
На чертеже показана схема расположения многоручьевых калибров по длине бочки валков для прокатки квадрата 135 мм и 100 мм.
Черновой 1 и чистовой 2 многоручьевые калибры для прокатки квадрата 135 мм чередуются с черновьм 3 и чистовым 4 многоручьевыми калибрами для прокатки квадрата 100 мм. Агжатура 5 у калибров 1 и 2 при прокатке квадрата 135 мм расположена против калибров 3 и 4. В случае прокатки квадрата 100 мм привалковая арматура располагается против калибров 1 и 2. Бурты между калибрами отсутствуют по существу ими служат
гребни 6-8, образованные внешними стенками крайних ручьев соседних калибров .
Пример. Черновые и чистовые многоручьевые калибры для прокатки квадратов 100 и 135 мм были нарезаны на бочке валков клети 900 стана 950/900 Донецкого металлургического завода. Длина бочки валков 2400 мм. Калибры по длине бочки валков слева направо нарезаны в следующем порядке: 1) трехручьевой калибр 135 мм, ширина 560 мм; 2) четырехручьевой черновой калибр 100 мм, ширина 550 м 3) трехручьевой чистовой калибр 135 мм, ширина 560 мм 4) четырехручьевой черновой калибр 100 мм, ширина 550 мм.
Суммарная ширина калибров 2220мм Крайние бурты на валках имеют ширину 90 мм.
Использование предлагаемого изобретения позволяет увеличить полезную длину бочки валка. Так, например, по длине бочки валков клети 900 стана 950/900 Донецкого металлургического завода при принятых способах расположения калибров совмещаются два трехручьевых калибра квадрата 135 мм и два трехручьевых калибра . квадрата 100 мм. При расположении по длине бочек валков в соответствии с предлагаемым изобретением можно врезать два трехручьевых калибра 0 135 мм и два четь рехручьевых калибра 100 мм. Это позволяет прокатывать 0 100 мм в четыре ручья.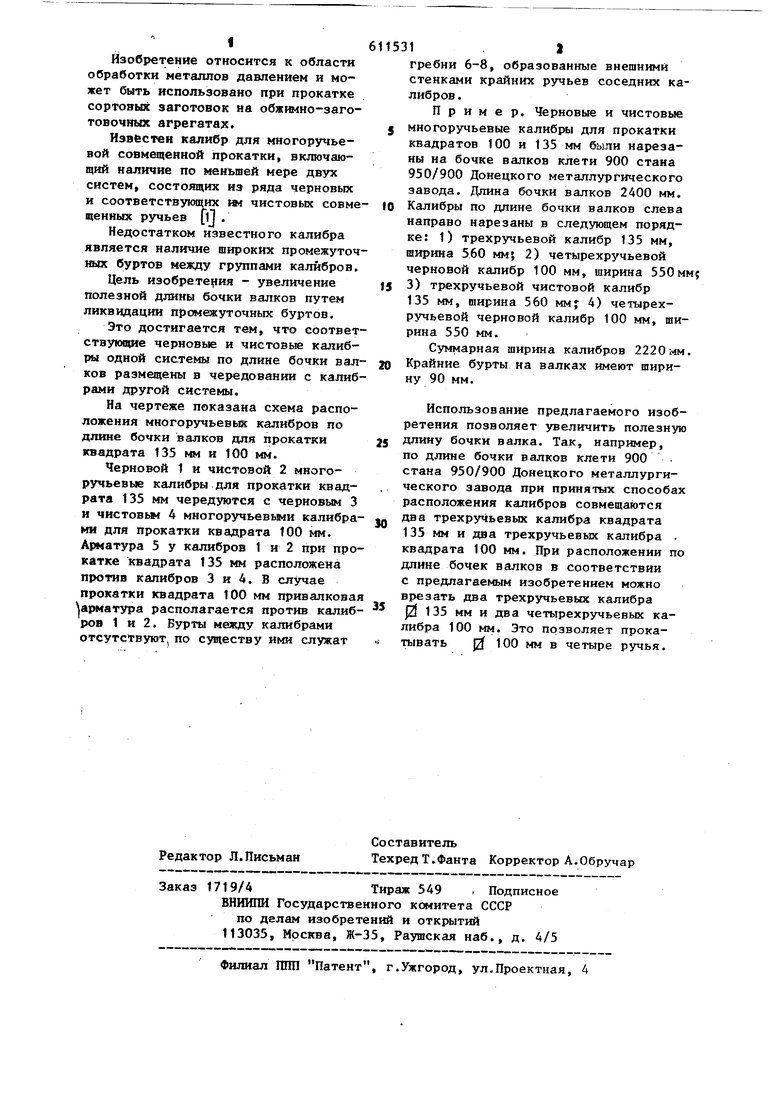
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр для многоручьевой совмещенной прокатки заготовок | 1980 |
|
SU889160A1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ разделения профилей при прокатке | 1986 |
|
SU1359021A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Ряд чистовых калибров двухвалковой клети для прокатки зетового профиля | 1991 |
|
SU1821250A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
КАЛИБР ДЛЯ МН01Х)РУЧЬЕВ<Й СОВМЕЩЕННОЙ ПРОКАТКИ, включакнций наличие по меньшей мере двух систем, состоящих из ряда черновых и соответствующих им чистовых совмещенных ручьев, отличающийся тем, что, с целью увеличения полезной длины бочки валков путем ликвидации промежуточных буртов, соответствующие черновые и чистовые калибры одной системы по длине бочки валков размещены в чередовании с калибрами другой системы.2 8S^Oiелсо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вьщрин В.Н | |||
| и др | |||
| Исследование многоручьевой прокатки | |||
| Сборник научных трудов ЧПИ, № 130, 1974, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
