(54) КАЛИБР ДЛЯ МНОГОРУЧЬЕВОЙ СОВМЕЩЕННОЙ ПЮКАТКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ калибровки валков | 1976 |
|
SU582851A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1982 |
|
SU1026851A1 |
| Калибр для многоручьевой совмещенной прокатки | 1977 |
|
SU611531A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Черновой калибр для многоручье-ВОй пРОКАТКи | 1979 |
|
SU804013A1 |

Изобретение относится к обработке металлов давлением, в частности к производству сортовых заготовок на обжимных и заготовочных станах многоручьевым способом. Известен способ калибровки валков ряда последовательно установленных прокатных клетей, включающий изменение глубины вреза ручьев и диаметра бочки валков в каждой последующей по ходу прокатки и. клети, вьшолняя при этом возрастающими глубину вреза ручьев и диаметр бочки на обоих валках в каждой последующей клети 1. Однако этот способ применим дпя непрерывных станов или станов с больщим количеством последовательно расположенных клетей. Кроме того, неизбежно искажение форм крайних заготовок вследствие возникновения опрокидывающего момента, стремящегося повернуть их вдоль продольной оси. Наиболее близким по своей технической сущности к изобретению является калибр для многор}чьевой совмещенной прокатки заготовок, центральная часть которого выполнена в виде нескольких прямоугольных калибров, образованных прямозтольными ручьями и рабочими дисками - 6ypTaivm, расположенных в щахматном порядке 2. Недостатком известного калибра является искажение при прокатке в нем формы поперечного сечения крайних заготовок, связанное с возникновением во время прокатки опрокидывающего момента, стремящегося повернуть крайние заготовки вокруг их продольной оси. Цель изобретения - получение крайних заготовок правильной геометрической формы. Поставленная цель достигается тем, что в калибре для многоручьевой совмещенной прокатки заготовок, центральная часть которого выполнена в виде нескольких прямоугольных калибров, образованных прямоугольными ручьями и рабочими дисками-буртами, расположенньис в щахматном порядке, крайние калибры выполнены в внде прямоугольника, расположенного на диагональ. Схема прокатки в таком калибре исключает возникновение опрокидывающего момента.
I a значит и не происходит искажение формы крайних заготовок.
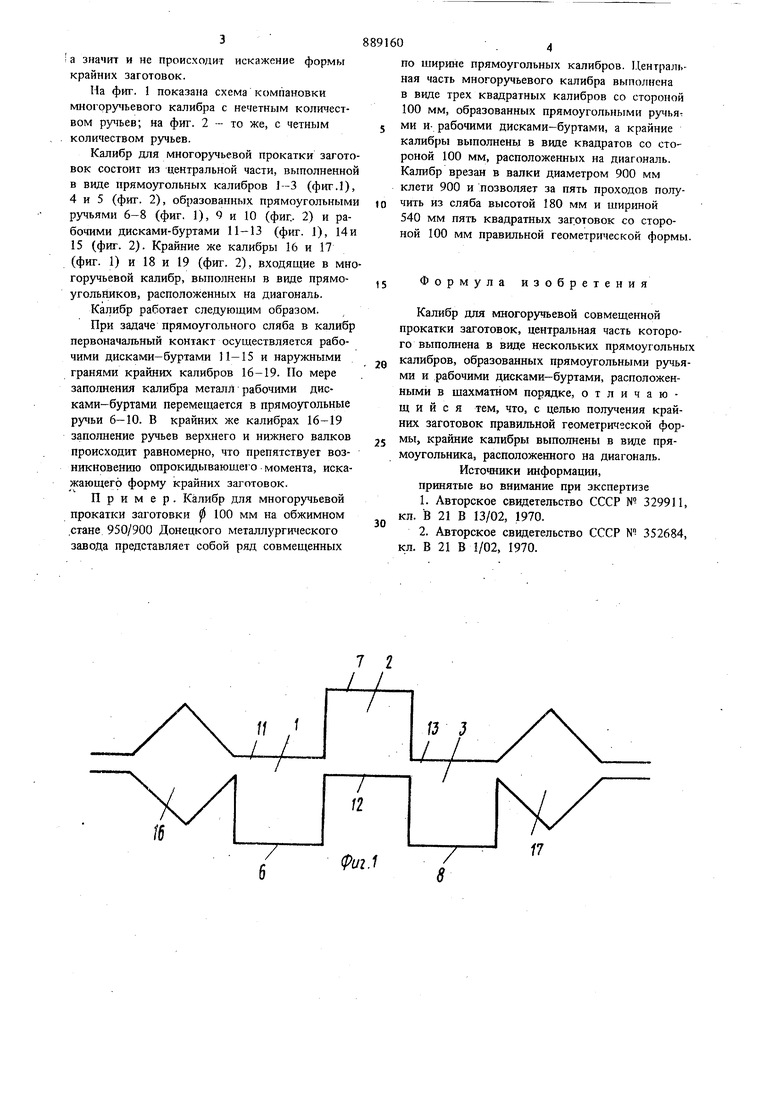
На фиг. 1 показана схема компановки MHoiopyibeeoro калибра с нечетным количеством ручьев; на фиг. 2 - то же, с четным количеством ручьев.
Калибр для многоручьевой прокатки заготовок состоит из центральной части, выполненной в виде прямоугольных калибров 1-3 (фиг.), 4 и 5 (фиг. 2), образованных прямоугольными ручьями 6-8 (фиг. 1), 9 и 10 (фиг.. 2) и рабочими дисками-буртами 11-13 (фиг. 1), 14 и 15 (фиг. 2). Крайние же калибры 16 и 17 (фиг. 1) и 18 и 19 (фиг. 2), входящие в многоручьевой калибр, выполнены в виде прямоугольников, расположенных на диагональ.
Калибр работает следующим образом.
При задаче прямоугольного сляба в калибр первоначальный контакт осуществляется рабочими дисками-буртами 11-15 и наружными гранями крайних калибров 16-19. По мере заполнения калибра металл рабочими дисками-буртами перемещается в прямоугольные ручьи 6-10. В крайних же калибрах 16-19 заполнение ручьев верхнего и нижнего валков происходит равномерно, что препятствует возникновеишо опрокидывающего момента, искажающего форму крайних заготовок.
Пример. Калибр для многоручьевой прокатки заготовки 100 мм на обжимном стане 950/900 Донецкого металлургического завода представляет собой ряд совмещенных
по ширине прямоугольных калибров. UeHTpajTi ная часть многоручьевого калибра выполнена в виде трех квадратных калибров со стороной 100 мм, образованных прямоугольными ручья ми и- рабочими дисками-буртами, а крайние калибры выполнены в виде квадратов со стороной 100 мм, расположенных на диагональ. Калибр врезан в валки диаметром 900 мм клети 900 и позволяет за пять проходов получить из сляба высотой 180 мм и щир1шой 540 мм пять квадратных заготовок со стороной 100 мм правильной геометрической формы.
Формула изобретения
Калибр для многоручьевой совмещенной прокатки заготовок, центральная часть которого выполнена в виде нескольких прямоугольных калибров, образованных прямоугольными ручьями и рабочими дисками-буртами, расположенными в щахматном порядке, отличающийся тем, что, с целью получения крайних заготовок правильной геометрической формы, крайние калибры выполнены в виде прямоугольника, расположенного на диагональ. Источники информации,
принятые во внимание при экспертизе
