1
Изобретение относится к области прокатного производства и может быть применено для управления гильотинными ножницами, которые устанавливаются в технологической линии стыкосварочных, непрерывно-травильных агрегатов и агрегатов перемотки полосы.
Известно устройство для автоматического пореза передних и задних концов полосы, содержащее блок вычисления заданной длины концов полосы с подключенными к нему датчиком положения концов полосы относительно ножниц, измерителем длины полосы и датчиком реза.
С помощью известного устройства обеспечивается одиночный рез переднего и заднего концов полосы заданной длины.
На стыкосварочных или непрерывно-травильных агрегатах с целью отделения дефектных концов полосы требуется делать несколько резов подряд. Кроме того, требуется осуществить пропуск реза заднего конца последней из полос, смотанных в рулон на моталке.
Известное устройство не позволяет осуществить эти операции.
Цель изобретения - обеспечение многократного отрезания от полосы концов заданной длины.
Это достигается тем, что предлагаемое устройство набжено счетчиком числа резов.
входы которого соединены с датчиком положения конца полосы и с датчиком реза, блоком совпадения, соединенным с упомянутым счетчиком, и элементом «И, выдающим
команду на рез, один из входов которого подключен к блоку вычисления длины концов, а второй вход соединен с блоком совпадения, срабатывающим в момент равенства подсчитанного числа резов с заданным.
С целью обеспечения сваривания определенного числа полос устройство снабжено счетчиком числа свариваемых полос и инвертором, входы которых подключены к датчику положения концов полосы, вторым блоком спвпадения, связанным со счетчиком числа свариваемых полос, триггером, входы которого подключены к выходам второго блока совпадения и инвертора, а выход подсоединен к третьему входу элемента «И и к счетчику
числа свариваемых полос для сброса этого счетчика на «О в момент равенства подсчитанного числа полос заданному.
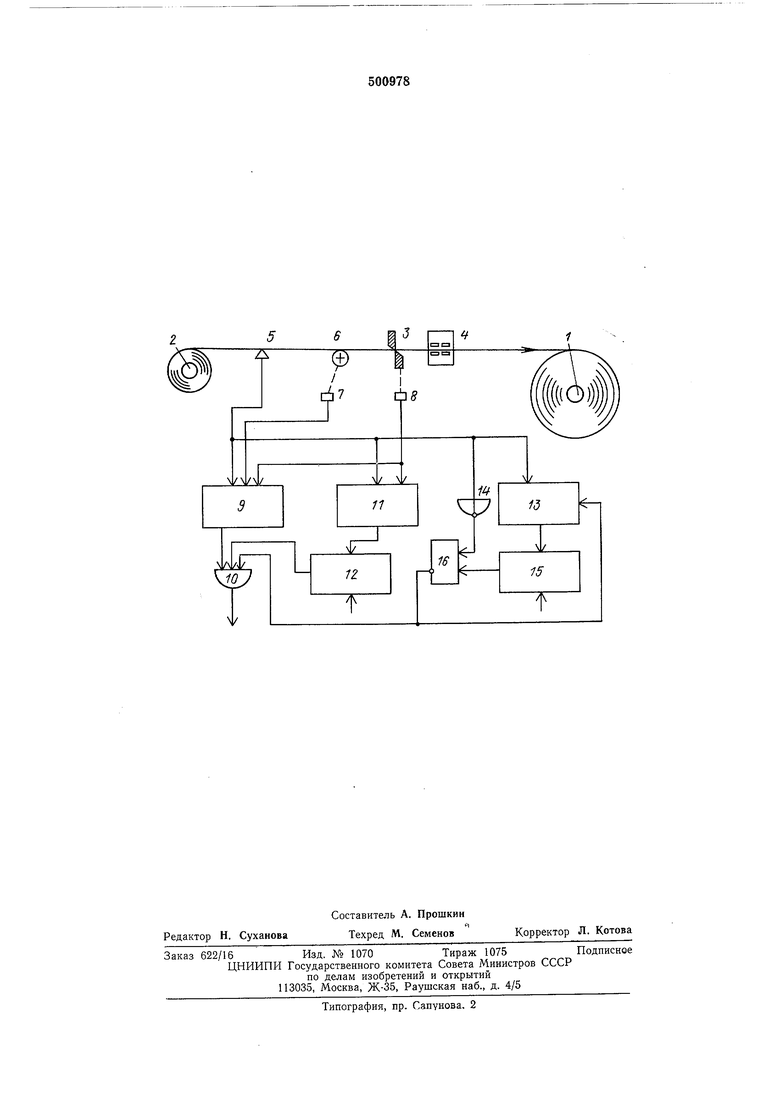
На чертеже представлена блок-схема предлагаемого устройства.
На стыкосварочном агрегате, служащем для укрепления рулонов и состоящем из моталки 1, разматывателя 2, гильотинных ножниц 3, стыкосварочной машины 4, установлены датчик 5 положения концов полосы и измеритель длины полосы. Последний состоит
из измерительного ролика б и преобразователя 7 угла поворота ролика в последовательность импульсов, пропорциональных длине. Схождение ножей ножниц фиксируется датчиком 8 реза. Блок 9 вычисления заданной длины концов полосы выдает команду на рез через элемент «И 10. Число произведенных ножницами резов подсчитывается счетчиком II и сравнивается с заданным числом в блоке 12 совпадения. Для контроля числа сваренных полос предназначены счетчик 13 и инвертор 14. Подсчитанное число сваренных полос сравнивается с заданным во втором блоке 15 совпадения. Выход этого блока подключен к входу триггера 16.
Устройство работает следующим образом.
Полоса, смотанная в рулон, устанавливается на разматыватель 2. Передний конец этой полосы должен быть отрезан ножницами 3 для того, чтобы он без застревания прошел через стыкосварочную машину 4. В момент фиксации переднего конца полосы датчиком 5 сигналом этого датчика сбрасывается на «О счетчик И резов и триггер 16 через инвертор 14 переключается так, что на его выходе образуется сигнал. Одновременно сигналом с датчика 5 дается разрешение блоку 9 вычисления длины на подсчет импульсов от преобразователя 7. Так как на двух входах элемента «И 10 присутствуют разрежающие сигналы от блока 12 совпадения и триггера 16, то после отсчета блоком 9 заданной длины переднего конца с его выхода через элемент «И 10 выдается командный сигнал на остановку полосы и включение ножниц. Осуществив рез переднего конца полосы, ножницы возвращаются в исходное положение. Сигналом с датчика 8 реза блок 9 вычисления длины устанавливается на «О, что приводит к исчезновению сигнала на выходе элемента «И 10, а в счетчике 11 фиксируется число резов, равное единице. Оператор, определив качество переднего конца полосы, задает в блок совпадений число последующих резов переднего конца. Движение полосы и измерение длины ее переднего конца продолжается.
Последующие резы переднего конца осуществляются аналогично. После того, как в счетчике 11-будет зафиксировано заданное число резов, сигнал на выходе блока совпадений исчезает, благодаря чему запрещается нрохождение командного сигнала через элемент «И 10. Когда задний конец полосы пройдет мимо датчика 5, сигналом этого датчика блок 9 переключается на программу вычисления длины задних концов, счетчик 11 числа резов сбрасывается на «О, триггер 16
нереключается в исходное состояние, а в счетчике 13 фиксируется число полос, равное единице. Рез задних концов полосы осуществляется в том же порядке, что и рез передних концов. При уходе полосы с измерительного ролика 6 его вращение осуществляется за счет механической связи с другими роликами агрегата. При подходе переднего конца следующей
полосы к датчику 5 процесс реза передних и задних концов полосы повторяется. Когда задний конец последней из полос, подлежащих смотке, пройдет мимо датчика 5, счетчик 13 зафиксирует, заданное число полос и
сигналом с выхода второго блока 15 сравнения переключается триггер 16, что приводит к исчезновению сигнала на его выходе и к запрещению прохождения командных сигналов через элемент «И 10, благодаря чему
происходит пропуск реза заднего конца последней полосы.
Формула изобретения
1. Устройство автоматического пореза передних и задних концов полосы, содержащее блок вычисления заданной длины концов полосы с нодключенными к нему датчиком положения концов полосы относительно ножниц, измерителем длины полосы и датчиком реза, отличающееся тем, что, с целью многократного отрезания от полосы концов заданной длины, оно снабжено счетчиком числа резов, входы которого соединены с датчиком положения концов полосы и с датчиком реза, блоком совпадения, соединенным с уномянутым счетчиком, и элементом «И, выдающим команду на рез, один из входов которого подключен к блоку вычисления длины концов, а второй вход соединен с выходом блока совпадения, срабатывающего в момент равенства подсчитанного числа резов с заданным. 2. Устройство по п. 1, отличающееся
тем, что, с целью обеспечения сваривания определенного числа полос, оно снабжено счетчиком числа свариваемых полос и инрертором, входы которых подключены к датчику положения концов полосы, вторым блоком совпадения, связанным со счетчиком числа свариваемых полос, триггером, входы которого подключены к выходам второго блока совпадения и инвертора, а выход подсоединен к третьему входу элемента «И и к счетчику числа свариваемых полос для сброса этого счетчика на «О в момент равенства подсчитанного числа полос заданному.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для согласования положения движущейся полосы и вращающихся ножей летучих ножниц | 1984 |
|
SU1217513A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство для контроля количества полосы в рулоне | 1977 |
|
SU726417A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |