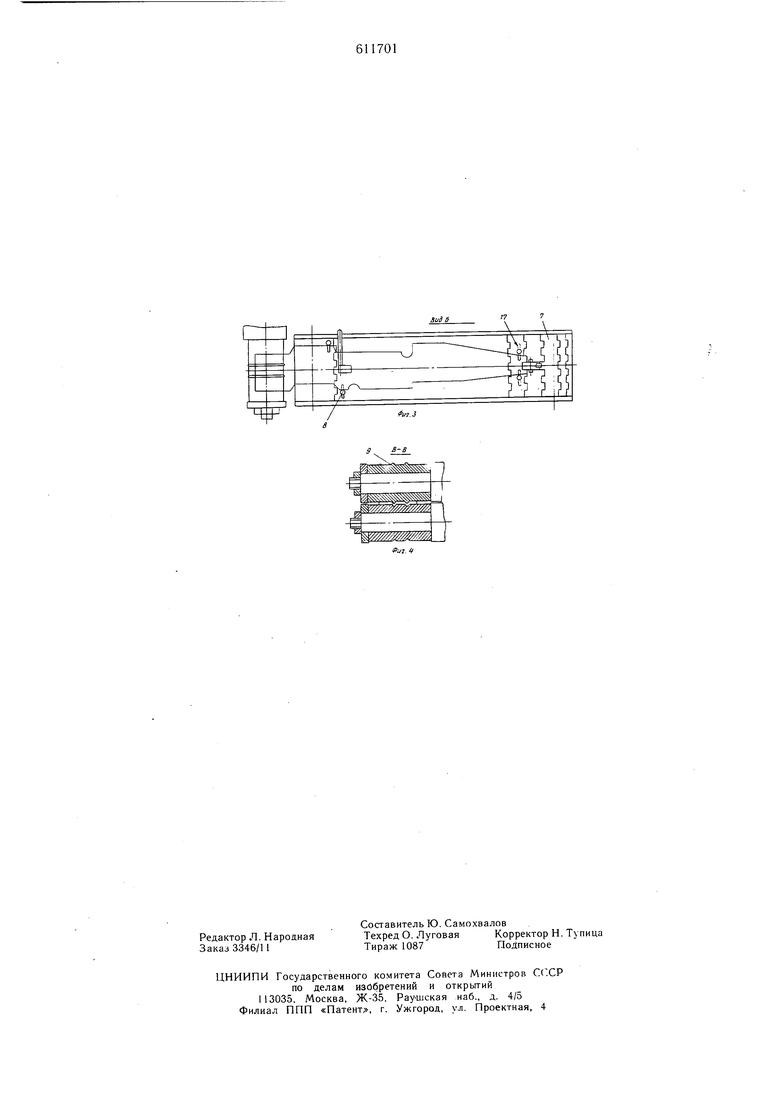
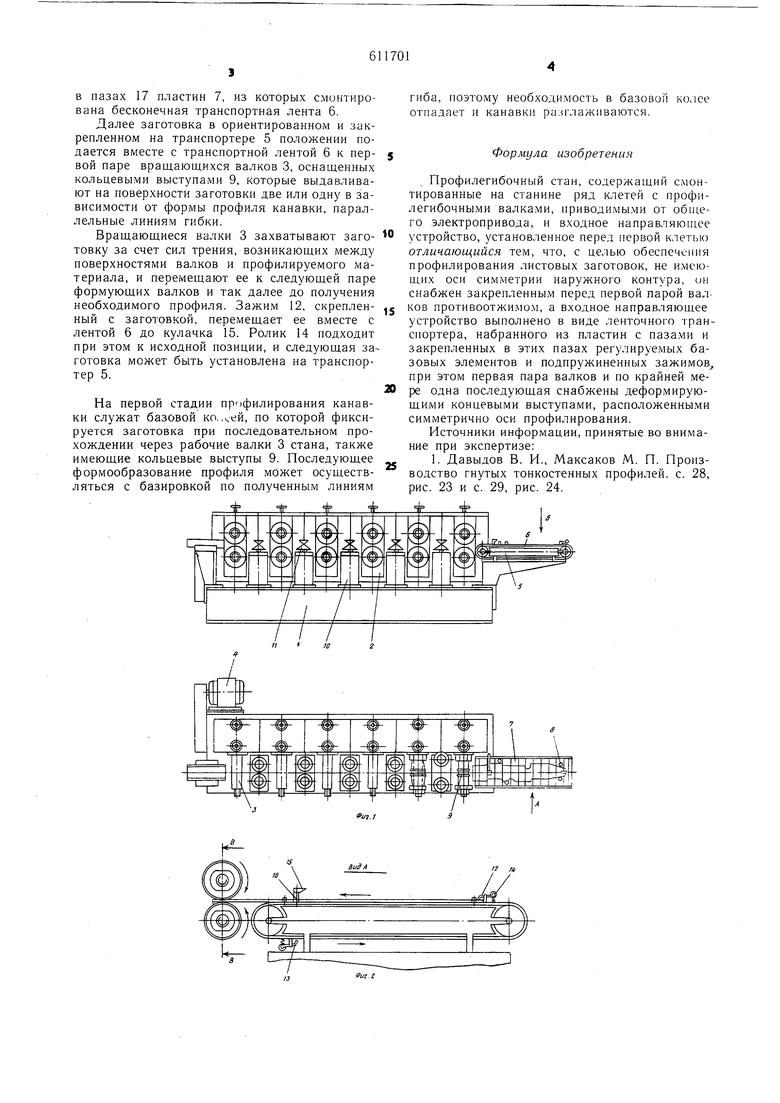
(54) ПРОФИЛЕГИБОЧНЫЙ СТАН в пазах 17 пластин 7, из которых смонтирована бесконечная транспортная лента 6. Далее заготовка в ориентированном и закрепленном на транспортере 5 положении подается вместе с транспортной лентой 6 к первой паре вращающихся валков 3, оснащенных кольцевыми выступами 9, которые выдавливают на поверхности заготовки две или одну в зависимости от формы профиля канавки, параллельные линиям гибки. Вращающиеся валки 3 захватывают заготовку за счет сил трения, возникающих между поверхностями валков и профилируемого материала, и перемещают ее к следующей паре формующих валков и так далее до получения необходимого профиля. Зажим 12, скрепленный с заготовкой, перемещает ее вместе с лентой 6 до кулачка 15. Ролик 14 подходит при этом к исходной позиции, и следующая заготовка может быть установлена на транспортер 5. На первой стадии профилирования канавки служат базовой ко. .х-й, по которой фиксируется заготовка при последовательном прохождении через рабочие валки 3 стана, также имеющие кольцевые выступы 9. Последующее формообразование профиля может осуществляться с базировкой по полученным линиям гиба, поэтому необходимость в базовой ко.юе отпадает и канавки разглаживаются. Формула изобретения Профилегибочный стан, содержащий смонтированные на станине ряд клетей с профилегибочными валками, приводимыми от общего электропривода, и входное направляющее устройство, установленное перед первой клетью отличающийся тем, что, с целью обеспечения профилирования листовых заготовок, не имеющих оси симметрии наружного контура, (JH снабжен закрепленным перед первой парой валков противоотжи.мо.м, а входное направляющее устройство выполнено в виде ленточного транснортера, набранного из пластин с пазами и закрепленных в этих пазах регулируемых базовых элементов и подпружиненных зажимов при этом первая пара валков и по крайней мере одна последующая снабжены деформирующими концевыми выступами, расположенны.ми симметрично оси профилирования. Источники информации, принятые во внимание при экспертизе: 1. Давыдов В. И., Максаков М. П. Производство гнутых тонкостенных профилей, с. 28, рис. 23 и с. 29, рис. 24.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Профилегибочный стан | 1976 |
|
SU603462A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Способ поштучного изготовления гнутых профилей | 1981 |
|
SU994078A1 |