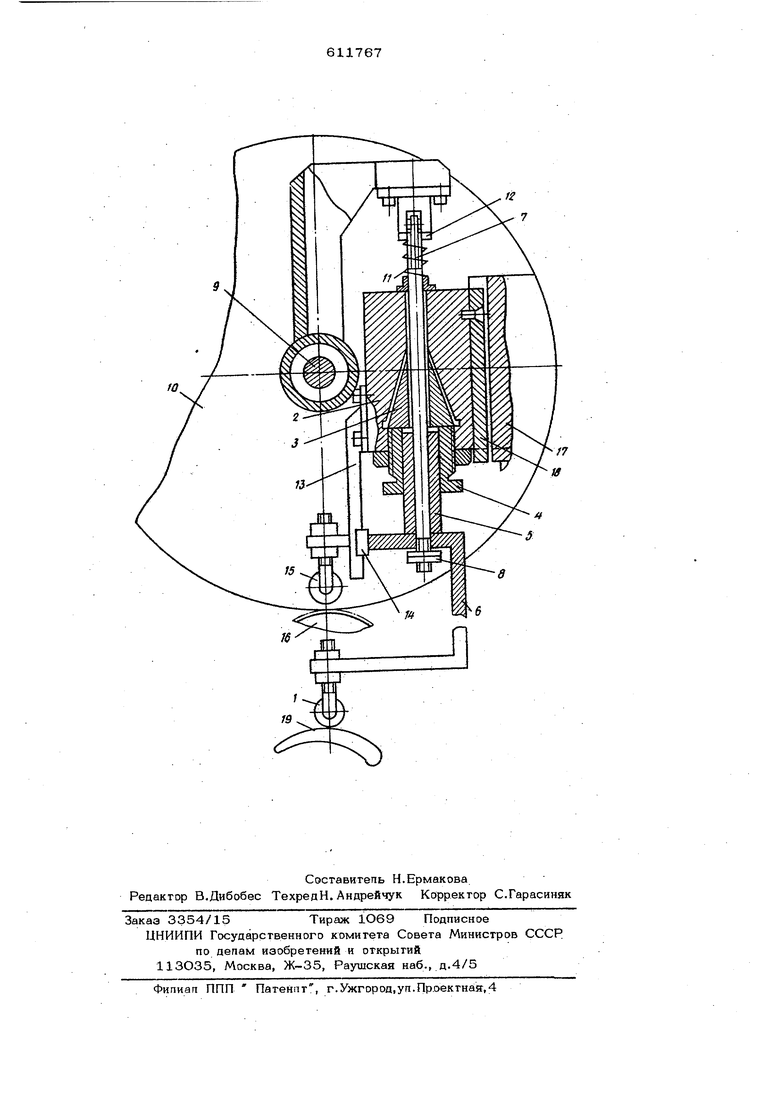
к копиру 19 попводят до соприкосновення копирный ролик 1, а к детали 16 «шлифовальный круг Ю. Одновременно к детали 16 подводят щуп 15. Шуп 15, соприкасаясь с поверхностью детали 16, профиль которой больше требуемых размеров на величину припуска, поднимает корпус 2 через ползушку 13 по.направляющим 14 скобы 6 и направл юшим 18 ста1нины 17 вдоль стержня 7, сжимая пружину 11, при этом цанговый зажим 3 ра;зжимается и освобождает стержень 7, обеспечивая шлифование. Последний вместе со шлифовальным кругом Ю поднимается на ту же величину, что и щуп 15. В процессе шлифования шлифовальный круг
постоянно контактирхует с обрабатываемой деталью и деталь синхронно поворачивает ся вместе с копиром относительно шлифовальнбго круга, ifo мере шлифования шлифовальный круг углубляется в обрабатываемую деталь на величину снятого материала.Под действием пружины 11 на ту же величину опускается и щуп 15.
При достижении заранее заданного расстояния между одноименными точками детали и копира, соответствующего требуемым размерам детали, дальнейшая подача шлифо вального круга Ю ограничивается УПОром копирного ролика 1 через скобу 6 и втулjcy 5 в основание цангового зажима 3, заклинивающим ггержень 7.
Предлагаемое устройство позволяет автоматически получать при шлифовании заданные размеры детали криволинейной форумы независимо от износа круга
Формула изобретения
Устройство для компенсации износа шлифовального круга профилеч-лифовального стан ка, содержащее находящийся в контакте с эталонной деталью копириый ролик, установленный в аержатепе,связанном посредством стержня со шлифовальной головкой,о т л ич а Ю m е е с я тем, что с целью аятоматического обеспечения требуемого размера детали, оно снабжено подвижной в направлении подачи на глубину ползушкой, несушей щуп, находящийся в контакте с обрабатываемой деталью, и имеющей цанговый зажим стержня деря ателя копирного ролика, причем Держатель снабжен установлен- НОЙ на его стержне втулкой, имеюшей воэможность контакта с торцом цанги.
Источники информации, принятые во вни.. мание при экспертизе :
1.Авторское свидетельство СССР №396251, кл. В 24 В 17/ОО, 1971.
2.Авторское свидетельство СССР
№ 167153, кл. В 24 В 47/22, 1962 .
fO
/f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Способ шлифования вогнутых криволинейных поверхностей тел вращения | 1976 |
|
SU663555A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для шлифования деталей | 1980 |
|
SU891361A2 |
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |
| Станок для шлифования сложных поверхностей | 1985 |
|
SU1320044A1 |