54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ . НЕТКАНЫХ ЛЕНТ
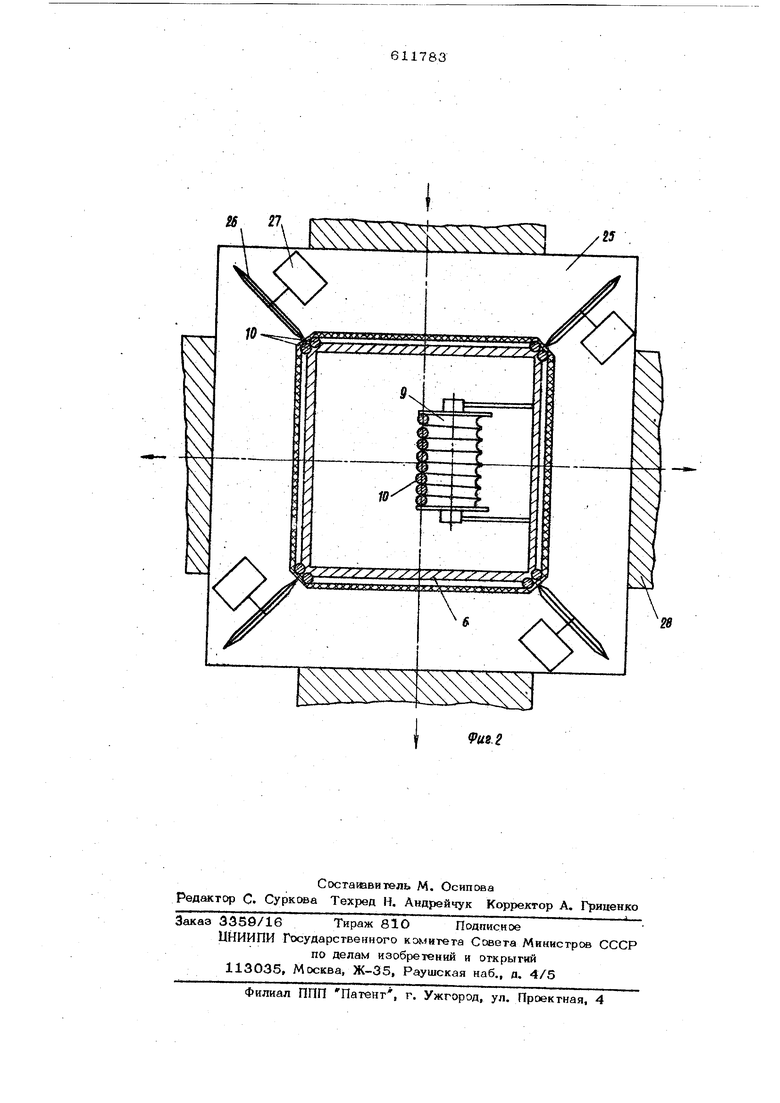
транспортер 10, образованный из замкнутых ветвей спаренного троса 11. Оправка 6 име не менее двух, например четыре грани, причем в ребрах оправки выполнены продольные л/-образные пазы в виде желобков, на поверхносгь которых опираются тросы 11. Диаметр тросов при таком исполнении должен превышать глубину пазов с целью образования зазора между наматываемой лентой и поверхностью оправки. Четыре катушки 12 с однонаправленной волокнистой лентой 13, которая пропитана связующим составом, установлены на двух обмотчиках 14, которые сцентрированы и закреплены на раме 1 при помоиш двух поди:нпниковых
узлов 15, Обмотчики 14 закреплены перпендикулярно вертикальной оси и при помо1ци цепных передач 16 че|эез звездочки 17, зубчатую rfapy 18, валы 19, 20 и коробку скоростей 21 связаны с .электродвигателем 22, причем верхний и нижний обмотчики 14 имеют возможность врашения в противоположные стороны, что обеспечивается зуб - чатой парой 18. Пара уплотняющих вальцов 23 предназначены для уплотнения полученного полуфабриката 24, а разрезной блок 25, состоящий из роторных режущих лезвий 26 и электродвигателей 27, обеспечивает разрезку полученного полуфабриката 24 путем введения режущих лезвий 26 между спаренными тросами 11 на гранях оправки 6. Окончательно полученная левта 28 через направляющие ролики 29 намотана на приемные катушки 30, которые посредством фрикционной муфты 31 и цепной передачи 32 связаны через привод ведущего барабана 2 с электродвигателем 5,
Устройство работает следующим обра- зом.
Барабан 2 приводят во вращение одновременно с обмотчиками 14, действующими таким образом, что за время одного оборота обмотчиков 14 транспортер 1О проходит
расстояние равное шагу намотки однонаправленной волокнистой ленты 13. Во время движения транспортер 10 перемешает клейкяе ленты 13, которые непрерывно сматываются с катущек 12 и обжимаются вальцами 23, после чего транспортер передает полученный полуфабрикат к разрезному блоку 25, где происходит продольная резка и сматывание готовой ленты 28 через направляющие ролики 29 на приемные катущки 30 В предлагаемом устройстве лента не контактирует с гранями оправки, а соприкасается только с повер;.ностью тросов, что резко снижает усили.я, прикладываемые при смотке лент с транспортера. Вследствие зтого устройство позволяет получать нетканые ленты со слабыми связями, то есть не усиленные продольными нитями, например косослойные, высокого качества. Устройство позволяет также получать ;неразрезанный рукав из нетканого материала,
Формула изобретения
Устройство для изготовления нетканых лент, содержащее транспортер в виде нескольких замкнутых ветвей тросов круглого сечения и последовательно расположенные вдоль него механизмы намотки нитей и опрессовки, режущий инструмент и приемные катушки, Отличающее ся тем, что. с целью повышения качества лент и расширения их ассортимента, оно снабжено неподвижной многогранной оправкой с V/ -образными продольными пазами, выполненными на каждом из ребер, в которых установлены попарно ветви тросов.
Источники информации, принятые во вниманке при экспертизе
1,Авторское свидетельство СССР
№ 394220, кл. В 29 D 23/ОО, 1971.
2,Патент США № 3313671, кл/156-425, 1971.
Vut1
2:
21
11 v 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| Устройство для изготовления нетканого ворсового материала и устройство для его осуществления | 1985 |
|
SU1293257A1 |
| Устройство для изготовления ворсового нетканого материала | 1980 |
|
SU1040002A2 |
| Устройство для изготовления ворсового нетканого изделия | 1987 |
|
SU1476020A1 |
| Устройство для изготовления ворсового нетканого материала | 1978 |
|
SU988927A1 |
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784689A1 |
| Способ изготовления оболочек переменного сечения и устройство для его осуществления | 1986 |
|
SU1390057A1 |
| Устройство для изготовления ворсовой ленты | 1989 |
|
SU1638230A1 |