устройствах 2 и 3 есть поворотные оси 27 и 28, с рукоятками. Эти оси 27, 28 вставлены в поворотные опоры.
При станине 1, напротив верхней группы формующих плит 10-13 имеется толкающее устройство 29, толкающие штанги которого передвижные, например, гидравликой по принципу поршня и цилиндра, в горизонтальной плоскости параллельно формуюшим плитам. На конце этих штанг укреплен, вертикально к ним, поводковый паЛец 31. В плитах, например, 10-13, сделаны на наружном конце выемки, эти выемки ориентированы на направление поводкового пальца 31.
Для другой группы формующих плит, которые составляют форму 8, показанную на чертеже в рабочем положении в прессе 1, предусмотрено второе толкаюшее устройство 30. Оно снабжено, например, гидравлическим поршнем и шатуном, который связан с установленными на подвижных опорах толкающими штангами. На конце этих штанг находится поводковый палец 33, вертикально подвижный относительно отверстий в плитах 8. Для плит формы 7 установлен соответственно поводковый палец 34 на другой стороне толкающего устройства 30.
Держатели 4, 5 снабжены нагревающим устройством 35 или 36.
Эти устройства могут быть из электрических нагревательных спиралей или ke из труб с горячей жидкостью.
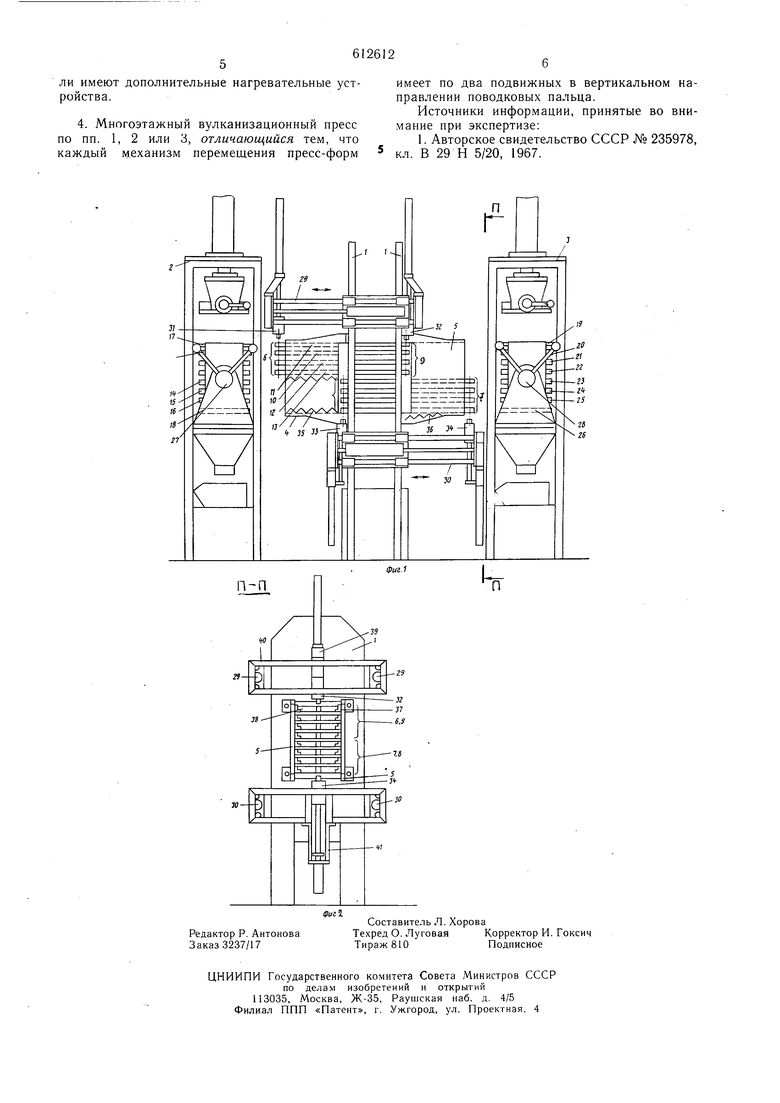
В станине, см. фиг. 2, имеются восемь расположенных попарно направляющих рельсы 37, 38, на которых расположены подвижно по парам на одном этаже, фасонные механизмы 6, 7, 8, 9. В качестве привода, для передвижения открытых фасонных механизмов, служат предусмотренные для верхнего этажа, перед и за станиной пресса, передвижные путем гидравлического цилиндра 39 вертикально вниз поводковые пальцы 31, 32, которые передвигаются путем гидравлических цилиндров 29 в управляющей станине 40. То же касается и нижних поводковых пальцев 33, 34, которые путем гидравлических цили 1ров 41 передвигаются вертикально вверх.
В устройствах для перезарядки 2, 3 имеется устройство для загрузки с бункерами по форме изделий - уплотняющих колец или т. п. для наполнения вулканизационной резиной. Для этой цели формующие плиты, например, 10-13, находятся на направляющих рельсах, например 14 и т. д. Формующие плиты при этом раскрыты. Таким же образом производится наполнение формующих плит формы 7 другого этажа, находящихся на направляющих рельсах 23-26. По поводковым рельсам, которые не показаны, формующие плиты подаются на направляющие рельсы держателей 4, 5. После этого включают привод толкающего устройства 29 и 30, пальцы 31 и 34 заводятся в отверстия в плитах формы 6 и 7, и формующие плиты форм 6 и 7 перемешаются в рабочее положение соответственно в верхней и нижний этажи станины 1 пресса. При этажах находится внутри станины нагревательное устройство На находящиеся в прессе формы оказывается давление вулканизации. Пос-, ле этого производится выдвигание форм 6, 1, на направляющие рельсы держателей 4, 5. Одновременно происходит связанное с ним движение вталкивания устройствами 29 и 30 с поводковыми пальцами 32 и 33 другой группы формующих плит, которые образуют форму 9 верхнего этажа, и соответственно, форму 8 нижнего этажа, так что этажи пресса заполняются практически сразу же снова, и вулканизация может производиться на этих этажах, т. е. на всех этажах. Формующие плиты форм 6, 7 передвигаются немедленно на направляющие рельсы 14 и т. д. или 23-26 устройств для перезарядки 2, 3. Изделия, уплотняющие кольца или т. п., извлекаются из формы, которые затем вспениваются и гнезда в них наполняются снова вулканизационной резиной. Таким .образом, формующие плиты подаются попеременно то в станину пресса, то в устройства для перезарядки по направляющим, причем они могут поворачиваться на поворотных осях 27 и 28 на направляющих рельсах 14 и 23 на 180° наружу и хорошо доступны для обслуживаюшего персонала. Оболочки из изоляционного материала в держателях 4, 5 препятствуют понижению температуры форм при перемещении их от устройств для перезарядки к прессу и в обратном направлении за время, пока пресс 1 еше загружен (формы 8, 9) и формы 7, 6 еще. нельзя вводить в пресс, нагревание направляющих рельсов держателей производится с помощью нагревательных устройств 35, 36. При этом нужно принимать во внимание, что из-за того что обрабатываемый материал - каучук, закрывать формы, например, 6, 7, вне пресса нельзя, так как вспенивание в смеси каучука начиналось бы слишком рано, т. е. перед загрузкой в пресс. Вместо двух этажей, с формами 6 и 9 на одном этаже и формами 8 и 7 на другом, эта конструкция может быть при.менена также и для 4 или 6 этажей, для вулканизации как по способу вытеснения так и по способу шприцевания.
Формула изобретения
1.Многоэтажный вулканизационный пресс для изготовления изделий в многоплитных пресс-формах, по обеим сторонам станины которого расположены устройства для перезарядки пресс-форм и механизмы перемещения лресс форм по направляющим из пресса в устройства для перезарядки и обратно, отличающийся тем, что, с целью повыщения производительности, между станиной пресса и каждым устройством для перезарядки пресс-форм установлено по одному держателю с направляющими для плит пресс-форм, расположенными поэтажно в соответствующих плитам пресс-форм плоскостях.
2.Многоэтажный вулканизационный пресс отличающийся по п. 1, тем, что держатели снаружи теплоизолированы.
3.Многоэтажный вулканизационный пресс отличающийся по пп. 1 , 2, тем, что держате- .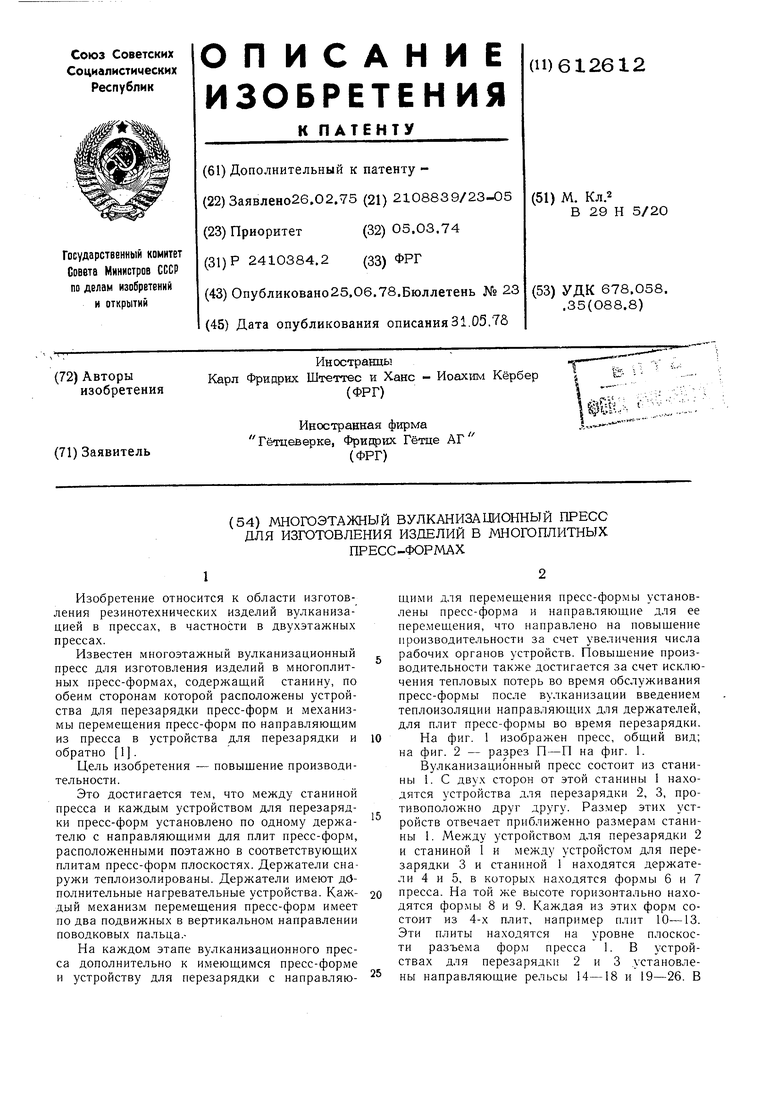

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1983 |
|
SU1136946A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1966 |
|
SU302930A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Робототехнологический комплекс для обслуживания многоэтажного вулканизационного пресса | 1989 |
|
SU1685725A1 |
| Пресс для вулканизации длинномерных резинотехнических изделий | 1975 |
|
SU654441A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
