1
Изобретение отиоснтся к области нанесения иорОЕиковых иолимерпых материа.тов, используемых в различиых областях иромыньченности в качестве защитных, днэлектрнческнх клеящих иокрытин.
Известно устройство для ианесення норои ковых нокрытий, содержащее камеру 1 аи1ллеиия и установленный в пей -электрически :iaряжеииый экран 1.
Экран 11редотвран1,ае1 осаждение нирошка иа устаиовочиую арматуру, тем не менее потери порошка зиачительны.
Более близки.м к оинсьшаемому изобретению является устройство для ианесення иолнмериых иокрытий 2, содержащее камеры электростатического нанесения и онлавления иорощкообразиого иолимера, имеющие сменное основание с ириснособлеиием для установки изделий и маскирующими вкладьинами.
Однако таким уетройетво.м невозможно нроизводить селективное иапыление на металлические изделия небольшого размера и сохранять высокую частоту участков, не подлежащих покрытию, Это в первую очеред относится к электронной технике, где необходнмо напыление порощкового иолнмера, исно.тьзусмого в качестве гермстнзируюи1,его клеев()1о слоя.
Кинематическая схема тако1о устройства не доиускает MacKiipOBaiiiiM части поверхноети
изделия и, главное, определяет практически одноразовое применение элементов арматуры, фиксирующих изделия, так как арматура при оплавлении попавнюго на нее порошка становится непригодной к дальиейи1ему использоианию.
Иель изобрете1П я нск.чюченне онлавлеиия норошка на участках изделия, не подлежани1х покрытию.
Для этого устройство снабжеио оиориой маской для изделий, вьнюлненпой из тенлоизолирующего материала, а основание выполиено в виде металличеекой плпты с теплоемкостью, достаточной для ее нагрева во время оплавления nopoHiKa на изделии до температуры, меньщей темиературы плавления норощка.
Онлавлепие порон1ка, нанесенного на изделие, происходит в течение времени, за которое оенование не успевает нагреться до темнературы оплавленпя noponiKa.
В силу этого по окончанни процесса порошок с основания легко удаляется обдувом сжатым воздухом пли стряхиванием, а на изделнн оказывается оплавленным.
Это обеснечивает многократноеть использования осиовання н узлов крепления обрабатываемых пзделнй.
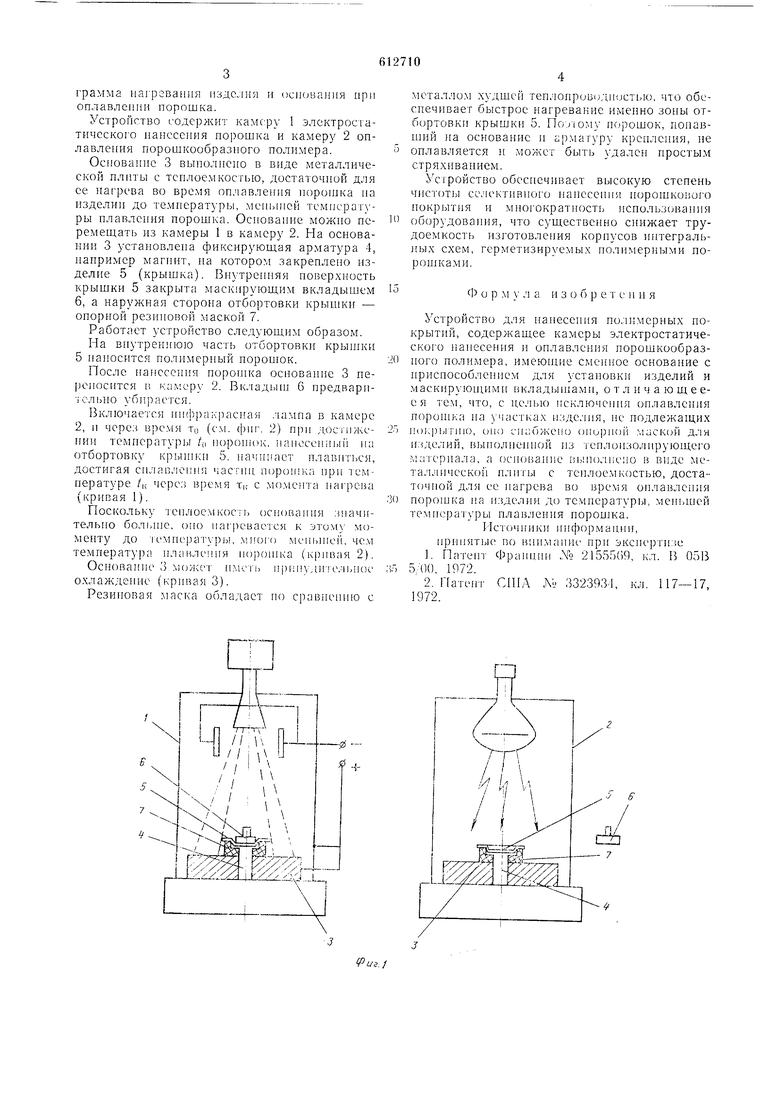
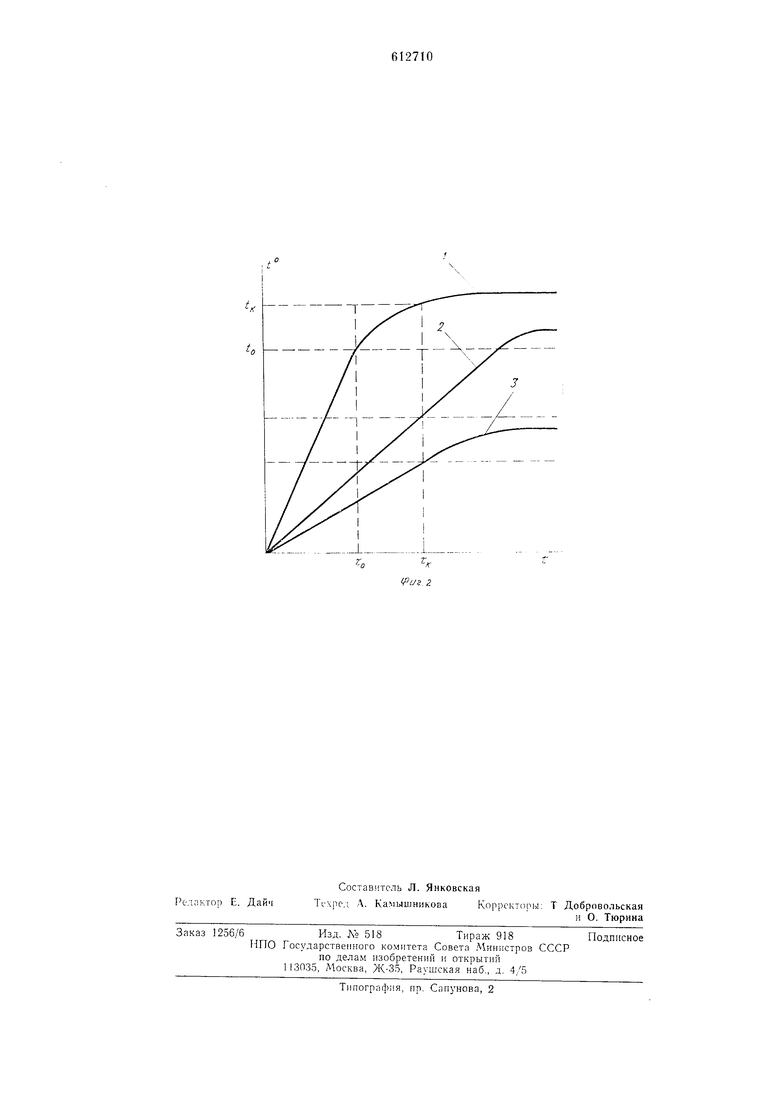
На 1 представлена общая принципиальная схема устройства; на фиг. 2 - диаграмма нагргванпя изделия и испоанпия при оплавлении порошка.
Устройство содержит камеру 1 электростатического ианссеиия порошка и камеру 2 оплавления порошкообразного полимера.
Основание 3 выполнено в виде металлической плпты с теплоемкостью, достаточной для ее нагрева во время оплавления noponjKa на изделии до температуры, температуры плавления порошка. Оеноваппе можно перемеш,ать из камеры 1 в камеру 2. На основании 3 устаповлепа фиксирующая арматура 4, например магнит, на котором закреплено изделие 5 (крышка). Внутренняя поверхность крышки 5 закрыта маскируюш,им вкладышем 6, а наружная сторона отбортовки крышки - опорной резииовой маской 7.
Работает устройство следующим образом.
На внутреннюю часть отбортовки крынгки 5 наносится полпмерный поронюк.
После га ессння пороп1ка основание 3 переносится п камеру 2. Вкладьип 6 предварпiсльпо убирается.
15ключае ся нн{|)ра; расная лампа в камере 2, II через вре.1Я TO (см. сриг. 2) при достижении температурь /о нороиюк. напесениьп на отбортовку крьпнкн 5. начинает плавнт1,ся, достигая сплавления часпн oopouiKri при температуре /к чере.з время Ти е мо.мента нагрева (кривая 1).
Поскольку теилоемкоеть основания значительно больн е, оно 11аг)евается к этому моменту до темнератур, .мно1Ч) ме11ЬН1ей, чем температура плаилепня норошка (Кривая 2).
Основание 3 люжс имет1 н)(1|1уднте.:|1и1()е охлаждение (крнвая 3).
Резиновая маска обладает по сравненню с
металлом худшей тег1лопров1.)ДНост1)Ю. что ооесиечивает быстрое нагревание именно зоны от6(jpTOBKH крышки 5. Полому п орошок, попавН1ИЙ на оенование и армат}ру крепления, не оплавляется и может быть удален простым стряхиванием.
Устройство обеспечивает высокую степень HHCTOTJji селективного нанееенн; норошкового нокрытня и многократность использования оборудовання, что существенно снижает трудоемкость изготовления корпусов интегральных схем, герметизируемых полнмерными порошками.
Ф о р м у .л а и 3 о б р е т е и п я
Устройство для нанесения по.тимерных покрытий, содерлч-ащее камеры электростатического нанесения и оплавления порошкообразпого полимера, имеюише сменное основание с нрнспособлением для уетановки изделий и .маскируюи1,ими вкладышами, отличающееея тем, что, с це.чью исключения оилавлеиия п()рои1ка иа участках изделия, не подлежащих но1;рьггн10, оно снабжено oiiupnoii маской для изде.тий, выполиенпой из теплопзолирующего материала, а основание () в виде металлической плиты с теплоемкостью, достаточиой для ее нагрева во время онлавления порошка на 1гзделии до температур, )1ней темг ературы плавления иорошка.
Источники информации, нрппятые во внимание при эксперти: е
1.Пате гг Фраинин .У 2155Г){;9, кл. В 05В 5. (К), 1972.
2.Пате1гг США ЛУ 3323934, кл. 117-17, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОКРЫТИЯ ДЕТАЛЕЙ ПОЛИМЕРНЫЛ! Л\АТЕРИАЛОМ | 1972 |
|
SU352966A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ПОКРЫТИЙ | 1971 |
|
SU306156A1 |
| Способ нанесения покрытия на арматуру железобетонных изделий | 1977 |
|
SU654421A1 |
| Устройство для нанесения штриховых и кон-ТуРНыХ пОлиМЕРНыХ пОКРыТий HA диэлЕКТРи-чЕСКую пОВЕРХНОСТь | 1979 |
|
SU829198A1 |
| Способ нанесения покрытия на арматуру | 1980 |
|
SU975415A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОЙ СВАРКИ ШВОВ ОПЛАВЛЕНИЕМ КРОМОК ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1966 |
|
SU179858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЭЛЕМЕНТА ДЛЯ ЧАСОВ ИЛИ ЮВЕЛИРНОГО ИЗДЕЛИЯ, А ТАКЖЕ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2015 |
|
RU2708124C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1999 |
|
RU2145525C1 |
| Способ выделения сублимирующихся органических веществ | 1969 |
|
SU315429A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
tn
