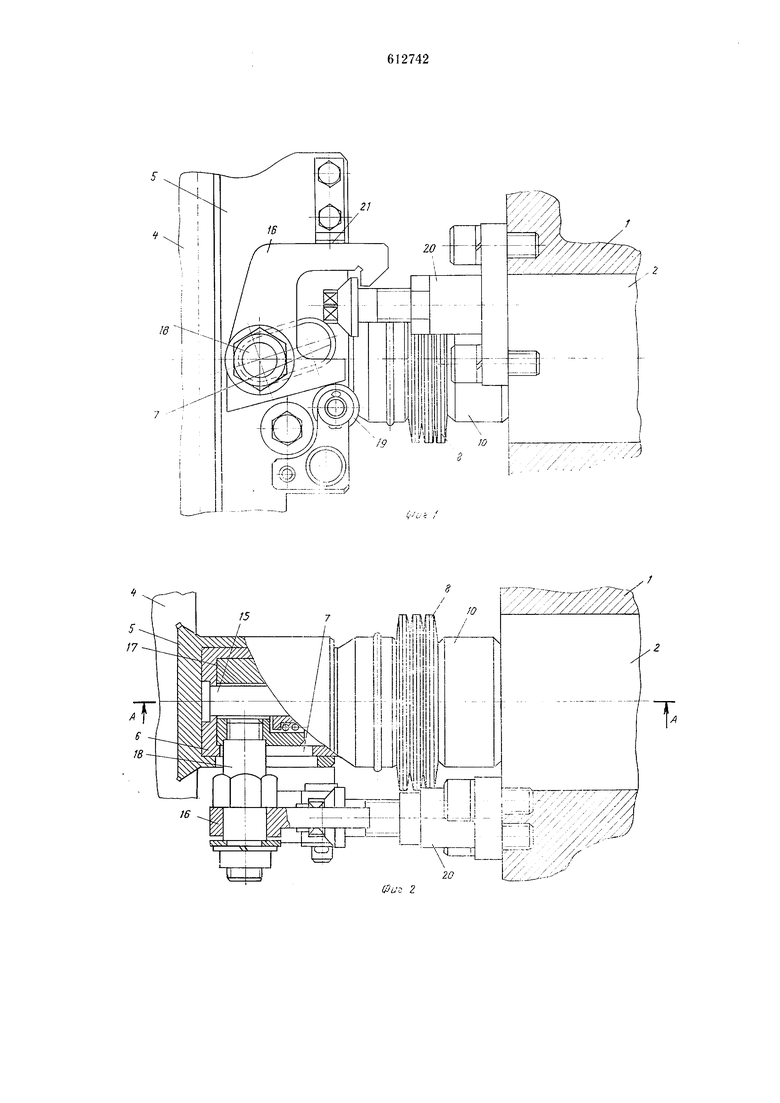
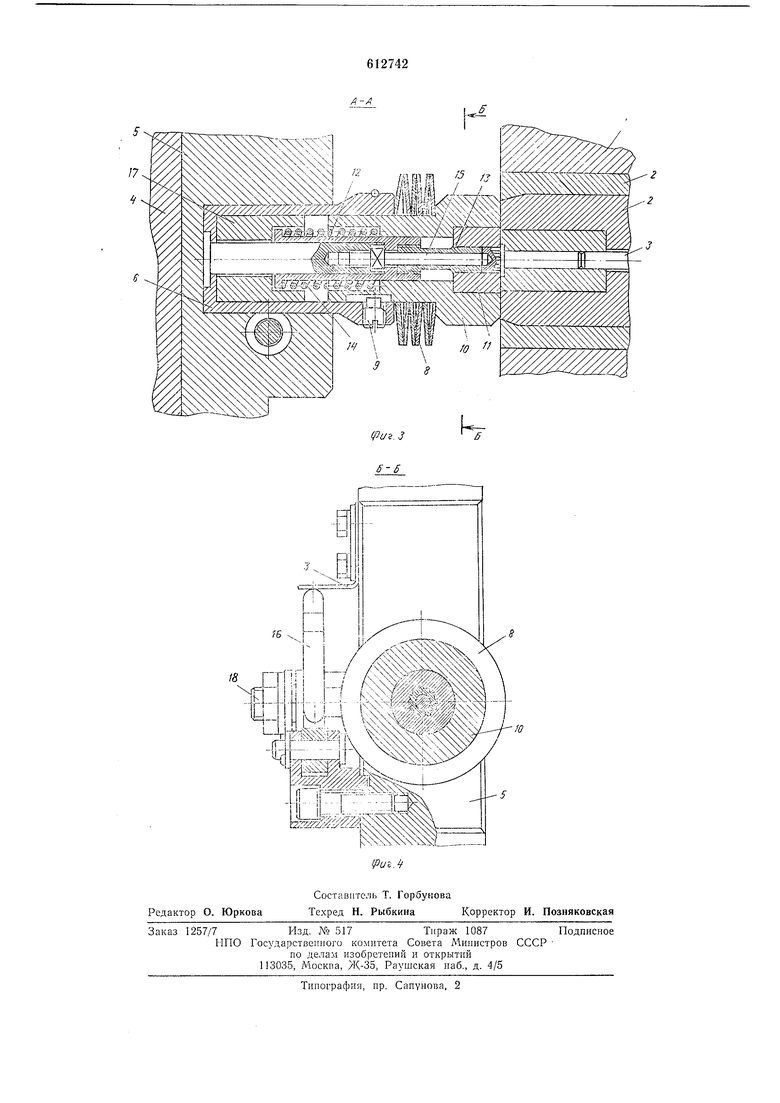
в винтовом пазу 7 установлен рычаг 16 с направляющей втулкой 17 его тяги 18, взаимодействующий с пуансоном 12. Рычаг 16 одним плечом взаимодействует с установленным на пуансонодержателе 5 роликовым упором 19, а другим плечом - с установленным на неподвижной части, например станине или матрице, профилированным упором 20. Рычаг 17 подпружинен плоской пружиной 21. Автомат работает следующим образом. Связанный с приводом ползун 4, па котором закреплен пуанеонодержатель 5, совершает рабочий ход, и пуансон 10 свонм торном соприкасается с торцом матрицы 2, образуя закрытую формообразующую полость. При дальнейшем ходе нолзуна 4 стержневой пуансон 15 и втулочный пуансон 12 набегают на заготовку, деформируют ее и в конце рабочего хода придают ей форму детали. В процессе формирования заготовки упр)гие элементы, выполненные в виде тарельчатых нружин, сжимаясь, обеснечивают надежное закрытие формообразующей нолости. Рычаг 16 в конце рабочего хода ползуна 4 одним плечом западает за профилированный упор 20. При возвратном ходе ползуна 4 вместе с пуансонодержателем 5 уходит корнус 6 и пуансон 15. Таким образом происходит отрыв пуансона 15 от высаженной (отштамнованной) детали, в которой он образует внутреннюю полость. Остальные пуансоны 10 и 12 удерживаются жесткой связью через профилированный упор 20, рычаг 16 и тягу 18. За счет установки рычага с тягой в винтовом пазу 7 корпуса 6 осуществляется поворот тяги и рычага при перемещениях ползуна 4. Поскольку тяга удерживается жесткой связью она удерживает своей нанравляющей втулкой 17 пуансон 12. При этом упругий элемент 14 сжат. При дальнейшем движении ползуна выступ фиксатора, находящийся в пазу пуансона 10, упирается в левую стенку паза и тем самым начииает перемещать его. Перемещение пуансона 10 происходит до тех пор, пока торец пуансона 12 не выходит из нолостп пуансона 10, так как перемещающийся до этого по винтовому пазу 7 и роликовому упору 19 рычаг 16 выходит из зацеиления с профилированным упором 20. Конструкция расчитапа таким образом, что выход плеча рычага 16 из зацепления с профилированным упором 20 происходит в тот момент, когда торец пуапсопа 12 выйдет из пуапсопа 10. Как только плечо рычага выходит из зацепления с ирофилированным упором 20 упругий элемент 14 разжимается, возвращая связанпые с ним детали 17, 12, 10 в первопачальпые исходные положепия, а стержень высажеппой детали остается в канале матрицы 2. Затем выталкиватель 3, в соответствии с кинематикой работы автомата выталкивает изделие (высаженную деталь) из матрицы 2. После этого цикл работы повторяется. Формула изобретения Автомат для высадки изделий со сложной наружной и внутренней формами, содержащий смонтированные на станине матрицу с выталкивателем, ползуп с пуапсонодержателем и двумя иуаисонами, один из которых выполней в виде стержня, другой - в виде охватывающей иоследний втулки, и мехаиизм управлеиия перемещением иуансонов, отличающийся тем, что, с целью повышения качества изделий и упрощения конструкции, он снабжен установленным в пуансонодержателе корпусом для размещения пуансонов, выполненным в виде стакаиа с винтовым пазом, дополнительным втулочным иуапсоном, размещенным внутри основного и охватывающим стержневой пуансон, при этом корпус и осиовной втулочный нуансон, стержневой н донолнительный втулочный пуансоны связаны между собой носредством имеющихся упругих элемеитов и фиксаторов, а механизм зправления перемещением пуансонов вынолнен в виде л естко закрепленных на станнне - профилированного упора, на пуансонодерл ателе - роликового упора и устаиовленного на тяге в винтовом пазу корпуса двуплечего подпружииеииого рычага, связанного одним плечом с профилированпым упором, другим - с роликовым упором, а тягой - с дополнительным втулочным пуансоном. Источники информации, иринятые во внимаиие при экспертизе 1. Авторское свидетельство СССР № 110940, кл. В 21J 5/08, 1957.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Устройство для выталкивания деталей из пуансона двухударного холодновысадочного автомата | 1985 |
|
SU1291259A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Выталкивающее устройство к штампу | 1985 |
|
SU1301545A1 |