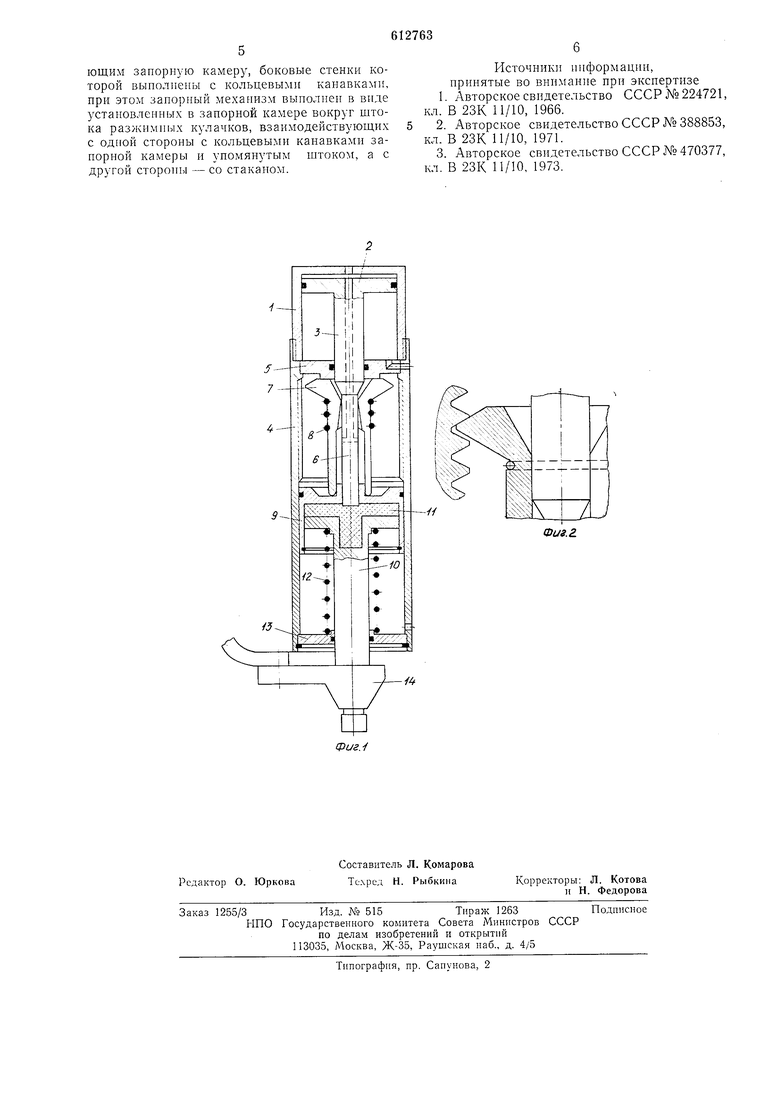
канавками, при этом запорный механизм выполнен в виде уетановлепных в запорной камере вокруг штока разжимных кулачков, взаимодействующих с одной стороны с кольцевыми канавками запорной камеры и упомянутым штоком, а с другой стороны - со стаканом. На фиг. 1 схематически изображеиа предлагаемая головка, разрез; па фиг. 2 - запорный механизм в зацеплении с запорной камерой. Головка имеет пневмодилиндр 1 с поршнем 2 и штоком 3, закреиленный на корнусе 4 и разделенный с пим перегородкой 5. Шток 3 выполнен с конусной средней частью и оканчивается цилиндрическим плунжером 6. Со стороны поршня 2 в штоке 3 имеется глубокое осевое отверстие с выходом на поверхпоеть п луп леер а 6. В верхней части корпуса 4 (запорной камере) расположено нееколько разжимных кулачков 7, удерживаемых пружипиыми кольцами 8 вокруг плунжера 6. Сила пружин такова, что пе позволяет кулачкам разжиматься при движении их вниз без достаточного сопротивления. На внутренней поверхности запорпой камеры выполнены кольцевые канавки, соответствуюш,ие по форме выступам разжимных кулачков 7. В нижней части корпуса 4 расположен подвижный в осевом направлении стакан 9, c)ia6женпый рабочим шток-норшием 10. Нолость стакана заполнена мягкой пластмассой - гидронластом И, которая способна передавать повышенное давление от плупжера 6 во все стороны одииаково, в том числе и па рабочий шток-поршень 10. Давление это во етолько раз больше давления сл :атого воздуха, действующего иа ириводной поршень 2, во еколько раз площадь плунжера 6 меньше площади порщия 2. Снизу шток-порщеиь 10 поддерживается пружииой 12, которая своим нижним концом упирается в крышку 13. На копце шток-поршня 10 закреплен электрододержатель 14. Расположение разжимных кулачков 7 смещеипыми по оси отиосительно стакапа 9 дает возможность выполнить рабочий шток-поршень 10 диаметром, равным диаметру приводного поршня 2, что позволяет добиться необходимого сварочного усилия нри минимально возмон ном диаметральном габарите головки. Головка для контактиой сварки работает следующим образом. Нри подаче сжатого воздуха в падноршиевую полость пневмоцилиндра 1 и по отверстию в штоке 3 в верхиюю иолость корпуса 4 (в запорную камеру) шток 3, плупжер 6, разлсимпые кулачки 7, стакан 9 с рабочим щтокпоршнем 10 и электрододержателем 14 движутся вниз с одинаковой скоростью, не встречая соиротивления. Дойдя до свариваемой детали, электрод вместе с электрододержателем 14 останавливается, останавливая стакан 9 и взаимодействующие с ним разжимные кулачки 7, а шток 3 и нлунжер 6 продолжает двигаться вниз, нричем плунжер 6, вдавливаясь в гидроиласт 11, заставляет стакаи 9 подииматься вверх. Одновременно шток 3 конусной частью разжимает кулачки 7, которые своими выстуиами входят в одиу из кольцевых канавок, выполненных на внутренней поверхности корпуса 4, создавая надежный упор для стакана 9. Шток 3, взаимодействуя с разжимнымн кулачками 7 своей цилиндрической частью н удерживая стакан 9 в заетоиоренном состоянии, создает посредством плунжера 6 и гидроиласта 11 повышенное усилие, действующее иа шток-поршепь 10, необходимое для осуществления сварки. Усилие па шток-поршне больше усилия, передаваемого плунжером во столько раз, во сколько площадь шток-поршня больше площади плунжера. Вышеописанное срабатывание механизма еварочной головки может нроисходить в любой точке хода щтока при условии контакта электрода со свариваемым изделием (препятствием). Нодъем электрода осуществляется следующим образом. Нри сообщении с атмосферой надноршневой полости пневмоцилиндра и подаче сжатого воздуха в подпоршневую полость и нижнюю полость кориуса шток 3 выходнт из взаимодействия с разжимными кулачками 7, которые иод действием иружинных колец 8 приближаются к плунл еру 6. Стакаи 9 вместе со штокпоршнем 10 и заключеииый ними гидропласт 11 поднимаются вверх, нодталкивая разлсимные кулачки 7 до тех нор, пока они не унрутся в перегородку 5. Наличие разл имных кулачков, связанных мелчду собой пружииными кольцами и взаимодействующих со штоком пневмоцилиндра и с кольцевыми канавками корпуса головки, позволяет жестко фиксировать нололсение стакана в кориусе, создавая для него упор сверху, что в итоге повышает иадел ность срабатывания головки. Комионовка головки в целом позволяет упростить ее и сократить диаметр корпуса до минимально возмол ;ного, исходя нз силовых характеристик. Формула изобретения Головка для контактной сварки, преимущетвенно рельефной и шовной, содерл:ащая певмоцилиидр с несущим электрододержаель рабочим щток-норщнем, взаимодействующим через запорный и усиливающий мехаизмы с поршпем и штоком, о т л и ч а ю щ а яя тем, что, с целью повыщения эксплуатаионной надел ности и сокращения диаметального габарита при упрощении конструкии, иневмоцилиидр снабжен последовательо установленными в подпоршневой полости оршня стациоиарной перегородкой и подвил :ым в осевом направлении стаканом, образующим запорную камеру, боковые стенки которой выполнены с кольцевыми канавками, при этом занорный механизм вынолнен в внде установленных в запорной камере вокруг штока разжнмпых кулачков, взаимодействующих с одной стороны с кольцевыми капавкамн запорной камеры и упомянутым штоком, а с другой стороны - со стаканом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №224721, кл. В 23К 11/10, 1966.
2.Авторское свидетельство СССР ЛЬ 388853, кл. В 23К 11/10, 1971.
3.Авторское свидетельство СССР № 470377, кл. В 23К 11/10, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 1966 |
|
SU224721A1 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| Пистолет для многоточечной сварочной машины | 1976 |
|
SU573291A1 |
| ИМПУЛЬСНЫЙ ВОДОМЕТ | 1990 |
|
SU1780363A1 |
| Пистолет для контактной точечнойСВАРКи ОРлОВА | 1979 |
|
SU848215A1 |
| ПОРШНЕВОЙ ГИДРОДВИГАТЕЛЬ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ | 1971 |
|
SU305282A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
| МЕХАНИЗМ УПРАВЛЕНИЯ КЛАПАНОМ ГАЗОРАСПРЕДЕЛЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2153586C1 |
| Устройство для дозирования жидких и пастообразных продуктов | 1990 |
|
SU1785955A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
