Изобретение относится к деревообрабатывающей промышленности, в частности для изготовления щитовых деталей мебели из древесных плит.
Известно устройство для изготовления деревянных элементов из нескольких отдельных деревянных секций, включающее подвижные платформы с деталями, устройства для нарезания щипов и нанесения клея, запрессовочное устройство, нагнетательное устройство 1 .
Недостатками известного устройства являются больщая металлоемкость, габариты, сложность конструкции.
Известен также станок для сравнивания древесных плит, включающий станину, подаюцдий и прижимной механизмы, досылатели, устройство для обработки кромдк, клеенаносящее устройство и устройство для стыковки плит 2.
Недостатком станка является то, что обработка кромок осуществляется при двойном базировании плит, т. е. плиты вначале подаются в зону обработки, а затем возвра-щаются упорами в зону обработки. При таком варианте невозможно проводить одновременно операции обработки кромок и сращивания. При таких операциях требуются значительные производственные площади и большие габариты устройств.
Цель изобретения - упрощение конструкции и повышение точности ориентирования плит при обработке кромок.
Поставленная цель достигается тем, что подающий механизм выполнен в виде рольганга со столом, на котором смонтированы два транспортера с толкателями, направляющими линейками и досылателями, ко-торые снабжены качающимся цилиндром со штоком и рычагами, причем станина снабжена суппортом, а устройство для обработки кромок и клеенаносящее устройство смонтированы на суппорте.
Устройство для стыковки плит выполнено в виде нижних выдвижных регулируемых упоров и верхней качающейся пластины с цилиндром.
Шток качающегося цилиндра досылателей и толкатели транспортера снабжены механизмами поднастройки в виде винтовых стяжек.
На фиг. 1 изображена схема размещения плит в исходном положении, после обработки кромок одного .края первой плиты; на фиг. 2 вид станка сверху; на фиг. 3 - схема размещения плит во время одновременной обработки кромок двух плит; на фиг. 4 - схема размещения плит во время сращивания двух плит; на фиг. 5 - схема размещения плит в исходном положении во время подачи плиты на рольганге.
Станок состоит из подающего механизма, смонтированного на рольганге 1 со столом 2 и прижимной планкой 3, выполненного в виде транспортеров (например, цепных) 4 с
толкателями 5 и направляющими линейками 6, досылателей 7, снабженных качающимся цилиндром 8 с рычагами 9, устройства 10 для обработки кромок, клеенанося-щего устройства 11 с клеевым бачком 12 и цилиндром 13, расположенных на общем суппорте 14, устройства 15 для стыковки плит с нижними выдвижными регул11руемыми упорами 16, расположенными в станине 17 со столом 18. На столе 18 смонтирована качающаяся пластина 19 с цилиндром 20.
Выдвижные регулируемые упоры 16 имеют привод 21. Транспортеры 4 приводятся в действие от привода через редуктор 22. Древесные плиты 23 и 24 располагаются на рольганге 1 и могут продвигаться по столам 2 и 18. Шток 25 качающегося цилиндра 8 досылателя 7 и толкателя 5 имеют механизмь 26 поднастройки в виде винтовых стяжек.
0 Станок работает следующим образом. Древесная плита 23 подается загрузчиком (не указан) на рольганг 1, после чего включается привод транспортеров 4 и плита 23 посредством толкателей 5 перемещается на столы 2 и 18. Точность останова
5 плиты 23 на столе 18 осуществляется за счет механизмов 6 поднастройки толкателей 5. Плавность останова плиты 23 при перемещении ее по столу 18 производится из-за изменения скорости передвижения до нуля толкателя 5 по делительной окружности
звездочки транспортера 4. Затем толкатели 5 перемещаются в левое исходное положение по направляющим линейкам. При этом нижние выдвижные регулируемые упоры находятся в крайнем нижнем положении, включается цилиндр 20 и плита 23 зажимается при помощи качающейся пластины 19, после чего включается устройство обработки кромок 10 и производится обработка щипов задней кромки плиты 23 и нанесения клея на щипы с помощью клеенаносящего устройства И, включение которого осуществляется от цилиндра 13. Клей под давлением попадает в клеенаносящее устройство 11 из клеевого бачка 12. Одновременно на рольганг 1 загрузчиком подается следующая плита 23.
После окончания цикла обработки задней кромки плиты 23 повторно включается транспортер 4 и толкатели 5 перемещают следующую плиту 24 до зоны обработки кромок, а досылатели 7 точно ориентируют край
д плиты 24 относительно устройства 10 для обработки кромок на величину обрабатываемого припуска. Точность величины припуска регулируется механизмом поднастройки 26 щтока 25 качающегося - цилиндра 8. После ориентации плиты 23 и зажима
5 ее с помощью прижимной планки 3 включается обратный ход устройства 10 для обработки кромок и осуществляется обработка передней кромки плиты 24. По окончании обработки кромки плиты 23 включается привод 21 нижних выдвижных регулируемых упоров 16, прижимная планка 3 отходит в исходное положение, задний край плиты 23 приподнимается .до уровня края плиты 24, включается привод движения транспортеров 4 и толкателями 5 плита 24 входит в зацепление с плитой 23. Затем происходит совместное перемещение плит 23 и 24 до окончания хода толкателей 5, посредством которых задний край плиты в зоне обработки кромки и. стыковое соединение плит 23 и 24 поступают в зону нагрева клеевого шва. Толкатели 5 возвращаются в исходное левое положение и одновременно загрузчиком подается на рольганг 1 очередная йлита, цикл повторяется.
19. Следует отметить то, что за счет двойного хода перемещения толкателей 5 (а именно в крайнее правое положение и до положения, указанного на фиг. 3) исключается возможность ориентирования края плиты в зоне обработки с применением метода перебега плиты и ее последующего обратного хода в зону обработки {как это осуществляется в прототипе). Это дает возможность сократить габариты станка в целом на ширину полноформатной древесностружечной плиты (например, 1750 мм) за счет двойного хода толкателей 5с помощью транспортера 4 и досылателя 7 в зону обработки передней кромки и последующей кромки стыкуемой смежной плиты. Предлагаемый станок прост по конструкции, которая позволяет точно ориентировать ПЛИТЫ при обработке кромок. Ц // // // //////// /У ////////// /.//// ГхЧ хЧ Фиг. Vs. ХЧ хЧ | II Paf
Л, о
gy.
/ // //// // / А
- I
fj
/
Сх
ло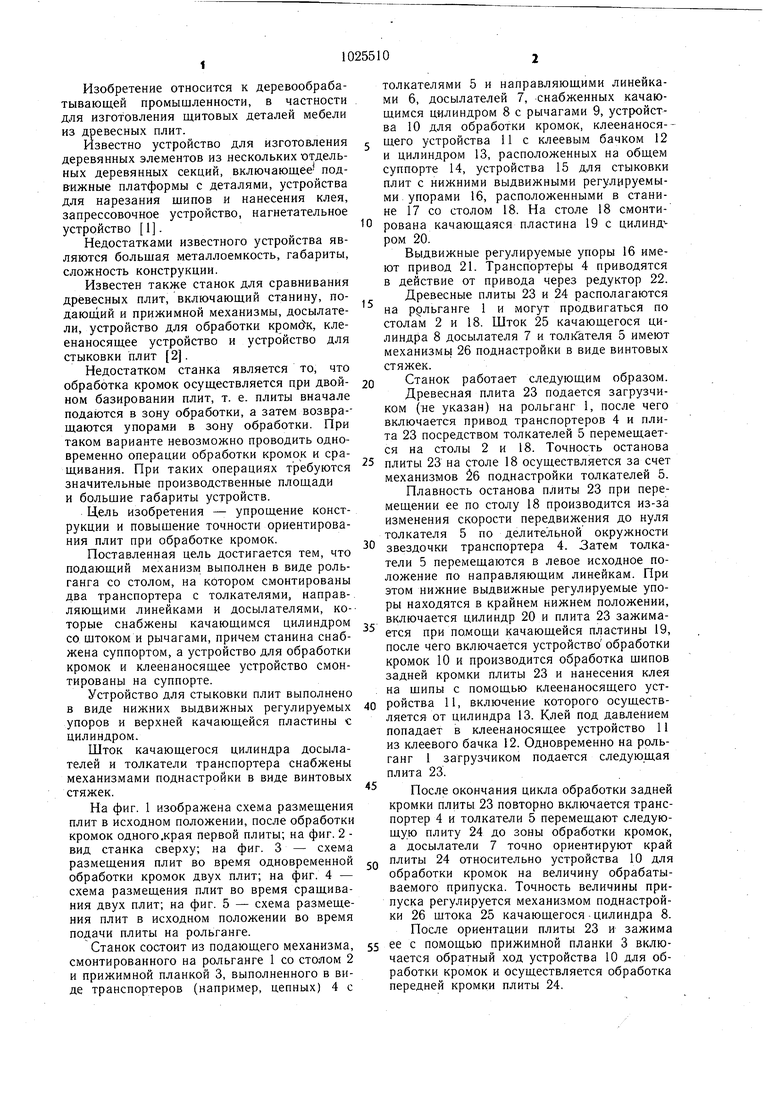

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Линия изготовления комбинированных балок | 1989 |
|
SU1684049A1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Станок для соединения немерных заготовок по длине | 1985 |
|
SU1265045A1 |
| Шипорезный станок | 1982 |
|
SU1079435A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |

1. СТАНОК ДЛЯ СРАЩИВАНИЯ ДРЕВЕСНЫХ ПЛИТ, включающий станину, подающий и прижимной механизмы, досылатели, устройство для обработки кромок, клеенаносящее устройство и устройство для стыковки плит, отличающийся тем, что, с целью упрощения конструкции и повышения точности ориентирования плит при обработке кромок, подающий механизм выполнен в виде рольганга со столом, на котором смонтированы два транспортера с толкателями, направляющими линейками и досылателями, которые снабжены качаю1щимся цилиндром со щтоком и рычагами, причем станина снабжена суппортом, а устройство для обработки кромок и клеенаносящее устройство смонтированы на суппорте. 2.Станок по п. 1, отличающийся тем, что устройство для стыковки плит выполнено в виде нижних выдвижных регулируемых упоров и верхней качающейся пластины с цилиндром. 3.Станок по пп. 1 и 2, отличающийся тем, что щток качающегося цилиндра досыi лателей и толкатели транспортера снабжены механизмами поднастройки в виде винтовых (Л стяжек. 1C СП сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1112800, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
