ИэобретоИме оти(..сится к строительньам материалам и может быть использовзЕЮ на предприятиях, изготавливающих силикатный кирпич с технологическими ;:устотами с применением револьверных прессов,
Известно устройство лля изготовления пустоте. блоков, включающее стол пресса, пресс-формы и штампы с пустотообразователями fl.
Наиболее близким к изобретению техническим решением является устроство для изготовления пустотелых блков , содержащее штемпель с отверстими, в которых свободно установлены пустотообразователи Г2.
Основной недостаток таких устройств заключается в том, что под действием сил трения прессуемой штампом массы о боковую поверхность пустотообразователей происходит интенсивный износ этой поверхности. При увеличении износа более допустимого предела, за которым начинается разрушение формуемых изделий, необходимо заменять пустотообразователи.
Цель изобретения - повышение надежности работы устройства.
Достигается это тем, что в устройстве для изготовлепия пустотелых блоков, включающем штемпель с отверстиями, в которых свободно установлены пустотообразователи, последние на быстроизнашивающемся участке боковой поверхности снабжены сменныгли рубашками.
На чертеже показано предлагаемое устройство, общий вид.
Устройство состоит из штемпеля 1 с ве)эхней облицовочной пластиной 2, пустотообразователей 3, свободно установленных -в отверстиях штемпеля, Пустотообразователи закреплены на траверсе 4, ,не скрепленной со штемпелем.
С целью повышения надежности работы пустотообразователь выполнен со сменной рубашкой 5, которая может иметь разную конфигурацию и быть изготовлена из разных износостойких материалов (стали, чугуна, каменного литья, ситалла и т.п,).
Устройстве содержит облицовочные пластины 6 с проемами 7, в которые заходят подвижные упоры 8 для ограничения свободных перемещений траверсы вместе с пустотообразователями .
Штамп с пустотообразователями, оснащенными сменными рубашками, вводят в пресс-форму с формованием изделий известным способом.
При предельном износе рабочей поверхности сменные рубашки пустотообразователей заменяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2007 |
|
RU2360794C1 |
| Устройство для формирования пустотелых строительных камней | 1974 |
|
SU503723A1 |
| Устройство для формования пустотелых изделий | 1981 |
|
SU1043006A1 |
| Устройство для прессования строительных изделий | 1988 |
|
SU1645158A1 |
| Конвейерный пресс для изготовления кирпича или т.п. изделий | 1940 |
|
SU63199A1 |
| Прессформа для изготовления строительных камней с полостями | 1973 |
|
SU446423A1 |
| Пресс для изготовления многопустотных строительных изделий | 1982 |
|
SU1113251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕН1Ш ПУСТОТЕЛЫХ БЛОКОВ, содержащее штемпель с отверстиями, D которых свободно установлены пустотообразователи, отличаю щеес я тем, что, с целью повышения надежности его в работе, пустотообразователи на быстроизнашивающемся участке боковой поверхности снабжены сменными рубашками.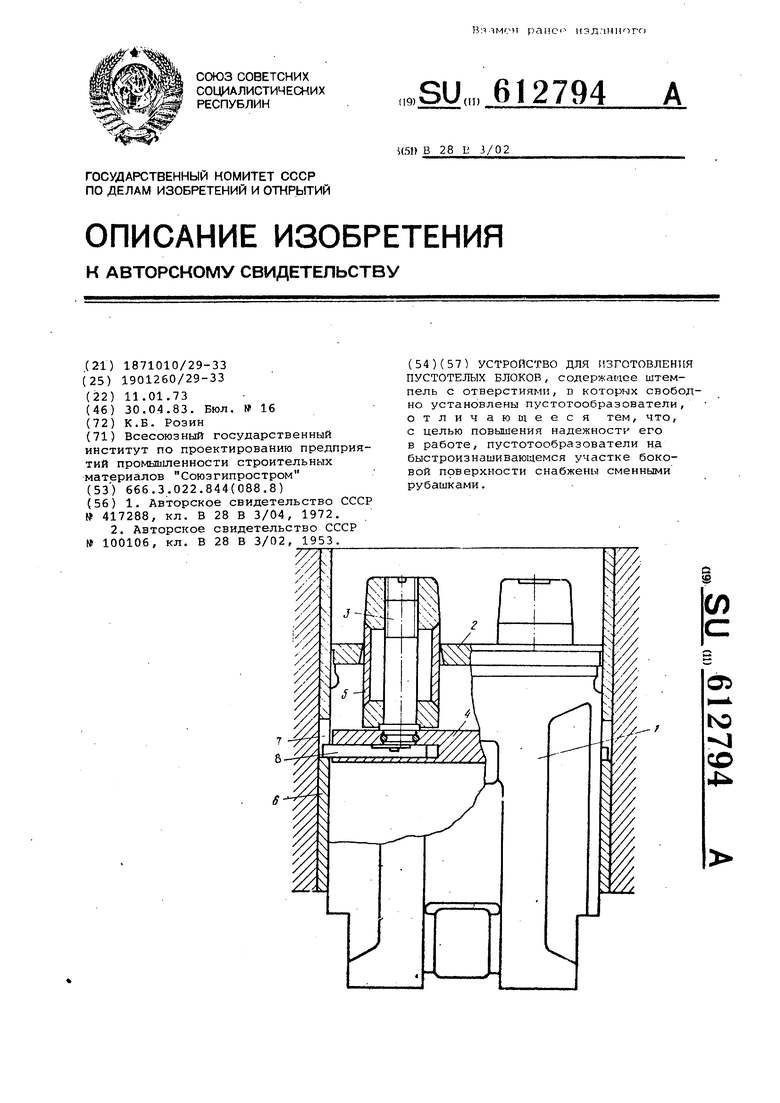
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU417288A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Прессформа для формовки пустотелых блоков с несквозными пустотами | 1953 |
|
SU100106A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
