волокно через третий циклон и шлюзовой затвор поступает на формирование ковров. Формирование ковров и нрессование их производят по обычной технологии сухого способа производства древесноволокнистых илит.
Аэродинамический поток в системе создают с помощью двух вентиляторов, температуру в камерах обработки - с помощью калориферов.
Рабочий раствор химдобавок из клееприготовительного отделения сжатым воздухом передавливают в напорный бак, откуда раствор с помощью сжатого воздуха через ротаметры поступает в пневматические форсунки на распыление.
Камеры обработки в зоне ввода химдобавок оборудованы диффузором, а на выходе обработанного волокна - конфузором. Регулирование скоростей потоков производят с помощью жалюзийных рещеток, установленных на воздуховодах, редуктора, установленного на линии подачи сжатого воздуха в форсунки и в напорный бак.
В качестве химдобавкн для обработки волокна использовали 25%-ный водный раствор фенолформальдегидной смолы марки «Б для получения твердых древесноволокнистых плит общего назначения.
Рабочий раствор имел следующие константы: плотность 1,19 г/см, вязкость но ВЗ-4-
11 с, расхол, связующего 35 кг/ч, производигелькость ме.,ы МД-13 415 кг/ч в пересчете на абсолютно сухое волокно, влажность исходного волокна, поступающего на обработку, 22%. Скорость потока частиц волокна 13 м/с, распыленных частиц связующего 11,6 м/с, температура в камере обработки 80°С при вакууме 250 мм водяного столба. Дисперсность распыленных частиц связующего 35 .. Рабочий раствор связующего вводили только в камеру обработки второй ступени. В процессе нрохожден потока воздуха с частицами волокна через факел распыленных частпц связующ .мо последние равномерно распределяются но поверхности волокна. Обработанное волокно через формирующую машину подавали на прессование. Условия прессования плит:
Температура, °С215
Максимальное давление
PI, КГС/СМ255
Давление PZ, кгс/см 12
Выдержка при Р, с30
при р2, с150
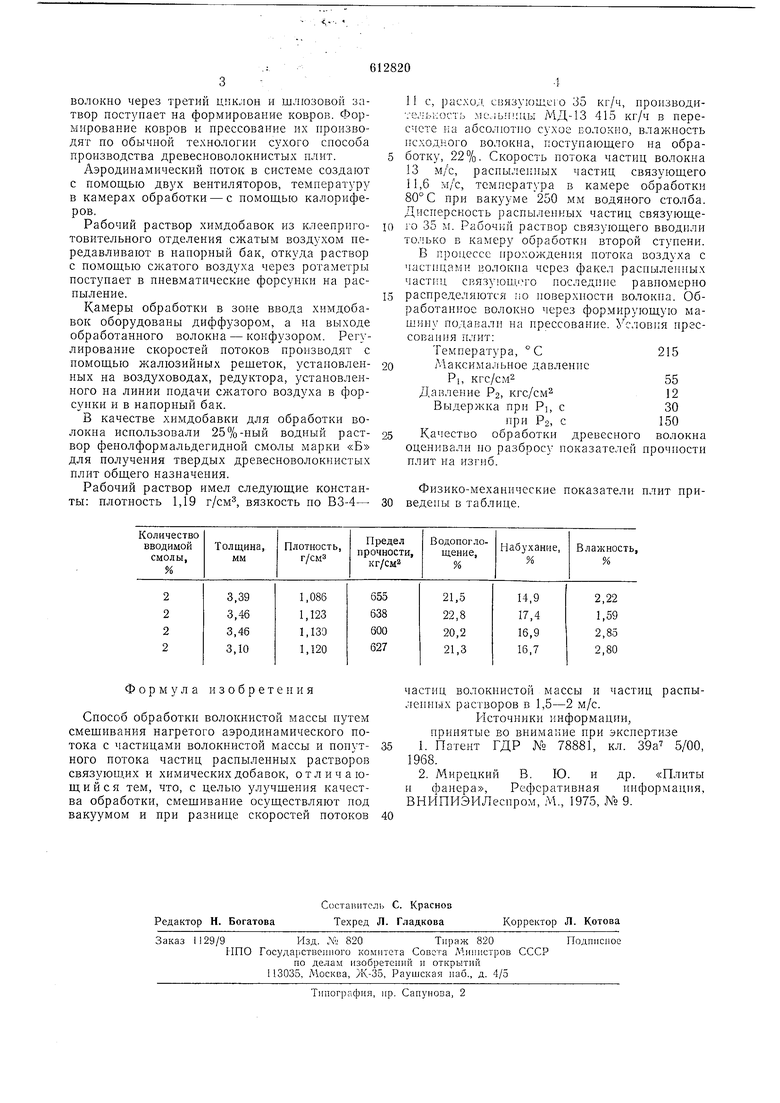
Качество обработки древесного волокна оценивали но разбросу показателей нрочности нлнт на изгиб.
Физико-механические показатели плнт приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесноволокнистых плит | 1977 |
|
SU638485A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДЫХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU327072A1 |
| Линия изготовления древесноволокнистых плит | 1985 |
|
SU1291411A1 |
| Способ изготовления мягких древесноволокнистых плит для изделий фасонного профиля | 1990 |
|
SU1756446A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОЙ ПЛИТЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2016 |
|
RU2735409C2 |
| ДРЕВЕСНО-ВОЛОКНИСТАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2493002C2 |
| Способ получения огнезащищенных древесноволокнистых плит | 1978 |
|
SU704817A1 |
| Способ изготовления древевесноволокнистых плит | 1973 |
|
SU442942A1 |
Формула изобретения
Способ обработки волокнистой массы путем смещивания нагретого аэродинамического потока с частицами волокнистой массы и попутнего потока частиц распыленных растворов связуюш,их и химических добавок, отличающийся тем, что, с целью улучшеиия качества обработки, смешивание осуществляют под вакуумом и при разнице скоростей потоков
частиц волокнистой массы и частиц распыленных растворов в 1,5-2 м/с.
Источники информации, принятые во внимание при экспертизе
