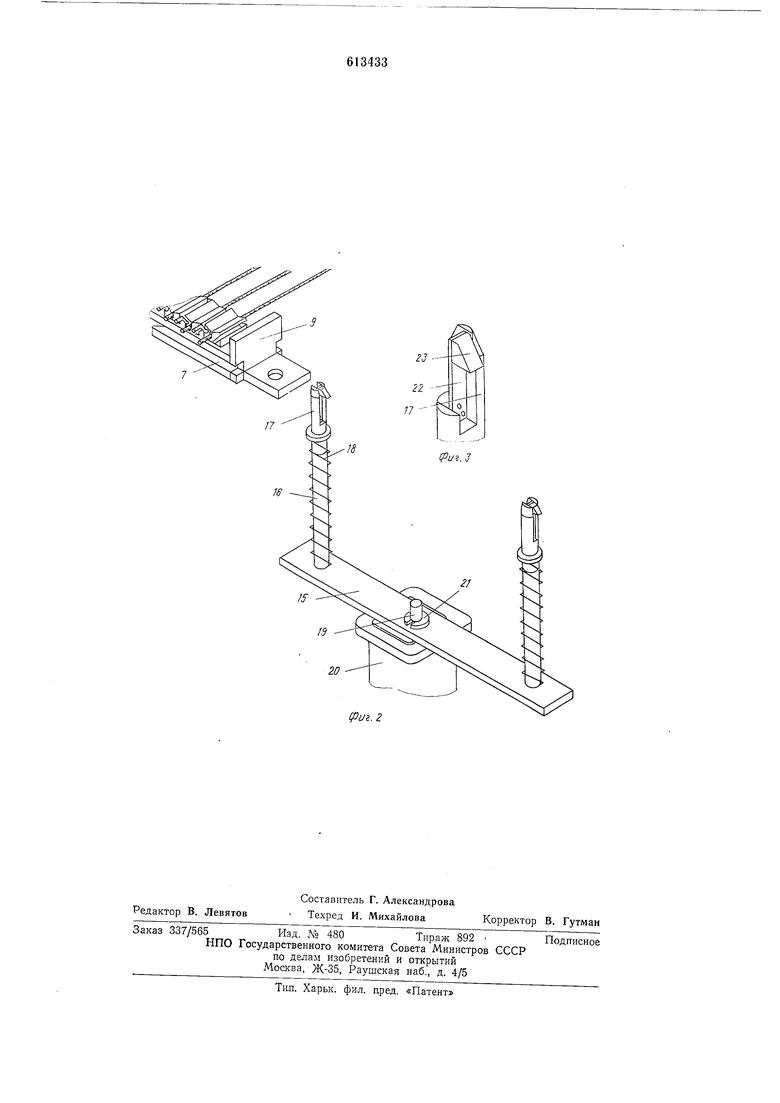
ными проводами, кассетник .10 с приводом ,// для установки и подачи вверл .пустых кассет 9. Каретка 7 установлена на кронштейне 12, в который запрессована гайка, связа1нная € ходовым винто,м 13, приводимым во кращение шаговым приводом 8. Подпружиненные захваты М установлены «а кассете 9 на расстоянии, равном тагу движения каретки 7. Накопитель обработанных проводов выпо.пнен .в виде кассет и содержит горизонтальную пла1нку 15, на которой установлены две направляющие шта-нги 16, оканчивающиеся в в-ерхней части -подпружиненными (фиксаторами .17. На каждой штанге 16 имеется пружиiia сжатия 18 для паддержани я кассет 9 снизу, а весь накопитель свободно установлен -на валу 19 привода 20 с помощью быстросъемной шайбы 21. Дл.я предотвращения .выпадан,ия кассет -9 под действием пружин /к5 лосле ухода каретки 7 в исходное левое положение, фиксатор 17 содержит пластинчатую пружину 22 и собачку 23. Станок работает следующим С1бразом. В исходном положении каретка -7 находится в крайнем левом положении (фиг. 1), п,р,и этом пустая кассета 9 находится в направляющих ка.ретки и первый ее захват 14 расположен по оси движения провода. Под действием привода 6 лоддружиненяый захват 14 открыт. Провод проводят сквозь открытый подпружиненный захват .14 кассеты .9. После окончания обработки провода срабатывает электромагнитный привод 6 я подлружиненный захват 14 зажимает провод. Подают команду на включение шагового привода 8. При вращении винта 13 происходит перемещение крОНштейна 12 с кареткой 7 на один шаг. При ЭТОМ кассета 9, удерживаемая в каретке 7, перемещается вместе с первым отрезанным проводом, зажатым в первом подпружиненном зажиме. Снова срабатывает призод 6, и второй П1адпружиненный захват 14 кассеты 9 открывается. Подают команду на обработку следующего провода. После окончания обработки второго провода цикл захвата провода и его перемещения повторяется. Работа ставка продолжается до тех лор, пока не будут заполнены вое подпружиненные захваты 14 одной кассеты 9. После заполнения кассеты 9 обработанными проводами каретка 7 перемещается в крайнее правое положение в зону работы накопителя. В этот момент подают команду на привоя 20 накопителя. Вал 19 привода 20 перемещает накопитель вверх. При этом фиксатор 17 входит .в отверстие кассеты, а укрепленная на пластинчатой пружине 22 (фиг. 3) собачка 23 утапливается внут:рь прорези фиксатора 17. iB конце хода собачка 23 оказывается над отверстием кассеты и отжимается пластинчатой пружиной 22 в сторону. Кассета оказывается зажатой меж1ду собачкой 23 сверху и пружиной /5 снизу. Включают реверс привода 8, и каретка 7 быстро возвращается в исходное левое положение. При этом заполненная проводами кассета 9 остается на штангах 16 накопителя. С возвратом каретки 7 в свое .исходное положение отключают привод 20, и накопитель возвращается вниз вместе с кассетой 9, в захватах которой удерживаются заготовленные провода. Цикл работы станка повторяется, происходит заполнение «овой кассеты провода.ми. После заполнения второй кассеты накопитель опять поднимают вверх. При этом нижняя кассета, упираясь в верхнюю кассету, опускается, сжима-я пружину 18, и освобождает рабочую часть фиксатора 17 для захвата верхней кассеты. Так как ход вала 19 всегда одинаков, то на штанги 16 происходит как бы нанизывание кассет с проводами. После окончания накопления кассет заданного количества накопитель с помощью быстросъемной шайбы 21 расцепляется с валом 19 привода 20, снимается с него н вместе с кассетами, в которых удерживаются заготовленные провода, поступает на рабочее место электромонтажника для монтажа изделия. Использование в станке малогабаритного переносного накопителЯ кассет упрощенной конструкции с проводами, уложенными в порядке программы монтажа, позволяет доставить весь комплект проводов, необходимых для данного изделия, в удобном для мнотажника полож-ении, снижает 11рудоемк1ость и повышает производительность электромонтажных работ. Ф о р /м у л а изобретения Станок для подготовки электрических проводов к моНтажу, содержащий механизм рихтовки, устройство для зачистки концов проводов от изоляции, накопитель обработанных проводов и привод, отличающийся тем, что, с щелью повышения производительности, накопитель обработанных проводов выполнен в виде кассет с установленными на яих захватами, расположенными на штангах, несущих пружины и подпружиненные фиксаторы и соединенных между собой планкой, связанной с приводом ее возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе: ( l. Авторское свидетельство СССР № 367500, К1Л. Н02 G1/12, 1070. 2. Цибизов Н. И. Средства механизации изготовления и контроля жгутов электропроводов. М., Оборопгиз, 1962, с. 17-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Магазин-накопитель | 1986 |
|
SU1404262A1 |
| Устройство для загрузки плоских изделий, преимущественно выводных рамок интегральных схем | 1987 |
|
SU1499540A1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| Накопитель деталей | 1982 |
|
SU1039691A1 |