Для подачи в бесцентровые станки деталей, шлифуемых до упора, имеются автоматические приспособления, состоящие из иаклонного лотка, по которому детали попадают на нож, а после шлифования во время раздвигания кругов выбрасываются выталкивателем. Однако все известные до сих пор приспособления пригодны для деталей без головок или буртиков, т. е. для таких, которые могут укладываться рядом, поперек продольной оси без перекоса, как, например, поршневые пальцы, ролики подшипников, втулки и пр.
Такие же детали, как клапаны, толкатели, болты и т. п., т. е. детали с головками, требуют для своей разгрузки специальных приспособлений, которые обычно чрезвычайно сложны и состоят из большого числа отдельных частей.
Предлагаемое приспособление, наоборот, является конструктивно весьма простым и надежным, причем шлифовальный станок не требует переделки за исключением сверления в нем четырех отверстий для крепления приспособления.
В предлагаемом приспособлении, так же как и в известных, применен наклонный лоток и дозатор для выдачи из лотка на нож по одной детали. Но этот лоток отличается от известных тем, что имеет дозатор, выполненный в виде двух параллельных стержней, которые расположены в выходной части лотка на некотором расстоянии друг от друга на движения головок подаваемых деталей и укреплены в каретке, могущей передвигаться в направлении, поперечном к лотку, и передавать детали в выемку ножа.
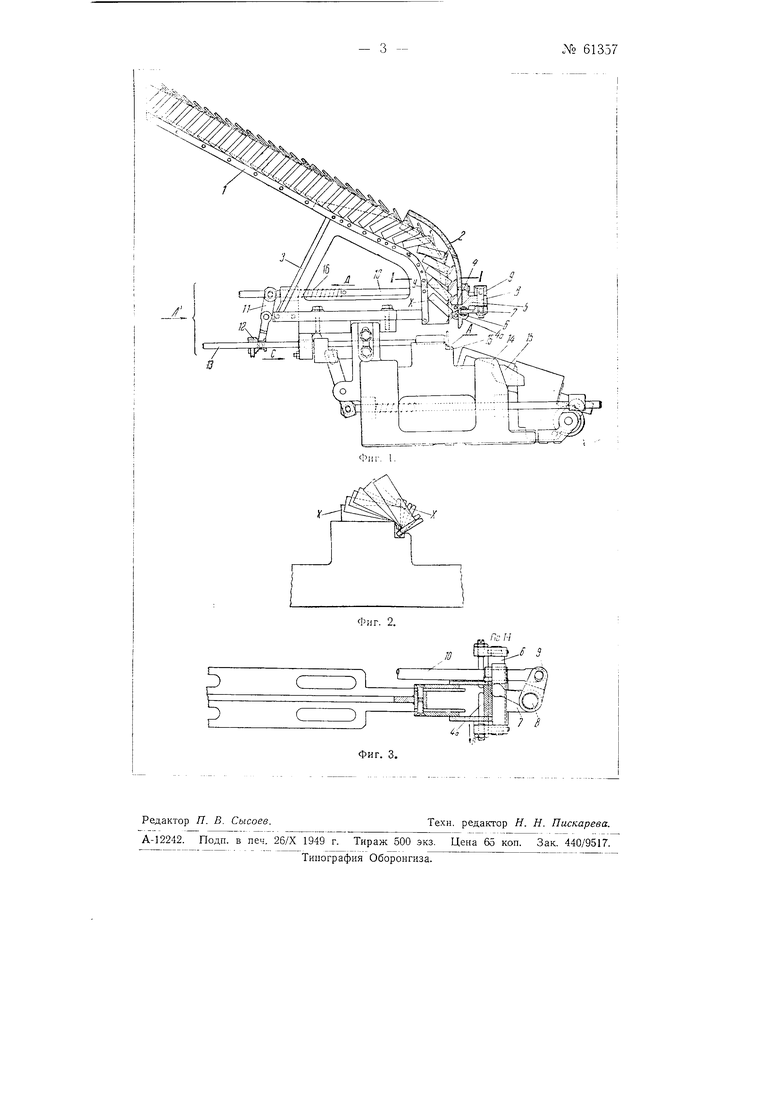
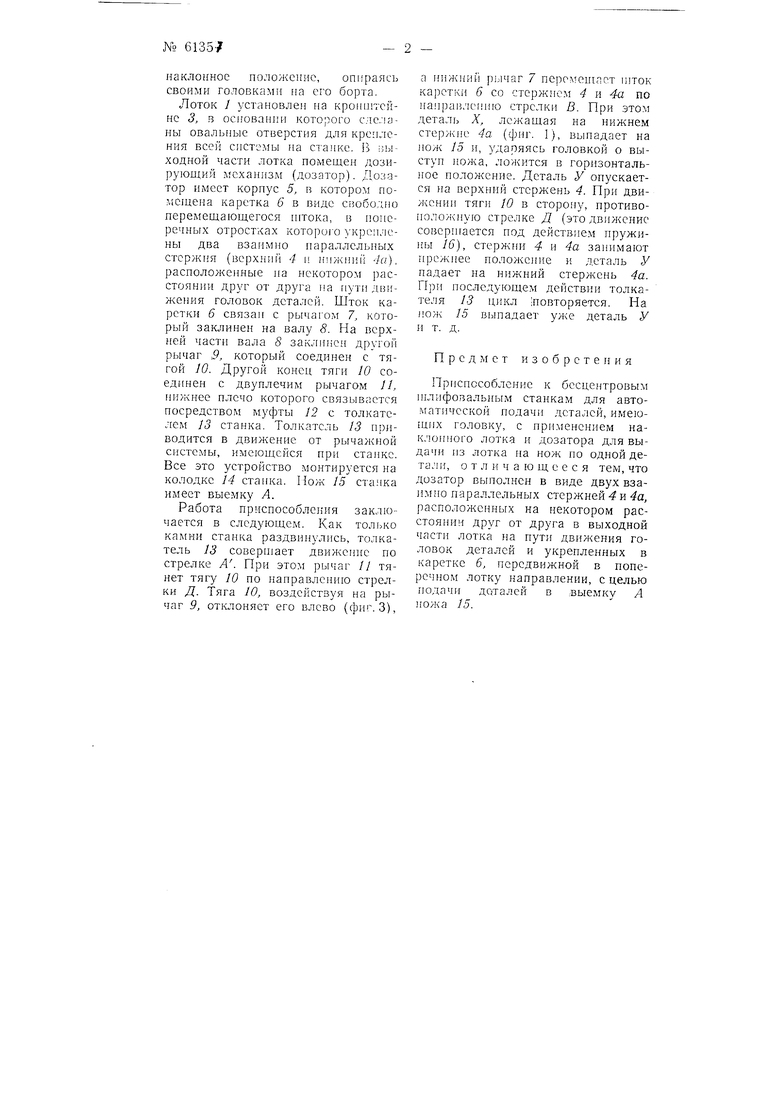
На фиг. 1 показан общий вид такого приспособления в вертикальном продольном разрезе; на фиг. 2- вид детали в разных положениях при ее падении на нож и на фиг. 3- разрез по /-/ фиг. 1.
Приспособление имеет наклонный лоток 1 корытообразной формы, который загибается вниз, переходя в вертикальный канал. В изгибе лоток имеет навес 2. Глубина лотка делается такой, чтобы детали в наклонной части лотка занимали
наклонное положение, опираясь своими головками па его борта.
Лоток / установлен па крон1Н7ейне 3, в основанпп которого слс. овальные отверстия для крепления всей системы на станке. В isbiходной части лотка помещен дозирующий механизм (дозатор). Дозатор имеет корпус 5, в котором помещена каретка 6 в виде евободно перемещающегося пгтока, в поперечных отростках KOTOpoio укреплены два взапмно параллельных стержня (верхний 4 и 4а). расположенные на некотором расстоянии друг от друга па пути движения головок деталей. Шток каретки 6 связан е рычагом 7, который заклинен на валу 8. На верхней части вала 5 закл1П1ен другой рычаг Я который соединен е тягой 10. Другой конеп тягп 10 соединен с двунлечим рычагом 11, нижнее плечо которого связывается поередством муфты 12 с толкателем 13 станка. Толкатель 13 приводится в движение от рычажной системы, имеющейся нри стайке. Все это уетройство монтируетея на колодке 14 станка. Нож 15 станка имеет выемку Л.
Работа приспособления заключается в следующем. Как только камни станка раздвинулнсь, толкатель 13 coBepnjaeT движение по стрелке А . При этом рычаг // тянет тягу 10 по направлению стрелки Д. Тяга 10, воздействуя на рычаг 9, отклоняет его влево (фиг. 3),
а нижний 7 передеишет шток каретки 6 со стержнем 4 и 4а по направ.чепию стрелки В. При этом деталь X, лежащая на нижнем стержне 4а (фиг. 1), выпадает на нож 15 и, ударяясь головкой о выступ ножа, .чожится в горизонтальное положение. Деталь У опуекается на верхний стержень 4. При движении тяги 10 в сторону, противоположную стрелке Д (это движение соверпгается под действием пружины 16), стержни 4 и 4а занимают нрежпее ноложение и деталь У падает на нижний стержень 4а. При последующем действии толкателя 13 пикл повторяется. На 1ЮЖ 15 выпадает уже деталь У и т. д.
Предмет изобретения
Присиособление к бесцентровым И1лифовальным станкам для автоматической подачи деталей, имеюЩ1Ь головку, с при.менением наклонного лотка и дозатора для выдачи из лотка на нож по одпой деTaJUi, о т л и чающееся тем, что дозатор выполнен в виде двух взапмно параллельных стержней 4 и 4а, расположенных на некотором расстоянии друг от друга в выходной части лотка на пути движения головок деталей и укрепленных в каретке 6, передвижной в поперечпо.м лотку направлении, с целью подачи доталей в -выемку А ножа 15.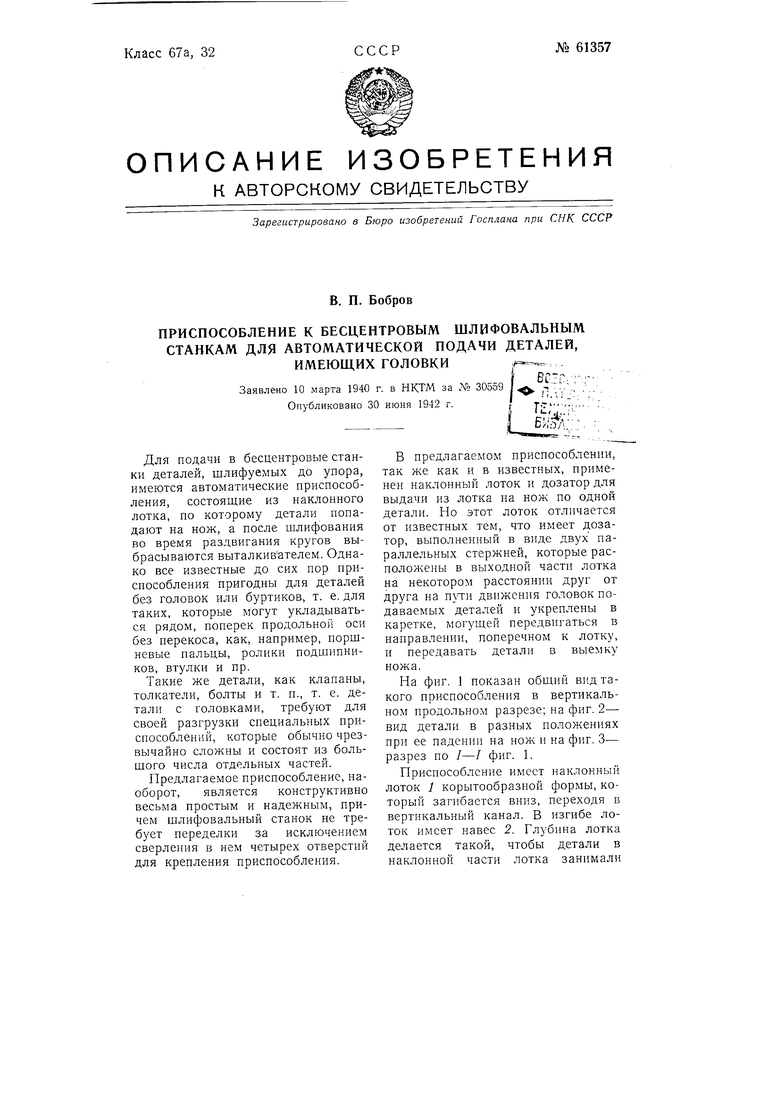
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| Конвейерная установка для подачи заготовок к ряду станков и отвода готовых изделий | 1955 |
|
SU112971A1 |
| Способ шлифования и полирования деталей сложной конфигурации и устройство для его осуществления | 1991 |
|
SU1811470A3 |
| Магазин (бункер) для межоперационного накопления и выдачи цилиндрических изделий | 1953 |
|
SU105831A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| Приспособление к сверлильному станку для выточки канавок в стенках отверстий | 1938 |
|
SU55447A1 |
| ПЕРЕДВИЖНАЯ СУЧКОРЕЗНАЯ УСТАНОВКА | 1968 |
|
SU209132A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для поштучной выдачи деталей из сплошного потока | 1980 |
|
SU921776A1 |
| Устройство для ориентации деталей | 1987 |
|
SU1509221A1 |