(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ ИЗ СПЛОШНОГО ПОТОКА
1
изобретение относится к автоматизации технологических процессов в машиностроении и может быть применено при автоматизации, например, бесцентрово-шлифовальных станков, предназначенных для обработки сверл.
Известно устройство для поштучной выдачи деталей из сплошного потока, которое содержит подводящий и отводящий лотки, толкатель для перемещения деталей в отводящем лотке и механизм для передачи деталей из подводящего лотка в отводящий с приводом, выполненным в виде силового цилиндра 1.
Перемещение механизма для передачи деталей производится от команды путевого датчика, который взаимодействует с потоком деталей подводящего лотка.
Недостатком известного устройства является нарушение непрерывности движения отсекаемых деталей при передачи их из подводящего в отводящий лоток.
Цель изобретения - обеспечение поштучной выдачи деталей из сплошного потока- без нарушения непрерывности движения его.
Указанная цель достигается тем, что предлагаемое устройство снабжено дополнительным склизом, соединяющим подводящий и отводящий лотки, а механизм для передачи деталей выполнен в виде двух дву плечих рычагов, первый из которых образует одним своим плечом со склизом приемник деталей, а другим плечом установлен с возможностью взаимодействия с то.ткателем посредством дополнительно закрепленного на последнем копира, а второй двуплечий рычаг установлен с возможностью взаимодействия одним плечом с потоком деталей в подводящем лотке и другим - с путевым датчиком.
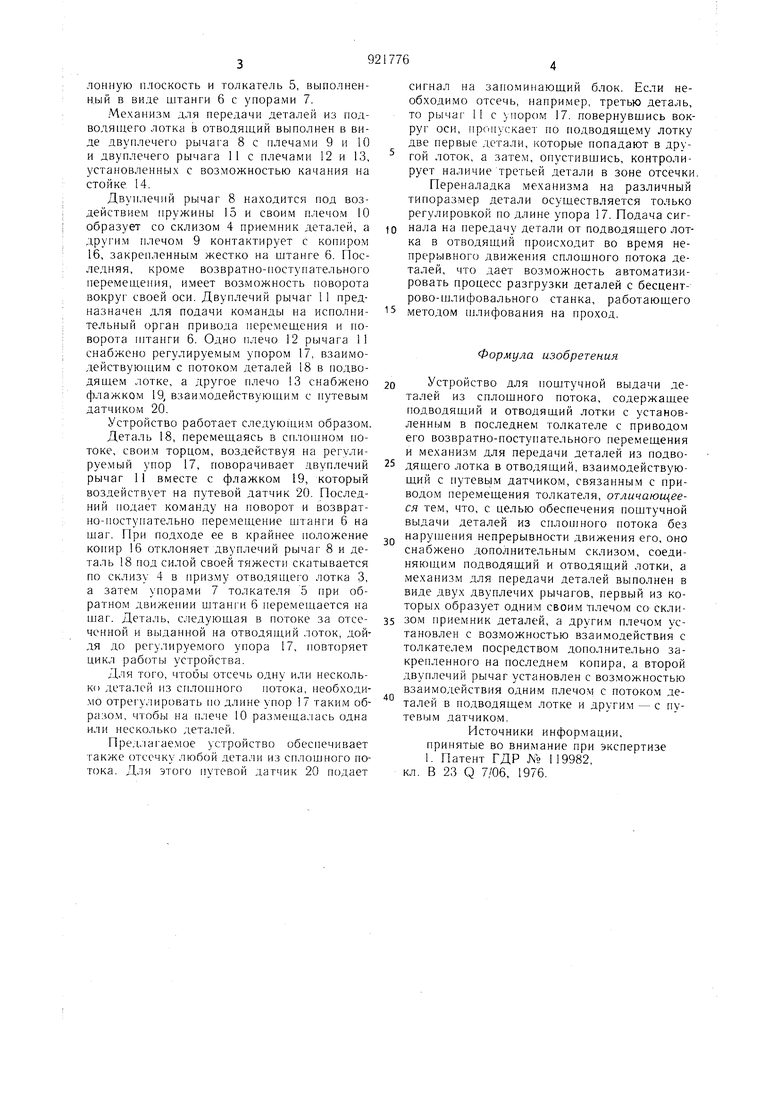
На фиг. I показано предлагаемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - положение механизмов устройства в момент передачи детали на отводящий лоток; на фиг. 4 - вид А на фиг. 1.
Устройство смонтировано на основании 1, на-котором установлен подводящий 2 и отводящий лоток 3, выполненный в виде призмы, склиз 4, который составляет с одной из плоскостью призмы отводящего лотка 3 наклонную плоскость и толкатель 5, выполненн.ый в виде штанги 6 с упорами 7.
Механизм для передачи деталей из подволян1его лотка в отводящий выполнен в виде двуплечегч) рычага 8 с плечами 9 и К) и двуплечего рычага 11 с плечами 12 и 13, установленных с возможностью качания на стойке 14.
Двуплечий рычаг 8 находится иод воздействием пружины 15 и своим плечом 10 образует со склизом 4 приемник деталей, а другим плечом 9 контактирует с копиром 16, закрепленным жестко на штанге 6. Последняя, кроме возвратно-поступательного иеремешения, имеет возможность поворота вокруг своей оси. Двуплечий рычаг 11 предназначен для подачи команды на исполнительный орган привода иере.меш,епия и поворота игганги 6. Одно плечо 12 рычага 11 снабжено регулируемым упором 17, взаимодействующим с потоком деталей 18 в подводяплем лотке, а другое плечо 13 снабжено флажком 19, взаимодействующим с путевы.м датчиком 20.
Устройство работает следующим образом.
Деталь 18, перемещаясь в сплошном потоке, своим торцом, воздействуя па регулируемый упор 17, поворачивает двуплечий рычаг 11 вместе с флажком 19, который воздействует на путевой датчик 20. Последний подает команду на поворот и возвратно-ностунательно перемещение щтанги 6 на щаг. При подходе ее в крайнее положение копир 16 отклоняет двуплечий рычаг 8 и деталь 18 под силой своей тяжести скатывается по склизу 4 в призму отводящего лотка 3, а затем упорами 7 толкателя 5 при обратном движении штапш 6 перемещается на шаг. Деталь, следующая в потоке за отсеченной и выданной на отводящий лоток, дойдя до регу.чируемого упора 17, повторяет цикл работы устройства.
Для того, чтобы отсечь одну или несколько деталей из сило1нного потока, пеобходимо отрегулировать по длине упор 17 таким образо.м, чтобы на плече 10 размеща:1ась одна или несколько деталей.
npe.uiaraeMoe устройство обеспечивает также отсечку любой детали из сплощного потока. Дли этого путевой датчик 20 подает
сигнал на запоминающий блок. Если необходимо отсечь, например, третью деталь, то рычаг 11 с упором 17. повернувшись вокруг оси, пропускает по подводящему лотку две первые детали, которые попадают в друРОЙ лоток, а затем, опустившись, контролирует наличие третьей детали в зоне отсечки.
Переналадка механизма на различный типоразмер детали осуществляется только регулировкой по длине упора 17. Подача сигнала на передачу детали от подводящего лотка в отводящий происходит во время непрерывного движения сплощного потока деталей, что дает возможность автоматизировать процесс разгрузки деталей с бесцентрово-шлифовального станка, работающего
методом шлифования на проход.
Формула изобретения
Устройство для поштучной выдачи деталей из сплощного потока, содержащее подводящий и ОТВОДЯШ.ИЙ лотки с установленн)1м в последнем толкателе с приводом его возвратно-поступательного перемещения и механизм для передачи деталей из подводяидего лотка в отводящий, взаимодействующий с путевы.м датчиком, связанны.м с приводом перемещения толкателя, отличающееся тем, что, с целью обеспечения пощтучной выдачи деталей из сплопшого потока без нару1иения непрерывности движения его, оно снабжено дополнительным склизом, соединяющим подводящий и отводящий лотки, а механизм для передачи деталей выполнен в виде двух двуплечих рычагов, первый из которых образует одни.м своим плечом со склизом приемник деталей, а другим плечом установлен с возможностью взаимодействия с толкателем посредством дополнительно закрепленного на последне.м копира, а второй двуплечий рычаг установлен с возможностью взаимодействия одним плечо.м с потоко.м деталей в подводяще.м лотке и другим - с путевым датчико.м.
Источники инфор.мации, принятые во внимание при экспертизе 1. Патент ГДР № 119982, кл. В 23 Q 7/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1986 |
|
SU1342680A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для сборки винтов с кольцами | 1980 |
|
SU973288A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1247230A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |
| Устройство для ориентации и подачи деталей | 1986 |
|
SU1389982A1 |
| Устройство для переориентации цилиндрических деталей | 1990 |
|
SU1759601A1 |


41
// ////////////////////// Фиг-J
