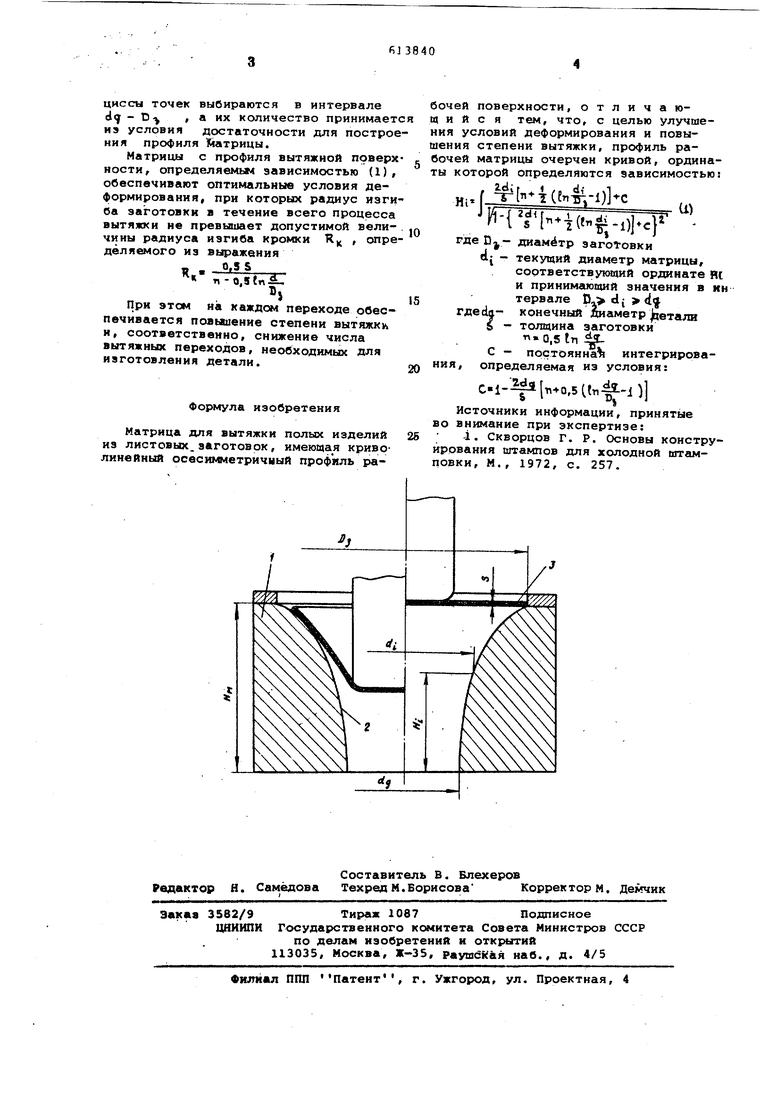
Изобретение относится к обработке металлов давлением и может быть лрпольэовано для вытяжки из листового металла осесимметричных полых издели Известны матрицы.для вытяжки, рабр чий осесимметричный профиль которых в полнен криволинейным - по эвольвенте или по кривой, близкой К трактрисе 1. Недостаток известных матриц а TCMf что они не обеспечивгиот оптимальных условий дефо1 гарования заготовки, особенно при вытяжке вез прижи ма, и , соответственно, степень вытяжки, достижимая в извесо ных матрицах, сравнительно невелика. Целью изобретения является устранение названных недостатков, а именно - оптимизация условий деформирования заготовки и повышение .степени вытяжки. Эта цель достигается за счет того, что профиль рабочей поверхности матрицы очерчен кривой ординаты, которой определяются зависимостью ,.0,5(Enfe-i) «1Й ,5(fnF,-i)bcr где Dy - диаметр заготовкл d(- текущий диаметр матрицы, соответствующий ординате и принимающий значения в интервале D) 9 i d-ft ГдеЛл- конечный диаметр детали; S - толщина заготовкн я - 0,StTi ТЛ .С - постоянна постоянная интегрироваределяемая из ; ния, (этределяемая из условия С«1- ,5() Сущность изобретення поясняется чертежом, на котором схематнчно изЛражвна предлагаемая матрица. М1е1трица 1 имеет вытяжной профиль 2, при котором торцевой участок заготовки 3 в процессе вытяжки получает одновременный изгиб деформации в меридиональном направлении, величина которой непрерывно возрастает от нуля а начальнш момент до максимума на заключительной стадии; Профиль 2 матрицы очерчен кривой, ординаты которой определяются из зависимости (1); решение производится методом чнсленяого интегрирования. Величина Н яамеиявтся от нуля до Н, где Н„ высота вытяжного профиля матрицы. Абсцяссы точек выбираются в интервале 9 - ТЭ , а их количество принимает из условия достаточности для построе ния профиля Клатрицы. Матрицы с профиля вытяжной поверх ности, определяемыч зависимостью (I), обеспечивают оптимальные условия деформирования, при которых радиус изги ба заготовки в течение всего процесса вытяжки не превышает допустимой величины радиуса изгиба кромки Яц , опре деляемого из выражения . 0.3 S 71-0.5«л- При этом на каждом переходе обеспечивается поаииение степени вытяжкк и, соответственно, снижение числа вытяжных переходов, необходимых для изготовления детали. Формула изобретения Матрица для вытяжки полых изделий из листовых,заготовок, имеющая криволинейный осесикметричный профиль раочей поверхности, отличаюийся тем, что, с целью улучшеия условий деформирования и повыения степени вытяжки, профиль раочей матрицы очерчен кривой, ординаы которой определяются зависимостью: „. f h-i()C ()-r где DJ- диаметр заготовки dl; - текущий диаметр матрицы, соответствующий ординате КС и принимающий значения в ин тервале p, гдейа- конечный диаметр етлля i - толщина заготовки 0,5 In - постоянна интегрирования, определяемая из условия: C.I.-MI 1.0,5 ) Источники информации, принятые во внимание при экспертизе: j. Скворцов Г. Р. СХ:новы конструирования штампов для холодной штамповки, М., 1972, с. 257.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Устройство для отбортовки | 1987 |
|
SU1454543A1 |
