Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для отбор- товки.
Цель изобретения - упрощение конструкции устройств.
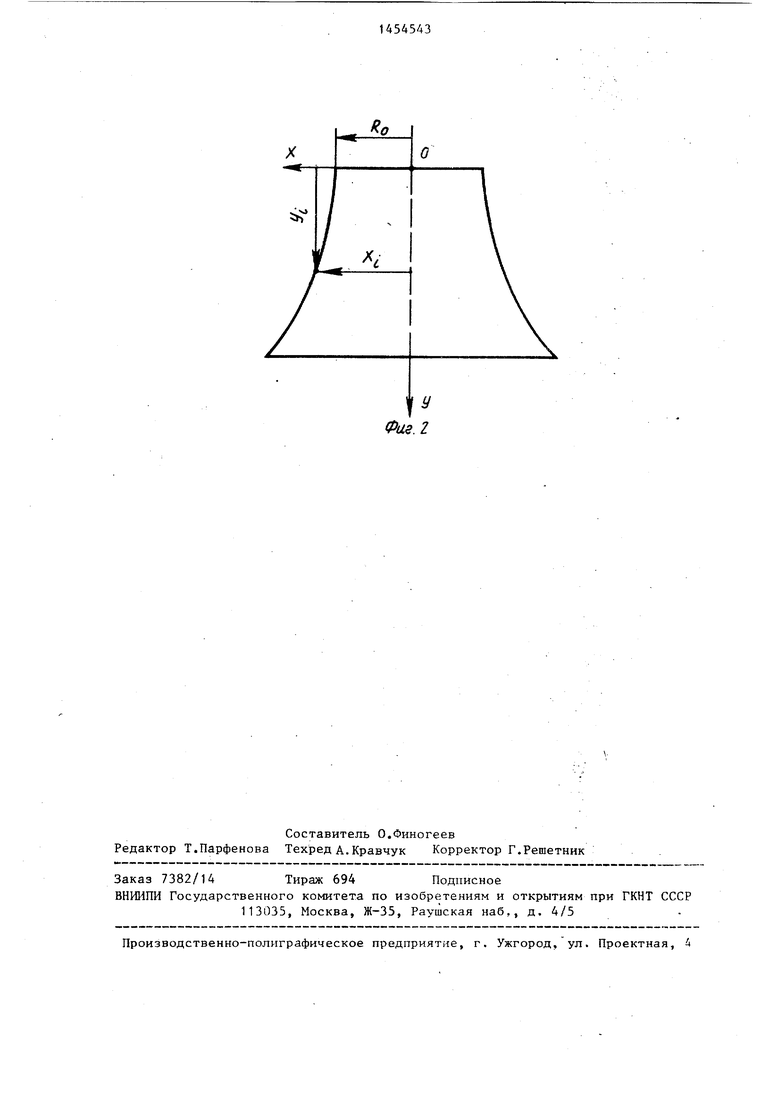
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг,2 - расчетная схема.
Устройство содержит пуансон 1, мат рицу 2, контрпуансон 3, установленный соосно с пуансоном 1 в полости матрицы 2 и имеющий криволинейную рабочую поверхность 4, конический заходный участок 5, шестигранную под ключ головку 6 и навинченный на шток 7 нижней плиты 8,, фиксирующий винт 9.
Устройство работает следующим образом.
Заготовку 10 укладывают на зеркало 11 матрицы с центрированием по коническому заходному участку 5 контрпуансона 3 и производят отбортовку. Требуемое положение контрпуансона 3, при котором он создает на кромке отверстия 12 заготовки 10 дополнительные сжимающие усилия, обеспечивая тем самым радиальный подпор кромки отверстия 12 без потери устойчивости заготовки 10, определяется путем осевого перемещения контрпуансона при вращении его за шестигранную головку 6 в зависимости от результатов первых операций отбортовки. Выбранное положение контрпуансона 3 фиксируется при помощи фиксирующего винта 9.
Профиль рабочей поверхности контрпуансона очерчен кривой, определяемой зависимостью
B(Yi)
1J- В (Y )
X A+VBZ (YjHC-r +r arccos gji y; rccos
.IJL
VB2 (Yi)+C J де. -ГХ-Y,- ;
B(Y,)r5:-Y,-; С(Г5+7,)М
г г„+Гп+3 ;
Z -7 -d « - tJ 0 ьЗ у
D - начальный диаметр рабочей части контрпуансона, обеспечивающий натяг между контрпуансоном и отверстием заготовки;
г.: - радиус- закругления кромки матрицы;
г - радиус закругления кромки пуансона;
2 - зазор между пуансоном и матрицей;
S - расстояние между зеркалом матрицы и торцом пуансона в начальный момент отбортовки.
Основным преим ществом предлагаемого устройства является упрощение конструкции штампс1 за счет исключения дополнительного силового привода контрпуансона и сложного прижима. Контрпуансон, установленный стационарно на определек1ной в процессе от- бортовки высоте, обеспечивает в течение всего периода деформирования радиальный подпор кромки отверстия заготовки, исключая при зтом чрезмерное увеличение усилия на нем, что устраняет опасность изгиба кромки отверстия и освобождение ее от полезных дополнительных сжимающих напряжений.
Формула ИЗ: обретения
Устройство для отбортовки, содержащее полый пуансон, матрицу, контрпуансон, установл€:нный соосно с пуансоном в полости матрицы, отличающееся тем, что, с целью упрощения конструкции, контрпуансон закреплен неподви :но, а профиль его рабочей поверхности очерчен кривой, определяемой зависимостью
0
5
(у.)+с-г| + г arccos
ГТ
-В1Х11 В2 (Y-)+C
- arccos
VP(Y
40 где
А 2 - 2
5
0
5
B(Yi)
С (rj.+Z)2; r г,,+Гп+8;
Z D1 - начальный диаметр рабочей
части контрпуансона, обеспечивающий натяг между контрпуансоном и отверстием заготовки}г - радиус закругления кромки
матрицы; ,г - радиус закругления кромки
пуансона;
S - расстояние между зеркалом матрицы и торцом пуансона в начальный момент отбортовки; Zp - зазор между матрицей и пуансоном.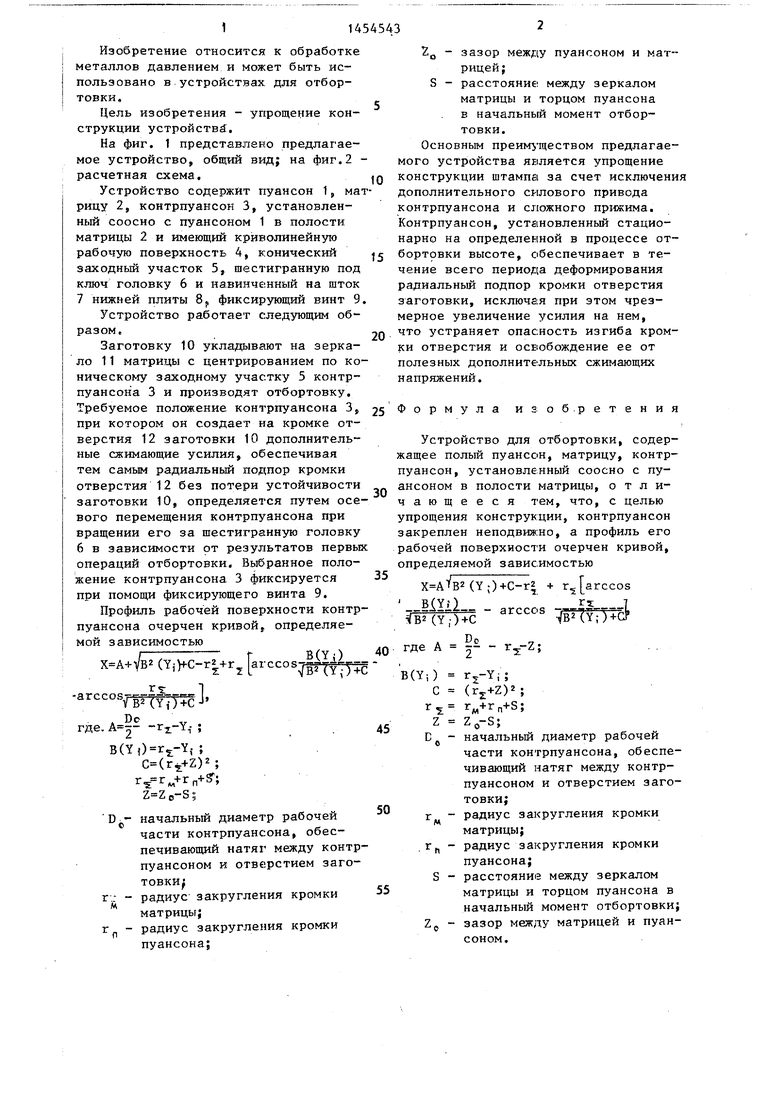
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения деталей с внутренним кольцевым ребром | 1988 |
|
SU1641499A1 |
| Штамп для формообразования рабочей поверхности матриц | 1977 |
|
SU715200A2 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Инструмент для изготовления шестигранных головок болтов | 1989 |
|
SU1690940A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления листовых профилей с отбортовками | 1984 |
|
SU1248690A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
Изобретение относится к обработ ке металлов давлением и может быть использовано в устпойствау пля от/ бортовки. и,епъ изобретения - упрощение конструкции. В устройстве, содержащем полый пуансон 1 и матрицу 2, контрпуансон 3 выполнен неподвижным с профилем рабочей поверхности, обеспечивающим в течение всего периода деформирования радиальный подпор кромки отверстия 12 заготовки 10. Для определения профиля рабочей поверхности контрпуансона 3 приведена расчетная зависимость. Контрпуансон, установленный стационарно на заданной в процессе отбортовки высоте, обеспечивает в течение всего периода деформирования радиальный подпор кромки отверстия заготовки. 2 ил. (Л и СЛ 4 00 г./
| Устройство для отбортовки | 1974 |
|
SU703186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
